|
|
Правила взвешивания на весах ⇐ ПредыдущаяСтр 2 из 2 Для определениямасс существуетбольшое количество весов различной точности и пределов взвешивания. Обычно различают технические весы, точность которых составляет несколько миллиграммов и аналитические весы, точность которых может составлять десятые и сотые доли миллиграмма. Однако, в общих чертах устройство тех и других весов одинаково. Основой весов является коромысло, установленное на призме и к концам которого подвешены чашки. В нерабочем состоянии весы арретируются. С помощью специального приспособления коромысло весов приподнимается с острия призмы специальными колонками. Это делается для того, чтобы уменьшить изнашивание призмы и предохранить её от толчков и ударов. Отличие аналитических весов от технических заключается в том, что аналитические весы заключаются в шкафчик с прозрачными (стеклянными) стенками, чтобы исключить искажения, связанные с движением воздуха. Кроме того, аналитические весы обычно снабжаются специальнымлегким проволочным разновесом - "гусариком'', или "рейтером", который может устанавливаться в любой точке коромысла весов. Весы должны устанавливаться строго по отвесу. Любая неточность установки приведёт к отклонению стрелки от вертикали и появлению систематической ошибки взвешивания. При ненагруженных весах стрелка устанавливается вертикально около нулевого положения шкалы. Обычно при этом стрелка с нулевым положением не совпадает, поэтому прежде чем взвешивать, нужно определить нулевое положение стрелки, и определить цену деления шкалы с помощью, разновесов. Изменять нагрузку весов можно только при арретированных весах. Брать разновески и взвешиваемые тела следует пинцетом. До окончательного установления весов не освобождать арретир полностью. Для исключения систематической ошибки весов используется несколько методов: 1. Метод двойного взвешивания. Тело взвешивается сначала на одной чашке весов, затем на другой. Результат находится как среднее арифметическое двух взвешиваний. 2. Метод тарирования. Тело уравновешивается обычно песком, насыпаемым на вторую чашку весов. После этого тело снимается и заменяется разновесками. 3. Разновидность метода тарирования является метод постоянной нагрузки. При этом на одной чашке весов находится постоянная гиря, масса которой больше массы взвешиваемых тел. На второй чашке помещаются разновески, которые уравновешивают гирю. Затем на вторую чашку помещают взвешиваемое тело, а часть разновесок убирают до получения нового равновесия.
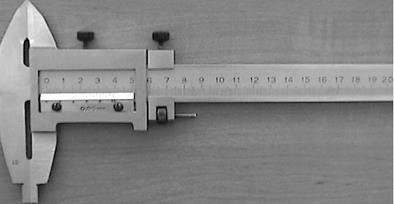
Измерение линейных размеров. Штангенциркуль, микрометр. В простейшем случае измерение длины осуществляется простым сравнением эталона (масштабной линейки) с измеряемой длиной. Повышение точности измерения сводится с устранению возможных источников ошибок. При работе со шкалой такими ошибками могут быть неравномерность шкалы, толщина штрихов шкалы, параллакс (кажущее совпадение штриха шкалы и границы линии из-за смещения глаза наблюдателя) и т.д. Все усовершенствования измерительных приборов в этом случае сводятся к устранению источников ошибок и уменьшению деления шкалы. Штангенциркуль. Штангенциркуль представляет собой линейку с делениями, снабженную двумя зажимами (губками) между которыми помещается измеряемое тело. Один из зажимов неподвижный, с ним связывается нулевой отсчет линейки, второй зажим скользит по линейке, соответственно размерам тела.
Рис. 1 Штангенциркуль. Обычно все приборы, имеющие шкалу снабжаются нониусом. Как уже говорилось, ошибка при измерении по шкале принимается равной половине деления шкалы. Такая оценка связана с тем, что глаз человека может определять часть деления шкалы с точностью около 0,15-0,20 деления. С учетом того, что не всегда концы измеряемого тела совпадают со штрихами шкалы принята такая оценка погрешности. Однако, точность измерения при тех же делениях шкалы может быть существенно увеличена. Два штриха шкалы можно совместить с точностью до половины ширины штриха. Если ширина штриха составляет 0,05 основного деления, то совмещать штрихи можно с точностью в 0,05 величины основного деления. Для этого подвижный зажим соединяется с дополнительной шкалой. Шкала эта конструируется таким образом, чтобы длина, соответствующая n делениям основной шкалы разбивалась на дополнительной шкале на n -1 или n +1 делений. Таким образом одно деление дополнительной шкалы (нониуса) отличается на 1/ n от деления основной шкалы. Если деление нониуса меньше деления основной шкалы, то нониус называется прямым или нониусом первого рода. Если деление нониуса больше деления шкалы, то нониус называется обратным или нониусом второго рода.
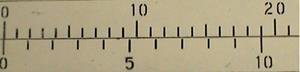
Рис.2 Нониус первого рода Если теперь длина предмета отличается на ∆ L от целого числа делений шкалы, то нетрудно видеть, что совпадут - D L / n деление нониуса и штрих шкалы. Это даёт возможность повысить точность измерения в 20-10 раз по сравнению с обычной шкалой. Нониусы различной конструкции применяются практически во всех случаях измерения угловых и линейных величин. Хотя при этом их конструкции могут существенно отличаться, принцип всех нониусов один – повышение точности совмещения шкалы с измеряемым телом за счёт ширины штриха шкалы. Микрометр. Микрометрический винт. При измерениях малых длин помимо точности отсчета необходимо фиксировать очень малые перемещения подвижного зажима. Обычно это осуществляется с помощью микрометрического винта. Микрометрический винт – это винт с относительно большим диаметром и малым шагом. Один оборот винта перемещает зажим на малое расстояние, равное шагу. Однако благодаря большому диаметру можно разделить окружность винта на большое число. делений (обычно 50-100 делении) и отсчитывая с помощью этих делении часть оборота винта соответственно перемещать его на соответствующую часть шага. При шаге винта 0,5 мм и разделении окружности винта на 50 делении это даёт возможность измерять толщины с точностью 0,01 мм. Шкала микрометрического винта обычно не снабжается нониусом, так как неточности шага винта и качество резьбы обычно оказывается больше, чем часть шага, соответствующая толщине штриха.
Рис.3 Микрометр Микрометр представляет собой жесткую металлическую скобу одна сторона которой снабжена неподвижным зажимом, а вторая подвижным зажимом, связанным с микрометрическим винтом. При работе с микрометром очень важно обеспечить одинаковое усилие сжимающее измеряемое тело при всех измерениях. С этой целью рукоятка микрометрического винта связана с самим винтом фрикционной передачей – трещеткой Другим способом повышения точности линейных измерений является использование отсчетных микроскопов. В этом случае шкала помещается в фокусе окуляра микроскопа. Увеличение объектива в этом случае дает возможность более точно совмещать деление шкалы и границы измеряемого тела. А увеличение окуляра дает возможность использовать шкалу с более мелким делением.   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|