
|
|
ОРГАНИЗАЦИОННЫЕ ОСНОВЫ ПРОИЗВОДСТВАСтр 1 из 32Следующая ⇒ ВВЕДЕНИЕ
Теоретические основы организации производства – научная дисциплина об организации производства на предприятиях машиностроения (в том числе радиоэлектронного приборостроения), углубляющая и развивающая применительно к предприятию рациональное сочетание во времени и пространстве всех основных (технологических), вспомогательных и обслуживающих процессов. Хотя особенности и метод этого сочетания различны в разных производственных условиях, при всем их разнообразии организация производственных процессов, как правило, подчинена некоторым общим принципам: специализации, пропорциональности, параллельности, прямоточное™, непрерывности, ритмичности, автоматичности, профилактики, конструктивной и технологической стандартизации, гибкости, оптимальности и др. Соблюдение этих принципов лежит в основе рациональной организации производственных процессов и является необходимой предпосылкой выполнения предприятием плановых заданий с наиболее благоприятными технико-экономическими показателями: высокой производительностью труда, минимальной себестоимостью продукции, заданным качеством и конкурентоспособностью продукции, максимальной прибыльностью и рентабельностью производства, кратчайшей продолжительностью производственного цикла, минимальной оборачиваемостью оборотных средств и т. д. Современное машиностроительное предприятие представляет собой сложный производственно-хозяйственный комплекс, в распоряжении которого находятся здания и сооружения, машины и оборудование, сырье и материалы, полуфабрикаты и комплектующие изделия, топливо и другие средства производства, а также людские ресурсы, необходимые для выполнения производственных процессов, т. е. процессов превращения предметов труда в продукты труда. В ходе производства продуктов труда необходимо организовать четкое взаимодействие коллективов отдельных подразделений предприятия, координировать их взаимодействие и взаимосвязи. Прежде всего рационально должен быть организован производственный процесс изготовления продукта труда, выбраны оптимальные формы организации движения материала, обеспечивающие минимальное время пребывания его в процессе производства, должна быть отработана производственная структура предприятия, выбрана рациональная система управления на основе широкого использования средств механизации и автоматизации управленческого труда. В процессе производства на предприятиях машиностроения и особенно радиоэлектронного приборостроения потребляется большое количество разнообразных материалов и комплектующих изделий. В этом случае необходима рациональная организация обеспечения производства всеми видами материальных ценностей, хранения, учета и выдачи их в цехи и на рабочие места. При производстве изделий машиностроения, как правило, используется множество различных видов режущих, абразивных и мерительных инструментов и приспособлений. Для того чтобы процесс производства основной продукции предприятия протекал непрерывно, необходима организация своевременного и качественного изготовления оснащения. На предприятиях машиностроения, как правило, установлено много самого разного оборудования. Исключительно важное значение имеет задача организации правильной эксплуатации оборудования и поддержания его в работоспособном состоянии. Для современных предприятий, работающих в условиях рыночной экономики, характерен процесс модернизации и обновления выпускаемой продукции, что требует соответствующей организации научно-исследовательских и опытно-конструкторских работ, конструкторской и технологической подготовки производства, организационной подготовки и освоения выпуска новых или усовершенствованных изделий. При этом необходимо обеспечивать максимальное сокращение продолжительности цикла создания и освоения нового изделия на всех стадиях и этапах внедрения его в серийное или массовое производство. Одновременно следует снижать затраты как на техническую подготовку, так и на освоение и промышленное изготовление. Эти вопросы наиболее актуальны для производства радиоэлектронной техники, где темпы ускорения технического прогресса наиболее высоки. Обновление продукции данного профиля происходит в среднем через 5-6 лет. Поэтому сокращение цикла "наука - разработка - производство" является одной из основных задач, которая может быть решена лишь с помощью наиболее современных методов организации научно-исследовательских разработок, технической подготовки производства, промышленного освоения и производства новой техники и управления им. Конкретные методы организации производства в значительной степени определяются конструктивными особенностями выпускаемой продукции, спецификой технологических процессов изготовления деталей и сборки изделий. Соответственно решение вопросов организации производства и управления им на предприятиях должно базироваться на всестороннем и глубоком изучении конструкций изделий, технологических процессов их изготовления, организации труда работников предприятия. Руководитель современного предприятия или его подразделения должен знать теоретические основы организации производства, владеть методами внутризаводского планирования и экономического анализа, а также методами обоснования принимаемых им технических и хозяйственных решений. • Инженер, кем бы он ни был, - конструктором, технологом, мастером участка или хозяйственным руководителем, должен обеспечивать на своем участке работы наибольшую эффективность при минимальных затратах общественного труда. Создавая новую технику, инженер-конструктор обязан учитывать экономические показатели, связанные с ее производством и эксплуатацией. Инженер-технолог должен уметь выбрать экономически выгодные технологические процессы изготовления новой техники. Инженер-экономист должен уметь определять экономическую эффективность создания и освоения новой техники как на стадии ее производства, так и на стадии эксплуатации, выбирать ресурсосберегающие технологические процессы и наиболее рациональные формы их организации, планировать работу по изготовлению техники, осуществлять учет и анализ производственно-хозяйственной деятельности. Наука об организации производства имеет активный характер. Она не только учит, но и воспитывает у руководителей производства независимо от того, на каком участке они работают, нетерпимое отношение к недостаткам, проявлениям бесхозяйственности и расточительства. Эта наука помогает бороться за режим экономии, внедрять наиболее совершенные методы ведения производственно-хозяйственной деятельности, получать максимальную прибыль и рентабельность производства. Целью настоящей книги является рассмотрение во взаимосвязи наиболее важных вопросов и факторов науки об организации производства, обеспечивающих эффективное функционирование промышленного предприятия - первичного звена материального производства. Книга написана в виде курса лекций по организации производства, а также может служить базой для курсов "Внутризаводское планирование", "Научная организация труда и техническое нормирование", "Основы менеджмента" и других дисциплин и рекомендована Советом Белорусского государственного университета информатики и радиоэлектроники в качестве учебного пособия. Автор глубоко благодарен рецензентам за ценные замечания и предложения, а также выражает искреннюю признательность студентам Белорусского государственного университета информатики и радиоэлектроники А. В. Жданку, А. П. Музыченко, Д. О. Попову, А. В. Турко за техническую помощь при подготовке материалов для данной книги. Таблица 5.2 Таблица7.3 Общие положения
Развитие предметной формы специализации цехов (участков) приводит к созданию поточного производства - наиболее прогрессивной и эффективной формы организации производственных процессов, основанных на ритмичной повторяемости согласованных во времени основных и вспомогательных операций. Эти операции выполняются на специализированных рабочих местах, расположенных в последовательности технологического процесса, которая в максимальной степени позволяет реализовать принципы прямоточности, специализации, непрерывности, параллельности, пропорциональности и ритмичности. Принцип прямоточности предусматривает размещение оборудования и рабочих мест в порядке-следовании операций технологического процесса. Прямоточность обеспечивает кратчайший путь движения изделия в производстве. Принцип специализации воплощается в создании специализированных поточных линий, предназначенных для обработки одного закрепленного за данной линией изделия или нескольких технологически родственных изделий. Принцип непрерывности проявляется в виде непрерывного (без межоперационного пролеживания) движения изделий по операциям при непрерывной работе рабочих и оборудования. Подобные линии называются непрерывно-поточными. Непрерывность является прямым следствием принципа пропорциональности, в частности равной производительности на всех операциях линии. Если такого равенства нет, то линия называется прерывно-поточной или прямоточной. Принцип параллельности предусматривает параллельное движение изделий, при котором они передаются по операциям поштучно либо небольшими транспортными партиями. Принцип ритмичности характеризуется ритмичным выпуском продукции с линии и ритмичным повторением всех операций на каждом ее рабочем месте, На непрерывно-поточных линиях с поштучной передачей выпуск (запуск) каждого изделия осуществляется через один и тот же интервал времени, называемый тактом линии (или поштучным ритмом). Такт линии, как правило, строго согласован с производственной программой и рассчитывается по формул
где
При передаче изделий транспортными партиями (пачками) ритмичность работы непрерывно-лоточной линии характеризуется интервалом времени, определяющим выпуск (запуск) одной пачки от последующей за ней, т. е. ритмом линии, который определяется по формуле
где Таким образом, за время каждого ритма на линии и рабочих местах выполняется одинаковый по количеству и составу объем работы. Чтобы наглядно пояснить, почему подобное производство называется поточным, обратимся к следующему простому примеру. Пусть для обработки детали А27 требуется технологический процесс, состоящий из пяти операций, время выполнения которых соответственно равно:
Очевидно, что такт линии будет равен 2 мин/шт. (18000:9000), штучное время на всех операциях равно или кратно такту. Следовательно, для согласования ритмичной работы на 1-й операции необходимо иметь один станок, на 2-й операции - втрое больше станков, чем на 1-й, так как время выполнения 2-й операции в 3 раза больше (6:2=3). Аналогично рассчитывается потребное число станков на всех остальных операциях. Схематически это представле-нонарис.8.1.
Рис. 8.1. Схема организации потока Приведенная схема наглядно показывает, почему такое производство названо поточным. Чем уже русло потока, тем быстрее его течение и наоборот. Для организации поточного производства характерны следующие признаки: • возможность деления производственного процесса изготовления продукции на более или менее простые операции и закрепление их за отдельными рабочими местами (станками) или за группой одинаковых рабочих мест; • оснащение рабочих мест поточной линии специальным оборудованием, инструментом, приспособлениями, обеспечивающими высокопроизводительное выполнение закрепленных операций; • размещение рабочих мест в строгом соответствии с последовательностью технологического процесса; • транспортная направленность, регламентирующая все производство во времени и в пространстве; • высокая степень механизации и автоматизации процессов производства; • непрерывно повторяющееся единообразие всех производственных факторов - качества и форм материалов, инструментов и приспособлений и т. п.; • равномерность выпуска продукции на основе единого расчетного такта поточной линии; • немедленная (т. е. без межоперационных ожиданий) передача предметов труда с предыдущей операции на последующую поштучно или небольшими партиями, по мере их обработки на предыдущей с помощью специальных транспортных средств. Условиями для перехода на поточные методы производства являются: достаточный объем выпуска однотипных изделий, для чего максимально унифицируют конструкции выпускаемых изделий; углубление специализации завода, цехов, участков и рабочих мест, отработка конструкций изделий с точки зрения требований поточной технологичности; разработка технологического процесса, обеспечивающего наибольшую пропорциональность в потоке, а в серийном производстве - унификация технологии и применение групповой обработки.
Таблица 8.5 Расчет межоперационных оборотных заделов
Интерес представляет средняя величина межоперационного оборотного задела между каждой парой смежных операций, которая определяется по формуле
где
Расчет площадей эпюр приведен в табл. 8.5, для пары смежных операций (1 -и и 2-й) S1,2 = 6148 деталей/мин. Средняя величина оборотного задела между 1 -и и 2-й операциями составляет: Zcp oб.1, 2 6148: 240 = 25,62 между 3-й и 4-й операциями Zcp.oб. 3,4 = 3821: 240 = 16 шт. Всего - 78 шт. Величина среднего оборотного задела по всей поточной линии равна сумме средних величин межоперационных оборотных заделов:
Средний оборотный задел на линии принимается в расчет при определении нормы незавершенного производства. Расчет незавершенного производства. Средняя величина незавершенного производства (
Для примера, приведенного выше,
Рис. 8.7. График движения оборотных заделов
Средняя величина незавершенного производства (
где Величина незавершенного производства в денежном выражении определяется по формуле
где
Расчет продолжительности производственного цикла осуществляется по формуле
Для приведенного примера
Хозяйства
Значение инструментального хозяйства предприятия определяется тем, что его организация существенно влияет на эффективность основного производства. Затраты на технологическую оснастку в массовом производстве достигают 25-30% стоимости оборудования, в крупносерийном -10-15%, в мелкосерийном и единичном - около 5%. Доля затрат на оснастку в себестоимости продукции составляет соответственно (в %): 1,5-4, 4-6, 6-8 и 8-15 и выше. Величина оборотных средств, вложенных в инструменты (оснащение), колеблется от 15 до 40% общей суммы оборотных средств завода. От правильной организации инструментального хозяйства в значительной степени зависят успех работы всего предприятия, качество продукции, ритмичность работы и рентабельность. Основные задачи инструментального хозяйства: своевременное и бесперебойное обеспечение цехов и рабочих мест основного производства качественной технологической оснасткой и инструментом (оснащением); повышение качества оснащения и организация рациональной его эксплуатации; снижение затрат на изготовление, приобретение, хранение и эксплуатацию оснащения; организация заточки и восстановления инструмента, ремонта оснастки и мерительного инструмента. Для решения всех этих задач на предприятии создается инструментальное хозяйство. Его состав определяется характером и типом основного производства и размерами предприятия. В инструментальное хозяйство крупного и среднего предприятия входят отдел инструментального хозяйства (ИО), инструментальный цех, центральный инструментальный склад (ЦИС), цеховые инструментально-раздаточные кладовые (ИРК), участки сборки приспособлений (УСП), участок централизованной заточки режущего инструмента (ЦЗИ), участок ремонта оснастки, участок восстановления (ВС) инструмента, кладовая неликвидов. Отдел инструментального хозяйства возглавляет начальник, подчиненный непосредственно главному инженеру завода. На небольших заводах организуется общезаводское бюро инструментального хозяйства (БИХ), подчиненное непосредственно главному инженеру либо главному технологу завода. В составе этого отдела, как правило, создаются следующие функциональные подразделения: планово-диспетчерское бюро, бюро технического надзора, бюро нормативов, бюро покупного инструмента, конструкторско-технологическое бюро (прогрессивной технологии). Планово-диспетчерское бюро определяет потребность предприятия в различных видах инструмента и оснастки, составляет планы его производства и закупки, ведет учет и контроль их выполнения, устанавливает лимиты отпуска инструмента цехам, а также осуществляет контроль за их соблюдением. Бюро технического надзора осуществляет контроль за хранением и эксплуатацией инструмента, проверяет нормы стойкости и износа инструмента, участвует в разработке мероприятий по совершенствованию организации инструментального хозяйства. Инспектора технадзора выполняют также контроль за заточкой и восстановлением инструмента, ремонтом оснастки; выявляют причины поломок, проверяют условия эксплуатации инструмента, а также весь сломанный инструмент перед сдачей в утиль. Бюро нормативов проводит работу по классификации и индексации инструмента, устанавливает нормы расхода и оборотный фонд по предприятию в целом и по цехам, контролирует их соблюдение, разрабатывает инструкции и правила эксплуатации инструмента и оснастки. Бюро покупного инструмента организует покупку инструмента в соответствии с планом, разработанным планово-диспетчерским бюро. Конструкторско-технологическое бюро осуществляет проектирование технологической оснастки и разработку технологий по ее изготовлению. Инструментальный цех является основной материальной базой инструментального хозяйства. Учитывая быстрое изменение ассортимента выпускаемой продукции, а также большую долю специального инструмента, значительная часть потребности в инструменте на предприятиях радиоэлектронного приборостроения покрывается за счет собственного изготовления в инструментальных цехах. Центральный инструментальный склад является основным хранилищем заводских запасов оснащения. На этом складе производят приемку и хранение всех видов оснащения, поступающего из инструментального цеха и со стороны, выдачу инструмента цехам инструментально-раздаточных кладовых, а также учет поступления, наличия и выдачи. Цеховые инструментально-раздаточные кладовые организуются в основных цехах завода. Основной их задачей является систематическое обеспечение рабочих мест необходимым инструментом и его хранение. В кладовых осуществляют также наблюдение за запасами и их возобновлением; комплектование инструмента перед подачей на рабочие места; передачу инструмента на проверку, переточку, восстановление и ремонт; учет расхода и движения инструмента по цеху. Организация централизованной заточки инструмента значительно повышает его качество. Это связано с тем, что заточное отделение оснащается соответствующими заточными и доводочными станками, технологическими процессами и инструктивно-технологическими картами. Организация восстановления позволяет покрывать потребность в режущем инструменте на 20-25%. Ремонту подвергаются, как правило, дорогостоящий мерительный инструмент и технологическая оснастка. Ремонт должен быть планово-предупредительным. Таблица 10.1 Планирование потребности предприятия в различных видах оснащения
Для определения потребности предприятия в оснащении на какой-либо период времени необходимо установить: 1) номенклатуру (каталог) потребляемого оснащения; 2) расход оснащения по каждому наименованию (типоразмеру); 3) оборотный фонд оснащения (запасы) в целом по предприятию и по цехам. Номенклатура универсального инструмента (оснастки) в серийном и массовом производствах устанавливается по картам применяемости (операционно-технологическим картам), а в единичном и мелкосерийном производствах - по картам типового оснащения рабочих мест инструментом (на основе опытно-статических данных). Номенклатура специального инструмента (оснастки) определяется по картам технологических процессов. Потребность в инструменте (оснастке) на плановый период времени (
Для определения потребности в оснащении применяют три метода расчета: статистический, по нормам оснастки и по нормам расхода (расчетный). Статистический метод расчета. По отчетным данным за прошлый период (год) определяется фактический расход инструмента, приходящегося на 100 тыс. руб. валовой продукции завода, или на 1000 ч работы оборудования той же группы, на которой использовался соответствующий инструмент. Расход инструмента на 100 тыс. руб. валовой продукции может быть определен суммарно в денежном выражении по данным бухгалтерского учета. При умножении этого расхода на объем валовой продукции в плановом периоде получим расход инструмента на этот период. Расход инструмента в натуральном выражении по каждому виду (типоразмеру) определяется делением расхода в денежном выражении на себестоимость или цену инструмента данного вида. При использовании статистического метода определения потребности в инструменте на плановый период допускаются существенные погрешности, поэтому он применяется лишь в единичном и мелкосерийном производствах и для расчета инструмента, по которому трудно установить срок службы (слесарно-сборочный, в некоторых случаях мерительный). Метод расчета по нормам оснастки. Под нормой оснастки понимают число инструментов, которые одновременно должны находиться на соответствующем рабочем месте в течение всего планового периода. При этом расход инструмента (
где
с - число рабочих мест, использующих одновременно данный инструмент. Этим методом в основном рассчитывают расход инструмента долговременного пользования (универсальный режущий, мерительный, кузнечный, литейный и др.), который выдается рабочему по инструментальной книжке и находится у него до полного износа, а также применяется во вспомогательном производстве (РМЦ). Метод расчета по нормам расхода. Норма расхода - это число инструментов данного типоразмера, расходуемых при обработке одной детали или одного изделия. Для удобства расчета норму расхода инструмента часто определяют на 100 или 1000 деталей. Расчет ведется по формуле
где Ремонтные нормативы
Эффективность применения системы ППР находится в прямой зависимости от совершенства нормативной базы, соответствия нормативов условиям эксплуатации оборудования. От точности нормативов в большой степени зависят расходы предприятия на техническое обслуживание и ремонт оборудования, а также уровень потерь в производстве, связанных с неисправностью оборудования. Нормативы дифференцируются по группам оборудования и характеризуют последовательность проведения ремонтов и осмотров, объемы ремонтных работ, их трудоемкость и материалоемкость. Важнейшими нормативами системы ППР являются: • продолжительность межремонтного цикла; • структура межремонтного цикла; • продолжительность межремонтного и меж осмотрового периодов; • категория сложности ремонта; • нормативы трудоемкости; • нормативы материалоемкости; • нормы запаса деталей, оборотных узлов и агрегатов. Под продолжительностью межремонтного цикла понимается время работы оборудования от момента ввода его в эксплуатацию до первого капитального ремонта или период между двумя последовательно выполняемыми капитальными ремонтами. Для легких и средних металлорежущих станков продолжительность межремонтного цикла (7м.ц.ч) определяется по формуле
где24 000 - нормативный ремонтный цикл, станко-ч;
Под структурой межремонтного цикла понимается перечень и последовательность выполнения ремонтных работ и работ по техническому обслуживанию в период межремонтного цикла. Например, для средних и легких металлорежущих станков структура межремонтного цикла имеет следующий вид:
где
Из структуры межремонтного цикла видно, сколько и в какой последовательности проводится тот или иной вид ремонта или осмотра. Межремонтный период - время работы единицы оборудования между двумя очередными плановыми ремонтами. Например, период между
где Межосмотровый период - время работы оборудования между двумя очередными осмотрами и плановыми ремонтами (периодичность технического обслуживания). Продолжительность этого периода рассчитывается по формуле
где Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, а следовательно, и выше категория сложности. Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определенной группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11 R, а по электрической - 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путем сопоставления его с эталоном. Трудоемкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы. Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы (табл. 11.1). Таблица 11.1 Планирование ремонта оборудования и работы ремонтно-механического цеха Планирование ремонтных работ заключается в составлении общих годовых, уточненных квартальных и месячных планов ремонтов по цехам и заводу в целом. Планы ремонтов составляются бюро ППР в виде календарных планов-графиков, включающих перечень всех инвентарных единиц оборудования, виды ремонтов и осмотров, которые должны быть осуществлены в плановом году с указанием календарного срока их выполнения (табл. 11.2). Предварительные сроки выполнения ремонтов и осмотров определяются по нормативам ППР в соответствии с продолжительностью межремонтного цикла, межремонтного и межосмотрового периодов. Месяц, в котором должен производиться очередной плановый ремонт или осмотр, определяется путем прибавления к месяцу предыдущего ремонта (осмотра) времени межремонтного (межосмотрового) периода. На пример, если межремонтный
Таблица 11.2
период станка 1А62 составляет 9 месяцев при двухсменной работе и последний текущий ремонт производился в апреле текущего года, то следующий текущий ремонт должен быть запланирован на январь планового года, а другие виды ремонтов и осмотров устанавливаются по структуре межремонтного цикла, межосмотрового и межремонтного периодов. Кроме того, на графике указываются трудоемкость ремонта по слесарным работам (например, для станка 1А62 Для равномерности загрузки ремонтного персонала в течение года график ремонта корректируется таким образом, чтобы объем работ в нормо-часах по месяцам был примерно одинаковым. Для этого часть ремонтных работ из месяца со значительным превышением объема в нормо-часах переносится на месяцы с недогрузкой рабочих против располагаемого месячного фонда времени. В гр. 23 проставляется суммарная продолжительность простоев единицы оборудования в ремонте. Время, зат<   Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 (8.1)
(8.1) - эффективный фонд времени роботы линии в плановый период (месяц, сутки, смена), мин;
- эффективный фонд времени роботы линии в плановый период (месяц, сутки, смена), мин; - программа запуска по изделию на этот же период, шт.
- программа запуска по изделию на этот же период, шт. (8.2)
(8.2) - число изделий в транспортной партии (пачке).
- число изделий в транспортной партии (пачке). ,
, Задана месячная программа (N3 = 9000 шт.). Эффективный фонд времени работы оборудования за месяц составляет 300 ч, или 18 000 мин.
Задана месячная программа (N3 = 9000 шт.). Эффективный фонд времени работы оборудования за месяц составляет 300 ч, или 18 000 мин.








 , (8.39)
, (8.39) - период оборота линии (для рассматриваемого примера Тоб=240мин);
- период оборота линии (для рассматриваемого примера Тоб=240мин); - площадь эпюры оборотного задела между парой смежных операций.
- площадь эпюры оборотного задела между парой смежных операций. 26 шт.; между 2-й и 3-й операциями Zcp.oб. 2,3 = 8520: 240 = 35,5 = 36 шт.;
26 шт.; между 2-й и 3-й операциями Zcp.oб. 2,3 = 8520: 240 = 35,5 = 36 шт.; шт.
шт. , нормо-ч) без учета затрат труда в предыдущих цехах определяется по формуле
, нормо-ч) без учета затрат труда в предыдущих цехах определяется по формуле (8.40)
(8.40) нормо-ч.
нормо-ч.
 нормо-ч) с учетом затрат труда в предыдущих цехах рассчитывается по формуле
нормо-ч) с учетом затрат труда в предыдущих цехах рассчитывается по формуле , (8.41)
, (8.41) - суммарные затраты труда на один предмет (деталь, узел и т. д.) в предыдущих цехах, нормо-ч.
- суммарные затраты труда на один предмет (деталь, узел и т. д.) в предыдущих цехах, нормо-ч. (8.42)
(8.42) - цеховая себестоимость изделия, находящегося в заделе (может быть принята для сборочных цехов в размере 0,85
- цеховая себестоимость изделия, находящегося в заделе (может быть принята для сборочных цехов в размере 0,85  и для механических цехов 0,7
и для механических цехов 0,7  (8.43)
(8.43)
 ) складывается из расхода (
) складывается из расхода ( ) и разницы между необходимым оборотным фондом (
) и разницы между необходимым оборотным фондом ( ) и фактической величиной его на начало планового периода (
) и фактической величиной его на начало планового периода ( ):
):
 (10.1)
(10.1) )определяется по формуле
)определяется по формуле (10.2)
(10.2) - эффективный фонд времени работы оборудования в плановом периоде, ч;
- эффективный фонд времени работы оборудования в плановом периоде, ч; - срок службы инструмента данного вида до полного износа, ч;
- срок службы инструмента данного вида до полного износа, ч; - число инструментов, которые должны одновременно находиться на
- число инструментов, которые должны одновременно находиться на  - м рабочем месте (станке);
- м рабочем месте (станке); (10.3)
(10.3) - машинное время на одну деталеоперацию, мин.
- машинное время на одну деталеоперацию, мин. (11.1)
(11.1) - коэффициент, учитывающий тип производства (для массового и крупносерийного
- коэффициент, учитывающий тип производства (для массового и крупносерийного  , для серийного
, для серийного  , для мелкосерийного и единичного
, для мелкосерийного и единичного  = 1,5);
= 1,5); , - коэффициент, учитывающий род обрабатываемого материала (при обработке конструкционных сталей
, - коэффициент, учитывающий род обрабатываемого материала (при обработке конструкционных сталей  = 1,0, чугуна и бронзы
= 1,0, чугуна и бронзы  =0,8, высокопрочных сталей
=0,8, высокопрочных сталей  = 0,7);
= 0,7); - коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях механических цехов
- коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях механических цехов  ,
, и
и  - капитальные ремонты оборудования;
- капитальные ремонты оборудования; - осмотры (техническое обслуживание);
- осмотры (техническое обслуживание); - текущие (малые) ремонты оборудования;
- текущие (малые) ремонты оборудования; - средний ремонт оборудования.
- средний ремонт оборудования. и
и  , или
, или  и
и  , или
, или  и
и  . Продолжительность межремонтного периода (
. Продолжительность межремонтного периода ( ) определяется по формуле
) определяется по формуле , (11.2)
, (11.2) и
и  ., - число средних и текущих ремонтов.
., - число средних и текущих ремонтов. , (11.3)
, (11.3) - число осмотров или число раз технического обслуживания на протяжении межремонтного цикла.
- число осмотров или число раз технического обслуживания на протяжении межремонтного цикла.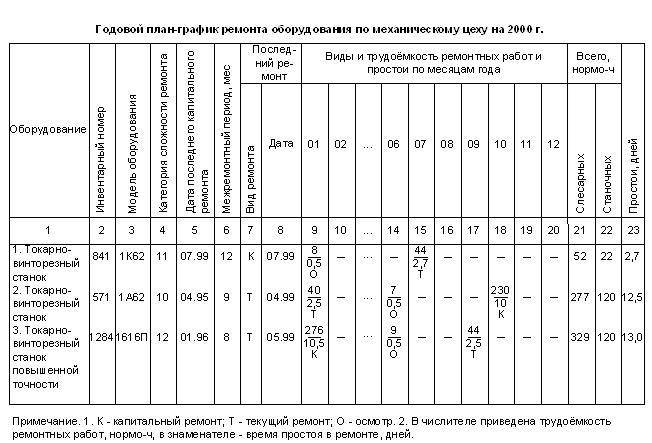
 ), а также время простоя оборудования в ремонте. В гр. 21 и 22 проставляется суммарная трудоемкость слесарных и станочных работ по всем видам ремонтов и осмотров, запланированных на данный плановый период. Итоговые данные этих граф служат исходными данными для расчета численности слесарей-ремонтников и станочников для изготовления запасных частей.
), а также время простоя оборудования в ремонте. В гр. 21 и 22 проставляется суммарная трудоемкость слесарных и станочных работ по всем видам ремонтов и осмотров, запланированных на данный плановый период. Итоговые данные этих граф служат исходными данными для расчета численности слесарей-ремонтников и станочников для изготовления запасных частей.