|
|
Наружный диаметр зубчатого колеса определяется по формуле ⇐ ПредыдущаяСтр 2 из 2 dнар = mZ7 + 2m = 2·96 + 2·2 = 196 мм. Определение размеров шпоночного соединения приведено в задаче 5 с.24-27 данных методических указаний (назначение и обоснование посадок шпоночного соединения, и его контроль). Если шлицевое соединение – в задаче 6 с.28-31. Радиальное биение зубчатого колеса берется 12, 20 или 30 % от допуска на наружный диаметр зубчатого колеса (по усмотрению студента). Допуск торцевого биения зубчатого колеса берется 25, 40 или 60 % от допуска на размер ширины колеса (по усмотрению студента).
6. Определяем допуск для знака “радиальное биение” от допуска размера Допуск размера Td196h12 = es – ei = 0 – (-0,46) = 0,46 мм. Допуск для знака “радиального биения” Т↑ = 0,3Td196h12 = 0,3·0,46 = 0,138 мм. 7. Определяем допуск для знака “торцовое биение” от допуска размера Допуск размера Td20h14 = es – ei = 0 – (-0,52) = 0,52 мм. Допуск для знака “торцовое биения” Т↑ = 0,3Td20h14 = 0,3·0,52 = 0,13 мм. 8. Определяем допуск для знака “отклонение от симметричности” от допуска размера Допуск размера TD6D10 = ES – EI = 0,078 – 0,03 = 0,048 мм. Допуск для знака “отклонение от симметричности” T÷ = 0,4TD6D10 = 0,4·0,048 = 0,0192 мм. 9. Принимаем (см. чертеж зубчатого колеса): допуск для знака “радиальное биение” Т↑ = 0,13 мм; допуск для знака “торцовое биение” Т↑ = 0,13 мм; допуск для знака “отклонение от симметричности” T÷ = 0,019 мм.
8. РАСЧЕТ ДОПУСКОВ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
Задание выполняется в соответствии с вариантом, приведенным в [6, с. 16-21; 7, с. 34-50; 11].
Исходные данные (выбираются согласно примечанию [6, с.19-21, табл.2 и 3]): - номер рисунка [7, с. 49, рис. 15]; - диаметр d = 25 мм; - размер замыкающего звена (исходного) - допуск замыкающего звена ТАΔ = 0,8 мм (ТАΔ = ES - EI = 1,1-0,3 = 0,8 мм).
1. Выявляем размерную цепь и чертим чертеж сборочной единицы с простановкой размеров, входящих в размерную цепь.
2. Составляем схему размерной цепи и обозначаем её звенья, выявляем увеличивающие (обозначаем стрелкой вправо) и уменьшающие звенья (обозначаем стрелкой влево).
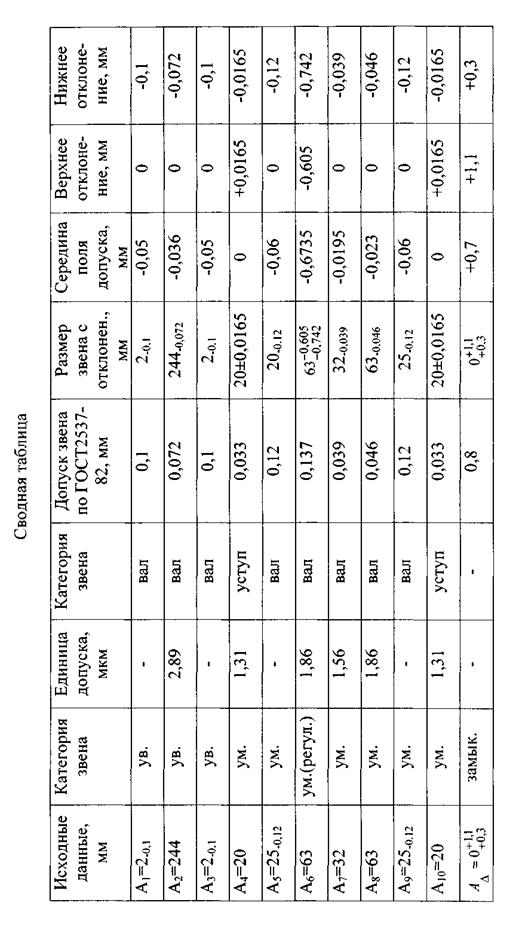
Общее число звеньев размерной цепи – 11. Увеличивающие звенья – А1, А2, А3 (обозначение звеньев на схеме согласно рекомендациям [11, с. 6-7]). Уменьшающие звенья – А4, А5, А6, А7, А8, А9, А10. Замыкающее звено - АΔ.
3. Выявляем размеры звеньев размерной цепи. В исходных данных приведен размер d = 25 мм. В [7, с.49, рис.15] линейкой измеряем размер d (размер на рисунке dр = 12,5 мм). 3.1. Определяем масштаб (М), в котором выполнен рисунок,
3.2. Определяем номинальные линейные размеры звеньев А2, А4, А6, А7, А8, А10 (измеряем каждое звено линейкой, полученный размер (Ар) умножаем на масштабный коэффициент М (Аj = Арj·М)). А2 = 244 мм, А4 = 20 мм, А6 = 63 мм, А7 = 32 мм, А8 = 63 мм, А10 = 20 мм. 3.3. Определяем номинальные линейные размеры звеньев А5 и А9 (ширина подшипника качения). Методика определения линейных размеров приведена в п.3.2. А5 = А9 = 25 мм. Предельные отклонения стандартных изделий (подшипников качения) приведены в [6, с.21, табл. 4]: А5 = А9 = 25-0,12 мм; ТА5 = ТА9 = 0,12 мм. 3.4. Определяем номинальные линейные размеры звеньев А1 и А3 (толщина прокладки). Размеры и предельные отклонения стандартных изделий (толщина прокладки) приведены в [6, с.21, табл. 4]: А1 = А3 = 2-0,1 мм; ТА1 = ТА3 = 0,1 мм. 3.5. При определении номинальных размеров звеньев необходимо помнить, что сумма номинальных размеров увеличивающих звеньев всегда должна равняться сумме номинальных размеров уменьшающих звеньев
где Аjув – j-е увеличивающее звено, мм; Аiум – i-е уменьшающее звено, мм; n – число увеличивающих звеньев (в нашем примере n = 3); m - число уменьшающих звеньев (в нашем примере m = 7). А1 + А2 + А3 = А4 + А5 + А6 + А7 + А8 + А9 + А10 + АΔ. 2 + 244 + 2 = 20 + 25 + 63 + 32 + 63 + 25 + 20 + 0. 248 мм = 248 мм.
4. Решаем размерную цепь способом одного квалитета методом полной взаимозаменяемости. Примечание. Решать размерную цепь для всех вариантов способом одного квалитета методом полной взаимозаменяемости. 4.1. Для каждого звена размерной цепи определяем единицу допуска. 4.1.1. А4 = А10 = 20 мм – интервал номинальных размеров «Св.18 до 30 мм» [2, с.49, табл. 1.6].
где Dнмакс – номинальный размер, равный конечному размеру интервала, мм:
Dнмин – номинальный размер, равный начальному размеру интервала, мм; i4, i10 – единица допуска, мкм.
4.1.2. А7 = 32 мм - интервал номинальных размеров «Св. 30 до 50 мм».
4.1.3. А6 = А8 = 63 мм - интервал номинальных размеров «Св.50 до 80 мм».
4.1.4. А2 = 244 мм - интервал номинальных размеров «Св. 180 до 250 мм».
5. Определяем среднее значение числа единиц допуска, приходящегося на каждое звено, при этом учитываем, что на стандартные детали (подшипники, прокладки) уже назначены допуски и предельные отклонения. Величина допуска каждого составляющего размера (звена) определяется выражением [11, с.10-12] ТАj = а j· i j, где а j – число единиц допуска соответствующего звена размерной цепи; i j – единица допуска, мм. Так как по условию задачи принято одинаковое число единиц допуска для каждого звена, то среднее число единиц допуска для каждого звена обозначим аср, т.е. а j = аср. Тогда допуск замыкающего звена определяется выражением:
Так как допуски подшипников и прокладок нам заданы, то уравнение приобретает вид
Допуски ТАΔ, ТА5, ТА9, ТА1, ТА3 подставляются в вышеприведенное уравнение в мкм.
6. Определяем квалитет точности по найденному аср и назначаем по этому квалитету на все звенья, кроме одного (регулирующего звена), допуски и предельные отклонения. 6.1. По [2, с.52-55, табл. 1.8] определяем, что аср =33,36 находится между 8 и 9 квалитетами (число единиц допуска в допуске 8 квалитета – 25, число единиц допуска в допуске 9 квалитета – 40). Принимаем меньшую величину (25 единиц допуска). Следовательно, принимаем 8 квалитет. 6.2. Назначаем допуски на соответствующие звенья размерной цепи, кроме звена А6 (данное звено будет регулирующим) [2, с. 52, табл. 1.8]. ТА4 = ТА10 = 0,033 мм (33 мкм). ТА7 = 0,039 мм (39 мкм). ТА8 = 0,046 мм (46 мкм). ТА2 = 0,072 мм (72 мкм). 6.3. Делаем предварительную проверку решения. Определяем величину допуска замыкающего звена размерной цепи по выражению
Расчетный допуск замыкающего звена без учета допуска ТА6
ТАΔр = 0,1 + 0,072 + 0,1 + 0,033 + 0,12 + 0,039 + 0,046 + 0,12 + 0,033 = = 0,663 мм. ТАΔр < ТАΔ, 0,663 мм В качестве регулирующего звена примем втулку (звено А6), т.к. она легко может быть доработана в нужный размер. Допуск регулирующего звена рассчитывается по выражению ТА6 = ТАΔ - ТАΔр.
6.4. Назначаем предельные отклонения на размеры звеньев А2, А4, А6, А7, А8, А10 пользуясь правилом: отклонения назначать в тело детали, а для размеров уступов – симметрично, т.е. ± половина назначенного допуска. А2 – вал, размер звена с отклонениями 244-0,072 мм. А4 – уступ, размер звена с отклонениями 20±0,0165 мм. А6 - вал, размер звена с отклонениями 63-0,137 мм. А7 – вал, размер звена с отклонениями 32-0,039 мм. А8 – вал, размер звена с отклонениями 63-0,046 мм. А10 – уступ, размер звена с отклонениями 20±0,0165 мм. 6.5. Определяем середину поля допуска всех звеньев кроме регулирующего звена А6. А1 = 2-0,1 мм – середина поля допуска – (- 0,05 мм). А2 = 244-0,072 мм – середина поля допуска – (- 0,036 мм). А3 = 2-0,1 мм – середина поля допуска – (- 0,05 мм). А4 = 20±0,0165 мм – середина поля допуска – 0. А5 = 25-0,12 мм – середина поля допуска – (- 0,06 мм). А7 = 32-0,039 мм – середина поля допуска – (- 0,0195 мм). А8 = 63-0,046 мм – середина поля допуска – (- 0,023 мм). А9 = 25-0,12 мм – середина поля допуска – (- 0,06 мм). А10 = 20±0,0165 мм – середина поля допуска – 0.
6.6. Определяем середину поля допуска регулирующего звена А6. Так как наше регулирующее звено выбрано из числа уменьшающих звеньев, то середина поля допуска рассчитывается по выражению [11, с.17, формула (9)]
где ЕсАΔ – координата середины поля допуска замыкающего звена; ЕсАjув, ЕсАjум – координаты середины поля допуска увеличивающих и уменьшающих звеньев размерной цепи. ЕсА6 = (ЕсА1 + ЕсА2 + ЕсА3) – (ЕсА4 + ЕсА5 + ЕсА7 + ЕсА8 + ЕсА9 + ЕсА10) – - ЕсАΔ. ЕсА6 = [(-0,05) + (-0,036) + (-0,05)] – [0 + (-0,06) + (-0,0195) + (-0,023) + + (-0,06) + 0] – 0,7 = - 0,6735 мм. Верхнее предельное отклонение регулирующего звена А6
Нижнее предельное отклонение регулирующего звена А6
7. Решаем поверочную (обратную) задачу. 7.1. Проверяем правильность назначения допусков по формуле
ТАΔ = ТА1 + ТА2 + ТА3 + ТА4 + ТА5 + ТА6 + ТА7+ ТА8 + ТА9 + ТА10. ТАΔ = 0,1 + 0,072 + 0,1 + 0,033 + 0,12 + 0,137 + 0,039 + 0,046 + 0,12 + + 0,033 = 0, 8 мм. 0,8 мм = 0,8 мм. Равенство выдерживается. Допуски назначены правильно. 7.2. Определяем верхнее предельное отклонение замыкающего звена [11, с.18]
где ЕsАjув – верхние отклонения увеличивающих звеньев размерной цепи, мм; ЕiАjум – нижние отклонения уменьшающих звеньев размерной цепи, мм. ЕsАΔ = (0 + 0 + 0) – [(-0,0165) + (-0,12) + (-0,742) + (-0,039) + (-0,046) + + (-0,12) + (-0,0165)] = 1,1 мм. Равенство соблюдается. 7.3. Определяем нижнее предельное отклонение замыкающего звена
где ЕiАjув – нижние отклонения увеличивающих звеньев размерной цепи, мм; ЕsАjум – верхние отклонения уменьшающих звеньев размерной
ЕiАΔ = [(-0,1) + (-0,072) + (-0,12)] – [0,0165 + 0 + (-0,605) + 0 + 0 + 0 + + 0,0165 = 0,3 мм. 0,3 мм = 0,3 мм. Равенство соблюдается. Таким образом, предельные отклонения звеньев назначены правильно. Замыкающее звено
8. Результаты решения задачи заносим в сводную таблицу.
СПИСОК ЛИТЕРАТУРЫ
1. Коваленко А.В., Подшивалов Р.Н. Взаимозаменяемость, стандартизация и технические измерения: Индивидуальные задания для самостоятельной работы и практических занятий студентов машиностроительных специальностей дневной формы обучения. Екатеринбург: УПИ, 1992. 27 с. 2. Допуски и посадки: Справочник: В 2 ч. Ч.1 / Под ред. М.А.Палея. 7-е изд., перераб. и доп. Л.: Политехника, 1991. 576 с. 3. Романов А.Б. Справочная книга по точности и контролю. Л.: Лениздат, 1984. 192 с. 4. Справочник технолога-машиностроителя: В 2 т. Т.1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. М.: Машиностроение, 1986. 636 с. 5. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов. 6-е изд., перераб. и дополн. М.: Машиностроение, 1986. 352 с. 6. Коваленко А.В., Сыромятников В.С., Рычков А.А. Взаимозаменяемость, стандартизация и технические измерения: Методические указания к выполнению курсовой работы. Свердловск: УПИ, 1988. 24 с. 7. Коваленко А.В., Сыромятников В.С., Рычков А.А. Взаимозаменяемость, стандартизация и технические измерения: Приложения к методическим указаниям по курсовой работе. Свердловск: УПИ, 1988. 51 с. 8. Подшипники качения: Справочник-каталог / Под ред. В.Н.Нарышкина и Р.В.Коросташевского. М.: Машиностроение, 1984. 280 с. 9. Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т.2. 7-е изд., перераб. и доп. М.: Машиностроение, 1992. 784 с. 10. Допуски и посадки: Справочник: В 2 ч. Ч.2 / Под ред. М.А.Палея. 7-е изд., перераб. и доп. Л.: Политехника, 1991. 607 с. 11. Коновалова И.В. Расчет сборочных размерных цепей: Методические указания по выполнению курсовой работы по курсу «Взаимозаменяемость, стандартизация и технические измерения». Свердловск: УПИ, 1990. 26 с.
  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 .
. .
. .
.


 ;
;
 М = d/dр = 25/12,5 = 2.
М = d/dр = 25/12,5 = 2.




 мм.
мм. мкм.
мкм. мм.
мм. мкм.
мкм. мм.
мм. мкм.
мкм. мм.
мм. мкм.
мкм.




 ТАΔр = ТА1 + ТА2 +ТА3 + ТА4 + ТА5 +ТА7 + ТА8 + ТА9 + ТА10.
ТАΔр = ТА1 + ТА2 +ТА3 + ТА4 + ТА5 +ТА7 + ТА8 + ТА9 + ТА10. ТА6 = 0,8 – 0,663 = 0,137 мм.
ТА6 = 0,8 – 0,663 = 0,137 мм.
 мм.
мм. мм.
мм.
 мм – середина поля допуска – (-0,6735 мм).
мм – середина поля допуска – (-0,6735 мм).


 цепи, мм.
цепи, мм.