|
|
Назначение, состав, особенности источника переменного источникаЭти источники предназначены для сварки алюминия и его сплавов. На переменном токе отрицательной полуволной разрушается окисная пленка на поверхности алюминия, и сварка становится возможной. Но различие физических свойств вольфрама и алюминия приводит к особенностям сварочного источника. В полупериоды прямой полярности, когда катодом является вольфрамовый электрод, нагретый до 4000°К, сильная термоэлектронная эмиссия обеспечивает значительный ток iПРЯМОЕ. Напряжение зажигания невелико (может быть 10В). При обратной полярности термоэлектронная эмиссия с алюминия мала и требует большое напряжение зажигания (от 60 до 200В). Поэтому ток обратной полярности меньше на 20÷50% iПР. Общая блок-схема источника показана на рис. 5.3:
Рис. 5.3. Установка для сварки неплавящимся электродом переменным током. Первая особенность источника переменного тока в том, что дуга обладает, как бы, выпрямляющими свойствами из-за разницы iПР и iОБР возникает перекос напряжения и появляется постоянная составляющая сварочного тока. Это: 1. ухудшает стабильность горения дуги и механические свойства сварного соединения; 2. вызывает подмагничивание трансформатора и его перегрев. Вторая особенность источников состоит в необходимости повторных зажиганий дуги при переходе тока через ноль. Для стабильности горения дуги в цепь включают индуктивность таким образом, чтобы при переходе через ноль напряжение было близко к максимуму UXX. Если эта величина больше напряжения повторного зажигания, то процесс идет хорошо. Однако на практике устойчивое горение дуги достигается путем применения стабилизатора дуги, обеспечивающего ее повторное зажигание.
Источник разнополярных импульсов Эти источники предназначены для сварки алюминия и его сплавов. Цель создания их – обеспечить снятие проблем, связанных с подавлением постоянной составляющей тока и иметь возможность регулировать параметры каждой полуволны. Блок-схема источника показана на рис. 5.4.
Рис. 5.4. Источник разнополярных импульсов. ТР1, ТР2 – трансформаторы; В1, В2 – выпрямители; Рег1, Рег2 – регуляторы импульсов. Обычно источник имеет два силовых канала. Один канал предназначен для питания дуги прямой полярности, второй – обратной. С помощью коммутатора они попеременно подключаются к дуге, генерируя прямоугольные импульсы. Управление длительностью импульсов tПР и tОБР выполняется с помощью генератора. Время импульса прямой полярности tПР=0,001÷0,1 сек., tОБР=0,001÷0,01 сек. Регулирование токов IПР и IОБР производится независимо в каждом канале. Обычно ток обратной полярности делается небольшим, но достаточным для удаления окисной пленки. Ток прямой полярности зависит от толщины изделия и диаметра электрода. Он может превышать ток обратной полярности в 1,5÷4 раза. Устройства для поджига дуги
Устройства для первоначального поджига дуги делятся на два класса: поджиг дуги от короткого замыкания и путем пробоя промежутка электрод—изделие высоковольтными импульсами. Поджиг коротким замыканием осуществляется путем кратковременного контакта электрода и изделия и последующего их разведения. Ток, через микровыступы электрода, разогревает их до температуры кипения, а поле, возникающее при разведении электродов, обеспечивает эмиссию электронов, достаточную для возбуждения дуги. При таком поджиге возможен перенос материала электрода в сварной шов. Для устранения этого нежелательного явления зажигание должно осуществляться при малом токе, не превышающем 5—20А. Устройство для поджига должно обеспечивать малый ток короткого замыкания, поддержание тока на этом уровне до момента образования дуги и лишь затем плавное нарастание до рабочего. (УДГ-201, АДГ-201, АДГ-301). Основные требования к устройствам для поджига через зазор (возбудителям дуги или осцилляторам): 1) должен обеспечить надежное возбуждение дуги; 2) не должен угрожать безопасности сварщика и оборудования. Возбудители могут быть предназначены для возбуждения дуги постоянного или переменного тока. В последнем случае к возбудителям предъявляется ряд специфических требований, относящихся к моменту поджига дуги. Схема осциллятора ОСПЗ – 2М показана на рис. 5.5.
Рис. 5.5. Принципиальная электрическая схема осциллятора ОСПЗ-2М. F1 – предохранитель; ПЗФ – фильтр защиты от помех; TV1 – трансформатор повышающий; FV – разрядник; Cг – конденсатор колебательного контура; Cn – разделительный конденсатор; TV2 – высоковольтный трансформатор; F2 – предохранитель.
Конденсатор Сг заряжается от напряжения вторичной обмотки повышающего трансформатора TV1. После зарядки его до напряжения пробоя разрядника FV образуется колебательный контур, состоящий из конденсатора Сг и первичной обмотки высоковольтного трансформатора TV2. Частота колебаний этого контура примерно равна 500 – 1000 кГц. Со вторичной обмотки это напряжение частотой 500 – 1000 кГц и величиной порядка 10000 В через разделительный конденсатор Cn и предохранитель F2 подается на промежуток электрод – изделие. При этом в данном промежутке возникает искра, которая ионизирует промежуток, вследствие чего от источника питания возбуждается электрическая дуга. После возбуждения дуги осциллятор автоматически отключается. Необходимо обратить внимание, что у осциллятора высокое напряжение. Для человека оно не опасно вследствие маломощности источника. Однако если в схеме источника имеются полупроводники (диоды, тиристоры и др.), то возможен их пробой напряжением осциллятора. Для исключения этого осциллятор необходимо подключать к источнику с использованием систем защиты (рис. 5.6).
Рис. 5.6. Схема подключения осциллятора к источнику питания.
Дроссель зашиты ДЗ для высокой частоты осциллятора имеет очень большое индуктивное сопротивление и не пропускает напряжение осциллятора к источнику. Защитный конденсатор СЗ, наоборот, имеет очень малое сопротивление для высокой частоты, защищая источник от высокочастотного и высоковольтного напряжения осциллятора. Разделительный конденсатор Ср защищает осциллятор от напряжения источника питания.
Стабилизаторы горения дуги Стабилизатор горения дуги является необходимым элементом оборудования для дуговой сварки неплавящимся электродом на переменном токе промышленной частоты. Его задача — обеспечение повторного возбуждения дуги при смене полярности с прямой на обратную. Стабилизатор должен генерировать импульсы достаточной энергии и длительности, чтобы обеспечить повторное возбуждение дуги. Обычно амплитуда импульса напряжения стабилизатора достигает 400—600В. Активными называют стабилизаторы, в которых энергия импульса накоплена в каком—либо накопителе (индуктивном или емкостном) и вводится в цепь дуги по команде управляющего устройства. В пассивных стабилизаторах импульс генерируется за счет процессов, происходящих в цепи дуги. Практическое распространение получили лишь стабилизаторы активного типа. Важнейшей частью стабилизатора является схема управления моментом генерации импульса. Импульс стабилизатора должен генерироваться после смены полярности дугового напряжения с некоторой задержкой, определяемой временем развития тлеющего разряда. Возможны два пути генерации импульса: потенциальный и дифференциальный. В первом случае импульс генерируется при достижении напряжения дуги некоторого уровня, во втором — при резком изменении напряжения дуги. В случае если запаздывание схемы невелико, не более 1-2мкс, целесообразно применять потенциальный метод. Он позволяет выделить импульс тогда, когда он необходим, т.е. при формировании аномального тлеющего разряда. При значительном запаздывании, входной сигнал схемы управления должен быть выделен в начальной стадии процесса восстановления напряжения. Здесь целесообразно применение дифференциальных схем. Стабилизаторы являются частью установок для сварки на переменном токе и отдельно не выпускаются. На рис. 5.7 показана принципиальная схема стабилизатора горения дуги.
Рис. 5.7. Принципиальная электрическая схема стабилизатора горения дуги. Конденсатор С заряжается от повышающего трансформатора ЗТ через диод Д. В нужный момент, при смене питающего напряжения (сварочный трансформатор СТ) с прямой полярности на обратную, на управляющий электрод тиристора Т подается импульс тока. Тиристор отпирается и конденсатор С разряжается на дуговой промежуток. Возникает короткий, но мощный импульс тока и дуга хорошо возбуждается при переходе сварочного тока через ноль.
Цикл сварки
Блок цикла сварки обеспечивает: Включение цикла по команде оператора; Включение подачи защитного газа; Запрет на включение сварочного тока до момента, пока газ не поступит в зону сварки и не вытеснит имеющийся там воздух; Включение устройства для зажигания дуги; Нарастание тока до рабочего; Отключение устройства для возбуждения дуги; Включение движения сварочной горелки и подачи присадочной проволоки; По команде оператора—снижение сварочного тока в течение установленного оператором времени; Отключение источника сварочного тока; отключение подачи газа в течение заданного времени и возврат схемы в исходное состояние.
Сварочные полуавтоматы
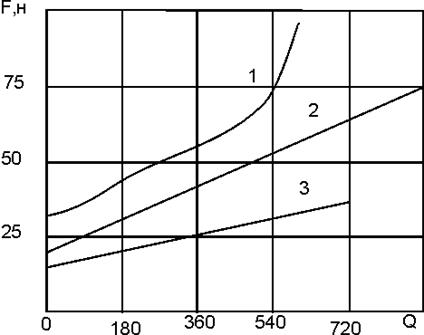
Полуавтоматом называется тип сварочного оборудования, в котором механизирована подача электрода, а перемещение сварочной горелки вдоль шва осуществляется вручную. Основным исполнением полуавтоматов является исполнение по способу защиты зоны дуги: Для сварки в активных защитных газах (Г); для сварки в инертных защитных газах (И); для сварки в инертных и активных газах У); для сварки под флюсом (Ф); для сварки открытой дугой (О); Имеются исполнения по виду проволоки (сплошной, порошковой), по способу охлаждения горелки (воздушное, водяное), по способу регулирования скорости подачи электродной проволоки (зависимая, независимая), по способу подачи электродной проволоки (толкающего типа, тянуще-толкающего типа, тянущего типа) по конструктивному исполнению. Все исполнения, кроме исполнений по способу защиты зоны дуги, в обозначения полуавтоматов не входят. Состав полуавтомата 1) механизм подачи электродной проволоки; 2) блок (аппаратура) управления; 3) сварочная горелка; 4) источник питания; 5) система подачи защитного газа; 6) щитки, кабели, ЗИП. Подающий механизм. Система подачи толкающего типа является наиболее распространенной и используется во всех полуавтоматах выпускаемых отечественной промышленностью. Преимуществами являются простота устройства, небольшие размеры и масса горелки. Недостатки — малая длина шланга горелки, невозможность подачи проволоки малого диаметра и значительные усилия в механизме подачи. Система подачи тянуще-толкающего типа комбинационная, усилия в ней минимальны. Такая система может быть использована для подачи тонких (диаметром менее 1 мм) проволок на значительное (до 10—20м) расстояние. Однако горелка в такой системе имеет значительно большую массу и габариты. Система управления должна обеспечить синхронную работу приводов. При отсутствии в системе полной синхронизации используют один двигатель с постоянной скоростью (толкающий), а другой—с постоянным моментом (тянущий). Система тянущего типа применяется редко из-за больших габаритов и массы горелки, хотя имеет преимущества из-за малых усилий в приводах. На рис. 7.1 дана зависимость усилий подачи электродной проволоки диаметром 1,2 мм по шлангу длиной 3 м от угла скручивания q.
Рис. 7.1. Зависимость усилия подачи электродной проволоки от угла скручивания шланга для систем толкающего (1), тянущего (2) и тянуще-толкающего (3) типов.
Кроме этих основных типов подающих механизмов существует еще система «Изаплан», изобретенная в Болгарии. Конструктивной особенностью этой системы является применение планетарного механизма для подачи проволоки. Планетарное устройство имеет полый вал двигателя, через который пропускается электродная проволока. На выходе из вала проволока зажимается гладкими роликами, расположенными под определенным углом относительно друг друга. При вращении ролики выталкивают проволоку из головки планетарного устройства. Такой способ подачи проволоки в шланг обеспечивает наибольшую равномерность его прохождения. В соответствии с требованиями ГОСТ 18130-79 (ГОСТ на сварочные полуавтоматы) усилия подающих механизмов толкающего типа должны составлять 100 Н для стальных проволок диаметром до 1,4 мм и алюминиевых проволок всех диаметров, 200 Н для стальных проволок диаметров 1,6—3,0 мм. При выборе мощности двигателя следует учитывать следующие составляющие: Рдв = Рр + Рт + Рс + Рп,
Где Рр—потери мощности в редукторе (для серийных полуавтоматов КПД редуктора составляет 65—75%); Рт—потери на трение в подающих роликах; Рс –потери на сматывание проволоки с бухты; (По экспериментальным данным при бухте с проволокой массой 25 кг Рт и Рс составляют по 5 Вт). Рп – потери на проталкивание проволоки по шлангу Максимальная мощность, расходуемая на проталкивание проволоки со скоростью 960 м/час, Рп = Fv = 200*0,27 = 54 Вт. Вторым важнейшим требованием к системе подачи (первое необходимая мощность двигателя) является стабильность скорости подачи электродной проволоки. В современных полуавтоматах, как правило, применяются системы автоматического регулирования частоты вращения двигателя, обеспечивающие изменение скорости подачи не более 10% при изменении напряжения питающей сети в пределах от +5 до –10 % номинального значения и одновременном изменении нагрузки двигателя от 0,2 до номинального тока. При этом обеспечивается кратность плавного регулирования скорости подачи не менее 8. Причинами колебания скорости подачи электродной проволоки являются многие факторы, в том числе и зависящие от принципа подачи и конструктивных особенностей системы. В системах толкающего типа из-за наличия сопротивления трения между проволокой и стенками направляющего канала проволока изгибается, чем больше сопротивление трения, тем чаще становятся циклы изгиба. При увеличении нагрузки в осевом направлении сопротивление трения растет по экспоненте: Т1 = Т2еmq, где Т2—сила сопротивления в прямом направляющем канале; m--коэффициент трения; q--угол закрутки направляющего канала. Отсюда следует, что сила сопротивления при скручивании канала резко возрастает и подача проволоки может прекратиться. Изгиб электродной проволоки в большой степени зависит от соотношения между диаметром проволоки и внутренним диаметром направляющего канала. Оптимальные соотношения между ними, найденные экспериментальным путем приведены в таблице 7.1.
Таблица 7.1.
Колебания скорости подачи могут быть вызваны сплавлением (прихватыванием) проволоки в токоподводящем наконечнике в результате уменьшения точек соприкосновения, т.е. увеличения плотности тока в местах контактов. Это явление резко увеличивает усилие, и если кабель направляющего канала подвержен удлинениям при растяжении, т.е. имеет недостаточную продольную жесткость, то при срыве точек сплавления происходит скорости подачи, приводящее к нарушению режима. Для уменьшения влияния этих факторов применяют удлиненный наконечник, с длиной контактирующей части около 40 мм и соотношением диаметров электродной проволоки и внутренних диаметров наконечника, указанных в таблице 7.2. Перспективным является применение медно—графитовых наконечников, которые обладают меньшим коэффициентом трения, чем медные, а также допускают большие плотности тока в местах контактов. По ГОСТу удлинение канала должно быть не более 2 мм при усилии растяжения оболочки 1000 Н. Таблица 7.2.
Большое значение имеет положение шланга горелки при сварке и степень загрязнения канала. При сварке алюминия для алюминиевой проволоки используются каналы не из стальной проволоки, а фторопластовые или полиамидные каналы. Алюминий как мягкий материал способен очень быстро загрязнить своими частицами стальной канал, а полиамид обладает малым коэффициентом трения и хорошей устойчивостью к истиранию.
Токоподводящие устройства. В полуавтоматах и автоматах дуговой сварки плавящимся электродом получили распространение три основных типа токоподводящих устройств: а) С цельным трубчатым наконечником; б) с разрезными вкладышами и цанговым креплением; в) сборный с разрезными вкладышами. Каждый из типов имеет свои достоинства и недостатки. Первый прост и чаще всего применяется в полуавтоматах, но контакт в нем ненадежен и отсутствует возможность регулировки поджатия. Второй и третий типы обеспечивают лучшее прилегание токоподвода к проволоке и более надежный контакт, но они боле сложны в изготовлении и требуют внимательного ухода. Третья конструкция предпочтительней, т.к. обеспечивает в отличие от второй прилегание по всей поверхности. Процесс токосъема неразрывно связан с износом контактирующих поверхностей. Работа и износ контактных частей зависят от внешних условий и свойств используемых материалов. Процесс износа можно рассматривать как механический и электромеханический. Механический износ вызывается контактным давлением, выражается в механическом переносе частиц материала токоподвода на электродную проволоку. На механический износ решающее влияние оказывают твердость материалов, контактное давление и прочность материала на сдвиг. При увеличении контактного давления до некоторого критического значения износ практически мало меняется, далее износ резко возрастает. Для большинства материалов, применяемых в токоподводящих у4стройствах (медь М1, М2, М3, МЦ, бронза марок БрАЖ9-4, БрХ-08, БрБ-2), удельное критическое давление лежит в пределах 0,8—1,0 Мпа. Электромеханический износ вызывается мостиковой, дуговой и искровой эрозией. Он тем выше, чем выше плотность тока и меньше стабильность контакта. Очень важным параметром является контактное давление. Как увеличение, так и уменьшение его резко снижает надежность работы токоподвода. При увеличении контактного давления увеличивается механический износ. При уменьшении давления уменьшается механический износ, но увеличивается электрическое сопротивление переходной зоны и возрастает электромеханический износ. Контактное давление должно быть выбрано оптимальным и поддерживаться на заданном уровне с определенной точностью. Нижний предел определяется допустимым сопротивлением переходной зоны Rп и может быть рассчитан для материала вкладыша по формуле: Ркр = r Ö(НВ С/(0,2 Rп)), Где С—коэффициент, зависящий от качества обработки состояния контактных поверхностей (1,5—3,0), НВ—твердость материала контактного вкладыша по Бринеллю; Rп—допустимое сопротивление переходной зоны; r--удельное сопротивление контактирующих поверхностей.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|