
|
|
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТАСтр 1 из 6Следующая ⇒ СОДЕРЖАНИЕ
1 СОДЕРЖАНИЕ. 7 2 ВВЕДЕНИЕ. 9 3 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА.. 12 3.1 Определение типа производства. 12 3.2 Служебное назначение и конструкция детали. 18 3.3 Отработка конструкции детали на технологичность. 21 3.4 Выбор и технико-экономическое обоснование метода получения исходной заготовки 26 4 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ.. 30 4.1 Разработка маршрута обработки червяка. 30 4.2 Выбор режущего инструмента. 35 4.3 Анализ точности обработки. 40 4.4 Расчет припусков. 42 4.5 Расчет режимов резания. 52 4.6 Расчет технологической нормы времени. 69 5 КОНСТРУКТОРСКИЙ РАЗДЕЛ.. 72 5.1 Конструирование станочных приспособлений. 72 5.2 Проектирование инструментальных наладок. 83 6 РАЗРАБОТКА ПЛАНИРОВКИ УЧАСТКА.. 85 6.1 Введение. 85 6.2 Определение годовой трудоемкости обработки. 86 6.3 Определение количества станков. 87 6.4 Определение коэффициента загрузки оборудования. 90 6.5 Производственные рабочие. 92 6.6 Расчет производственной площади участка. 97 6.7 Описание и принцип работы участка. 100 7 БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ.. 103 7.1 Введение. 103 7.2 Санитарно-гигиенические факторы условий труда. 110 7.3 Характеристика помещений. 118 7.4 Разновидности опасных вредных факторов. 122 8 ЭКОЛОГИЯ.. 130 8.1 Введение. 130 8.2 Энергопотребление и материалоемкость. Способы их уменьшения. 132 8.3 Загрязнение атмосферы.. 133 8.4 Излучение, шум. 137 8.5 Влияние проекта на окружающую природную среду. 138 9 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ.. 139 9.1Расчет капитальных вложений. 140 9.2 Расчет технологической себестоимости. 142 10 ЗАКЛЮЧЕНИЕ. 148 11 СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.. 152 Приложения. 156
2 ВВЕДЕНИЕ Дипломный проект по специальности «Технология машиностроения» является заключительным этапом подготовки инженеров, это последняя ступень в профессиональной подготовке студента к самостоятельной работе в условиях современного производства. Работа над дипломным проектом является необходимой, важной и ответственной для будущего специалиста, так как, работая над проектом, систематизируются и закрепляются полученные в ходе обучения теоретические знания. При проектировании комплексно используются общенаучные, общеинженерные и специальные дисциплины с точки зрения их практического использования в реальных условиях производства для решения инженерных, технологических и организационных задач. В данной работе представлена технология изготовления вала червячного. Производство валов червячных актуально в настоящее время, так как вал является деталью, необходимой для сборки червячных редукторов, максимально применяемых в производстве и пользующихся спросом. Эффективность производства червяков, технологический процесс изготовления, качество выпускаемых изделий во многом зависят от опережающего развития производства, станков, оборудования, оснастки, от внедрения новых более эффективных прогрессивных технологий, методов обработки и методов технико-экономического анализа. Важной целью является изучение структуры производства, повышение качественных характеристик машин и оборудования. В связи с этим необходимым условием является длительный непрерывный режим работ при достаточно высоких режимах резания с учетом возможности автоматической замены инструмента. Главной задачей при проектировании участка по изготовлению червяков является выпуск изделий заданного качества в необходимом количестве с минимальной себестоимостью и в заданные сроки. От принятой технологии производства во многом зависит долговечность и надежность работы червяков, а соответственно редукторов и, в целом машин и аппаратов, в которых применяются данные детали. Надежность работы машин непосредственно связана с качеством поверхностного слоя детали, который характеризуется физико-механическими параметрами. Довольно актуальна проблема повышения технологичности, обеспечения точности, оценки возможных и выбор оптимальных технологических процессов. Вместе с тем развитие новых прогрессивных технологий способствует конструированию более современных машин. При этом весьма важно следить, чтобы воздействие на окружающую среду и человека было минимальным. Производство изделия, его сущность и методы оказывают наиболее весомое влияние на технологические, эксплуатационные, эргономические, эстетические и, конечно, функциональные характеристики этой продукции, а, следовательно, на её себестоимость, от которой в прямой зависимости находятся цена изделия, спрос на него со стороны пользователей, объемы продаж, прибыль от реализации, то есть, на все экономические показатели, которые и определяют финансовую устойчивость предприятия, его рентабельность и долю на рынке. Таким образом, то, как изготовляется продукция, оказывает влияние на весь жизненный цикл товара.Также при проектировании необходимо учитывать то обстоятельство, что производство валов червячных может иметь большое количество конкурентов. Поэтому особо важно оценить все аспекты производства, распространения и потребления изделия еще на стадии его разработки, чтобы избежать неэффективного использования ресурсов предприятия. Но уделяя большое внимание организации производства, нельзя не упомянуть среди прочего и тот факт, что производство должно быть безопасным для жизни и здоровья человека. Необходимо создание безопасных условий труда производственных рабочих, наладчиков, обслуживающего персонала на данном участке. Опасности и вредности производственной среды- то, что окружает человека на рабочем месте. Задача проектирования- принять все меры, которые сведут к минимуму неблагоприятное воздействие этой среды. А также надо не забывать об окружающей среде. Поэтому при проектировании необходимо оценить степень воздействия проекта на окружающую среду, а также сформулировать мероприятия по защите окружающей среды, а при реализации проекта запустить в работу.
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
Выбор режущего инструмента
1) 015 Фрезерно-центровальная операция Данная операция имеет большое значение, т.к. на ней мы подготавливаем базы для последующей обработки детали. В соответствии с условиями (крупносерийное производство) имеет смысл выбрать специальное оборудование, предназначенное конкретно для выполнения подобных операций. Мы и подобрали полуавтомат фрезерно-центровальный МР-71М. Режущий инструмент: - фреза 2214-0153 ГОСТ 9473-80 (2 штуки). Это фреза торцовая насадная со вставными ножами, оснащенными пластинами из твердого сплава Т15К6. - сверло 2317-0006 ГОСТ 14952-75 (2 штуки) из быстрорежущей стали Р6М5(с охлаждением). 2) 020 Токарная операция. Оборудование - полуавтомат токарный многорезцовый 1Б240П-4К. Режущий инструмент: - резец 2102-0078 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6; - резец 2102-0056 ГОСТ 18877-73 (2 штуки) с режущей частью из твердого сплава Т15К6; -резец 2102-0077 ГОСТ 18877-73(2 штуки) с режущей частью из твердого сплава Т15К6; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5. 3) 025 Токарная операция. Оборудование - полуавтомат токарный многорезцовый 1Б240П-4К. Режущий инструмент: - резец 2102-0056 ГОСТ 18877-73 (3 штуки) с режущей частью из твердого сплава Т15К6; - резец 2102-0078 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5 (2 штуки); -резец 2102-0077(2штуки) ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6. 4) 030 Резьбофрезерная операция. Оборудование - полуавтомат резьбофрезерный 5К63. Режущий инструмент - дисковая фреза (фреза дисковая модульная по ГОСТ 10996). Для нарезания фрезу устанавливают так, чтобы ее ось вращения была наклонена на угол подъёма витка червяка, а средняя точка располагалась на одной высоте с осью червяка. При такой установке фрезы червяк профилируется в нормальном сечении по впадине. Поэтому для нарезания архимедова червяка фрезу мы выбираем с криволинейным профилем. Фрезеровать будем за один рабочий ход. 5) 040 Шпоночно-фрезерная операция. Оборудование - станок шпоночно-фрезерный 6Д91. Режущий инструмент- фреза 2234-0355 ГОСТ 9140-78 (шпоночная фреза из быстрорежущей стали Р6М5). 6) 045 Шпоночно-фрезерная операция. Оборудование - станок шпоночно-фрезерный 6Д91. Режущий инструмент- фреза 2234-0351 ГОСТ 9140-78 (шпоночная фреза из быстрорежущей стали Р6М5). 7) 050 Токарная операция. Оборудование - полуавтомат токарно-копировальный 1Н713. Режущий инструмент: - резец 2101-0761 ГОСТ 20872-80 для контурного точения с механическим креплением многогранных твердосплавных пластин; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5; -резец 2102-0077 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6. 8) 055 Токарная операция. Оборудование - полуавтомат токарно-копировальный 1Н713. Режущий инструмент: - резец 2101-0761 ГОСТ 20872-80 для контурного точения с механическим креплением многогранных твердосплавных пластин; - резец 2130-0503 ГОСТ 18874-73 с режущей частью из быстрорежущей стали Р6М5; -резец 2102-0077 ГОСТ 18877-73 с режущей частью из твердого сплава Т15К6 (2). 9) 060 Резьбонарезная операция. Оборудование - станок токарно-винторезный 16К20Ф3. Режущий инструмент- резец специальный с прямолинейным профилем. Резец устанавливают так, чтобы его режущие кромки лежали в осевой плоскости червяка. 10) 070 Центрошлифовальная операция. На данной операции исправляется возможный увод баз после термообработки, поскольку производство крупносерийное выбираем оборудование, не требующее высокой квалификации станочника, т.е. специальное, не универсальное: станок центрошлифовальный МВ119. Режущий инструмент- - головка шлифовальная коническая EW 10х25 24А 25-Н СТ 1 6 К А 30м/с ГОСТ 2447-82. 11) 075 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151. Режущий инструмент выбираем, руководствуясь источником [15, с.366]- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 12) 080 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151. Режущий инструмент- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 13) 085 Резьбошлифовальная операция. Оборудование- станок резьбошлифовальный 5887В. Режущий инструмент- круг шлифовальный 4- 250х16х76-U4 ГОСТ 2424-83. Шлифовальный круг подвергаем правке соответственно профилю червяка и наклоняем при обработке на угол подъема витка. Обработка производится со скоростью 40 м/с. 14) 090 Агрегатная операция. Оборудование- станок агрегатный. Режущий инструмент: - сверло 2310-0022 ГОСТ 28320-89 (сверло спиральное ступенчатое для отверстий под метрическую резьбу)(2); - метчик 2620-1089 ГОСТ 3266-81. 15) 095 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151А. Режущий инструмент выбираем, руководствуясь источником [15, с.366]- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 16) 100 Круглошлифовальная операция. Оборудование - станок круглошлифовальный 3М151А. Режущий инструмент- круг шлифовальный 1- L-32х10х10 ГОСТ 2424-83. 13) 105 Резьбошлифовальная операция. Оборудование- станок резьбошлифовальный 5887В. Режущий инструмент- круг шлифовальный 4- 250х16х76-U4 ГОСТ 2424-83. Распишем требуемую термообработку: 1) 035 Термическая. Высокий отпуск при t= 500-680ºС. Структура стали после высокого отпуска - сорбит отпуска. После этой операции создается наилучшее соотношение прочности и вязкости стали. Мы включаем данную операцию для снятия высоких напряжений после черновой обработки. 2) 065 Термическая. Улучшение. Улучшение состоит в закалке и высоком отпуске. Закалку проводим при t=820-840ºС, время нагрева -40 мин, среда охлаждения - вода, HRC 54-56. Высокий отпуск проводим при t=500-520ºС, время нагрева- 30-60 мин, среда охлаждения - воздух, HRC 26-32.
Анализ точности обработки
Погрешность механической обработки на настроенных станках, w может быть подсчитана по формуле: w = wб + wз + wспиз, [26,с.12] (4.3.1) где wб – погрешность базирования по данному параметру; wз – погрешность закрепления от собственных деформаций детали; wспиз– погрешность обработки по данному параметру, получаемая при использовании конкретной системы СПИЗ. Погрешность закрепления обычно составляет весьма малую долю в суммарной погрешности обработки и, как правило, не учитывается. Необходимо выполнение неравенства: w < Т,[ 26,с.12] (4.3.2) где Т - допуск на геометрические параметры по чертежу. Таблица 4.3.1 Сводная таблица погрешностей обработки детали.
Суммарная погрешность: wå = å wi, [26,с.12] (4.3.3) где wi – погрешность обработки данного параметра на i - ой операции. Подробные расчеты анализа точности выполнены на чертеже. Можно отметить, что разработанный нами технологический процесс полностью обеспечивает заданную чертежом точность, то есть условие ω<Т выполняется для всех размеров детали.
Расчет припусков Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам или на основе расчетно-аналитического метода определения припусков. Таблицы позволяют назначить припуски независимо от технологического процесса обработки детали и условий её осуществления, и поэтому в общем случае является завышенными, содержат резервы снижения расхода материала и трудоёмкости изготовления детали. Применение расчетно-аналитического метода сокращает в среднем расход металла в стружку, по сравнению с табличными значениями, создает единую систему определения припусков на обработку. Произведем расчет припусков для Ø20k6( Суммарное значение пространственных погрешностей определяем по формуле (4.4.1):
где rк – общее отклонение оси заготовки от прямолинейности; rц – погрешность оси заготовки в результате погрешности центрования. rк = Dк × l /2 [3] (4.4.2) где Dк – дополнительная удельная допускаемая кривизна детали, Dк = 0,15мкм на 1 мм [21, c.186,табл.16,]; l - длина заготовки, l = 290 мм.
rк = 0,15 × 145 = 21,75 мкм
Таблица 4.4.1.Расчет припусков и предельных размеров
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4) [ГОСТ 7505-89] Т = 1 мм.
Остаточное пространственное отклонение определяем по формуле (4.4.4): r i = r заг × k i [3] (4.4.4) где k i – коэффициент учитывающий вид обработки; для чернового точения k = 0,06;[21, c.190] r точ.чер. = 500× 0,06 = 30 мкм. Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.5): 2 zmin = 2(R z i - 1 + h i – 1 + r i – 1), [21, c.176] (4.4.5) где R z i – 1 – высота неровностей профиля на предшествующем переходе; h i – 1 – глубина дефектного поверхностного слоя на предшествующем переходе; r i – 1 – отклонения расположения поверхности.
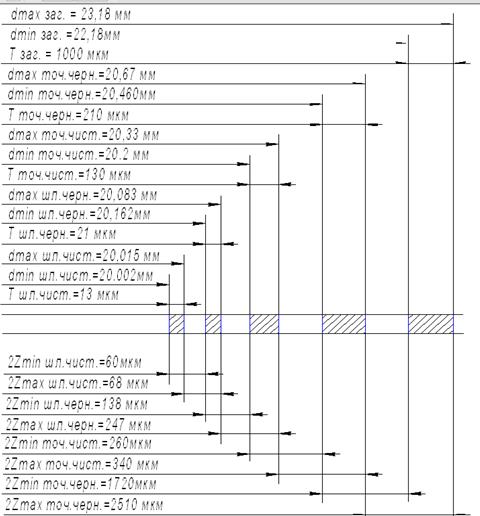
Черновое обтачивание: 2zmin = 2(160 + 200+ 500) = 1720 мкм. Чистовое обтачивание: 2zmin = 2(50 + 50 + 30) = 260 мкм. Черновое шлифование: 2zmin = 2(25 + 25 + 0) = 100 мкм. Чистовое шлифование: 2zmin = 2(15+ 15 + 0) = 60 мкм Определяем расчетный размер на точение и шлифование: dp шлиф.черн = 20,002 + 0,06 = 20,062 мм, dp ток.чист.=20,062 + 0,1 = 20,2 мм, dp ток.черн.=20,2 + 0,26 = 20,460 мм, dp заг. = 20,460 + 1,72 = 22,18 мм.
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32, с.192 из [21]. dmax шл.чист. =20,002 + 0,013 = 20,015 мм; dmax шл.черн. = 20,062+ 0,021 = 20,083 мм; dmax точ.чист. = 20,2 + 0,13 = 20,33 мм; dmax точ.черн. = 20,460 + 0,21 = 20,67 мм; dmax заг. = 22,18+ 1 = 23,18 мм. Предельное значение припусков 2 zmax определяем как разность наибольших предельных размеров и 2 zmin как разность наименьших размеров предыдущего и выполняемого перехода. 2zmax шл.чист. = 20,083– 20,015 =0,068 мм = 68 мкм, 2zmax шл.черн. = 20,33 – 20,083 = 0,247мм = 247 мкм, 2zmax точ.чист. = 20,67 – 20,33 = 0,340 мм =340 мкм, 2zmax точ.черн. = 23,18 – 20,67 = 2,51 мм = 2510мкм, 2zmin шл.чист. = 20,062– 20,002 = 0,06мм = 60 мкм, 2zmin шл.черн. = 20,2 – 20,062 = 0,138 мм = 138 мкм, 2zmin точ.чист. = 20,460 – 20,2 = 0,26мм = 260 мкм, 2zmin точ.черн. =22,18 – 20,460 =1,72мм = 1720 мкм. Производим проверку: Tзаг. – Tдет. = å2zmax - å2zmin, [3] 1000 – 13= 3165 –2178, 987 = 987. Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.1 и строим схему (рисунок 4.4.1)
Рис. 4.4.1. Распределение припусков и допусков на механическую обработку размера Æ 20 k6 ( Произведем расчет припусков для Ø18 h6( Суммарное значение пространственных погрешностей определяем по формуле (4.4.6):
где rк – общее отклонение оси заготовки от прямолинейности; rц – погрешность оси заготовки в результате погрешности центрования. rк = Dк × l /2 [3] (4.4.7) где Dк – дополнительная удельная допускаемая кривизна детали, Dк = 0,15мкм на 1 мм [21, c.186,табл.16,]; l - длина заготовки, l = 290 мм.
rк = 0,15 × 145 = 21,75 мкм
Таблица 4.4.2.Расчет припусков и предельных размеров
Для штамповок (группа стали-М2, степень сложности -С1, класс точности- Т4) [ГОСТ 7505-89] Т = 1 мм.
Остаточное пространственное отклонение определяем по формуле (4.4.9): r i = r заг × k i [3] (4.4.9) где k i – коэффициент учитывающий вид обработки; для чернового точения k = 0,06;[21, c.190] r точ.чер. = 500× 0,06 = 30 мкм. Рассчитываем минимальное значение припуска при параллельной обработке противолежащих поверхностей по формуле (4.4.10): 2 zmin = 2(R z i - 1 + h i – 1 + r i – 1), [21, c.176] (4.4.10) где R z i – 1 – высота неровностей профиля на предшествующем переходе; h i – 1 – глубина дефектного поверхностного слоя на предшествующем переходе; r i – 1 – отклонения расположения поверхности.
Черновое обтачивание: 2zmin = 2(160 + 200+ 500) = 1720 мкм. Чистовое обтачивание: 2zmin = 2(50 + 50 + 30) = 260 мкм. Черновое шлифование: 2zmin = 2(25 + 25 + 0) = 100 мкм. Чистовое шлифование: 2zmin = 2(15+ 15 + 0) = 60 мкм Определяем расчетный размер на точение и шлифование: dp шлиф.черн = 17,989 + 0,06 = 18,049 мм, dp ток.чист.=18,049 + 0,1 = 18,149 мм, dp ток.черн.=18,149 + 0,26 = 18,409 мм, dp заг. = 18,409 + 1,72 = 20,129 мм.
Определяем предельные размеры, округление производим до того знака десятичной дроби, с каким дан допуск на размер каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру. Допуск по табл.32, с.192 из [21]. dmax шл.чист. =17,989 + 0,011 = 18,00 мм; dmax шл.черн. = 18,049 + 0,018 = 18,067 мм; dmax точ.чист. = 18,149 + 0,11 = 18,26 мм; dmax точ.черн. = 18,409 + 0,18 = 18,59 мм; dmax заг. = 20,129 + 1 = 21,13 мм. Предельное значение припусков 2 zmax определяем как разность наибольших предельных размеров и 2 zmin как разность наименьших размеров предыдущего и выполняемого перехода. 2zmax шл.чист. = 18,067– 18,00 =0,067 мм = 67 мкм, 2zmax шл.черн. = 18,26 – 18,067 = 0,192мм = 192 мкм, 2zmax точ.чист. = 18,59 – 18,26 = 0,330 мм =330 мкм, 2zmax точ.черн. = 21,13 – 18,59 = 2,54 мм = 2540мкм, 2zmin шл.чист. = 18,049– 17,989 = 0,06мм = 60 мкм, 2zmin шл.черн. = 18,149 – 18,049 = 0,100 мм = 100 мкм, 2zmin точ.чист. = 18,409 – 18,149 = 0,26мм = 260 мкм, 2zmin точ.черн. =20,129 – 18,409 =1,72мм = 1720 мкм. Производим проверку: Tзаг. – Tдет. = å2zmax - å2zmin, [3] 1000 – 11= 3129 –2140 989 = 989. Все данные о вычислении предельных размеров припусков заносим в таблицу 4.4.2 и строим схему (рисунок 4.4.2)
Рисунок 4.4.2
На остальные обрабатываемые поверхности детали припуски и допуски назначим по ГОСТ 7505-89 и занесем в таблицу 4.4.3.
Таблица 4.4.3
Расчет режимов резания
4.5.1. Расчет режимов резания для фрезерно-центровальной операции. Операция производится на фрезерно-центровальном полуавтомате МР-71М. Первый технологический переход: Выбираем торцовую насадную фрезу 2214-0153 по ГОСТ 9473-80 со вставными ножами, оснащенными пластинами из твердого сплава Т15К6. Назначаем глубину резания t = 5 мм. Определяем скорость резания по формуле:
где CJ – коэффициент скорости, CJ = 332 [22, с.286,табл. 39]; D – диаметр фрезы, D = 100 мм; T – стойкость фрезы, T = 180 мин [22, табл. 40, с.290]; t – глубина фрезерования, t =5 мм; Sz – подача, Sz = 0,15 мм/зуб [22, с.283,табл.33]; B – ширина фрезерования, B =20мм; z – число зубьев фрезы, z = 10; - показатели степени ([11] таблица 39, стр.286): q = 0,2; [11, с.286, табл. 39] m = 0,2; [11, с.286, табл. 39] x = 0,1; [11, с.286, табл. 39] y = 0,4; [11, с.286, табл. 39] u = 0,2; [11, с.286, табл. 39] p = 0. [11, с.286, табл. 39] kJ - поправочный коэффициент на скорость резания учитывающий фактические условия резания, определяется по формуле: kJ = kмJ × kпJ × kиJ [22, c.282] (4.5.1.2) где kмJ – коэффициент учитывающий качество обработки материала, определяется по формуле ([22] таблица 1, стр.261):
где kг – коэффициент учитывающий группу стали по обрабатываемости, kг =1 [22, с.262,табл. 2]; nJ – показатель степени, nJ = 1,0 ([22] таблица 2, стр.262).
kпJ – коэффициент учитывающий состояние поверхности, kпJ = 0,8 ([22 табл. 5, с.263]); kиJ – коэффициент учитывающий влияние материала инструмента, kиJ = 1 ([22, с.263 табл. 6]; kJ = 1 × 0,8 × 1 = 0,8
Определяем частоту вращения по формуле:
где J – скорость резания, J = 235,8 м/мин; D – диаметр фрезы, D = 100мм.
Принимаем ближайшее значение по паспорту станка n=712 об/мин Определяем силу резания по формуле:
где Cp = 825 ([22 табл. 41, с.291]); t – глубина резания, t = 5 мм; Sz – подача, Sz = 0,15 мм/зуб; B – ширина фрезерования, B = 20мм; z – число зубьев фрезы, z = 10; D – диаметр фрезы, D = 100 мм; n – частота вращения фрезы, n = 712 об/мин; - показатели степени ([11 табл. 41, с.291]): x = 1; [11 табл. 41, с.291]: y = 0,75; [11 табл. 41, с.291]: u = 1,1; [11 табл. 41, с.291]: q = 1,3; [11 табл. 41, с.291]: w = 0,2. [11 табл. 41, с.291]: kмp – коэффициент учитывающий влияние качества обрабатываемого материала, определяется по формуле ([22] таблица 9, стр.264):
где n – показатель степени, n = 2,14.
Определяем крутящий момент по формуле:
где Pz – сила резания, Pz = 1811,9 Н; D – диаметр фрезы, D = 100 мм.
Определяем мощность резания по формуле:
Второй технологический переход: Выбираем сверло 2317-0006 ГОСТ 14952-75 из быстрорежущей стали Р6М5(с охлаждением). Назначаем глубину резания, руководствуясь [22] t = 0,5*D=0,5*3,15=1,575мм. Определяем скорость резания по формуле:
где CJ – коэффициент скорости, CJ = 9,8 ([22] табл. 28, с.278); D – диаметр сверла, D = 3,15 мм; T – стойкость сверла, T = 15 мин; t – глубина резания, t =1,575 мм; S – подача, S = 0,09 мм/об ([22] табл. 25, с.277); - показатели степени ([22] табл. 28, с.278): m = 0,2; [22] табл. 28, с.278 y =0,5; [22] табл. 28, с.278 q = 0,4; [22] табл. 28, с.278 kJ - поправочный коэффициент на скорость резания учитывающий фактические условия резания, определяется по формуле: kJ = kмJ × klJ × kиJ, [22, c.282] (4.5.1.10) где kмJ – коэффициент учитывающий качество обработки материала, определяется по формуле (5.4.1.3) ([22] табл. 1,с.261):
где kг – коэффициент учитывающий группу стали по обрабатываемости, kг = 1,0 ([22] таблица 2 с.262); nJ – показатель степени, nJ = 0,9.
klJ = 1,0 ([22] таблица 31, с.280); kиJ – коэффициент учитывающий влияние материала инструмента, kиJ = 1; kJ = 1 × 1× 1 = 1
Определяем частоту вращения по формуле (4.5.1.4):
где J – скорость резания, J = 30.08 м/мин; D – диаметр сверла, D = 3,15мм.
принимаем число оборотов n = 800 об/мин Определяем силу резания по формуле:
где Cр – коэффициент осевой силы, Cр = 68 ([22] таблица 32, с.281) D – диаметр cверла, D =3,15 мм; S – подача, S = 0,09 мм/об; - показатели степени ([22] таблица 32, с. 281): y = 0,7; q = 1; kp = kмp – определяем по формуле (4.5.1.6) ([22] таблица 9, с.264):
где n – показатель степени, n = 1.
Определяем крутящий момент по формуле:
где Cм – коэффициент, Cм = 0,0345 ([22] таблица 32, стр.281) D – диаметр cверла, D =3,15мм; S – подача, S = 0,09 мм/об; - показатели степени ([22] таблица 32, стр.281): y = 0,8; q =2,0; kp = kмp. – определяем по формуле (3.5.1.6):
где n – показатель степени, n = 1,0.
Определяем мощность резания по формуле:
Необходимая мощность на приводе станка:
где η - КПД станка, η=0,75 [15]
Ncт=13 кВт [3, с. 195, табл.4.42] Должно выполняться условие: Ncт>Nпр 13>8,12 кВт, условие выполняется
Определим норму времени на операцию 015: То=(L1/ Sм)+ (L2/n* Sо) [15 с.612-614.], (4.5.1.15)
где L1= l1+l+ l2, (l1=15, l=20мм, l2=15) L2=l1+l, (l1=1мм, l=6,97мм); Sм- минутная подача (Sм= Sz*z*n, мм/мин, Sм=0,15*10*712=1068мм/мин); Sо- подача на оборот шпинделя, мм/об (Sо=0,09мм/об).
То=(50мм/ 1068мм/мин)+ (7,97мм/(800об/мин* 0,09мм/об)) =0,16мин.
4.5.2 Расчет режимов резания на токарную операцию 020 Операция выполняется на токарном многорезцовом полуавтомате 1Б240П-4К пятью резцами (см. чертежи, лист 7). Выбираем из шести инструментов лимитирующий режущий инструмент – токарный проходной упорный отогнутый резец с режущей частью из сплава Т15К6 по табл.3 [22] Назначаем следующие параметры обработки (по лимитирующему резцу, который непосредственно обрабатывает поверхность диаметром 45, длиной 75мм): - глубина резания t = 2 мм (это значение берем из расчета припусков на механическую обработку- см. табл.4.4.1 настоящей записки); - подача S = 0,6 мм/об. [22,табл.11,с.266] Определяем скорость резания по формуле (4.5.2.1):
где C v– коэффициент скорости, C v = 350; [22,табл.17,с.269] T – стойкость инструмента, так как у нас многоинструментальная обработка- одновременно работают 3 резца на одном суппорте, 3 резца –на втором, то период стойкости определим по формуле: Тми=Т*кти ([22]табл.8, с.264); Тми=60*2=120мин. t – глубина резания, t = 2 мм; S – подача, S = 0,6 мм/об; Показатели степени: m = 0,2 [22,табл.17,с.269]; x = 0,15 [22,табл.17,с.269]; y = 0,35 [22,табл.17,с.269]. k v - поправочный коэффициент, определяется по формуле (4.5.2.2) k v = k мv × k пv × k иv × k Tи , (4.5.2.2) где k мv – коэффициент учитывающий влияние материала заготовки, определяется по формуле (4.5.2.3): [22,таб.1,с.261]
где kг – коэффициент учитывающий группу стали по обрабатываемости [22,табл.2,с.262], kг = 1,0; nv – показатель степени, nv = 1.
k пv – коэффициент учитывающий состояние поверхности [22, т.2, табл.5,с.263], k пv = 0,8; k иv – коэффициент учитывающий влияние материала инструмента [22,табл.6,стр.263], k иv = 1; k ти – коэффициент учитывающий многоинструментальную обработку [22,табл.7,с.264], k ти = 2
k v = 0,75× 0,8 × 1 × 2 = 1,2.
Определяем частоту вращения по формуле (4.5.2.4):
где v – скорость резания, v = 144,78м/мин, D – диаметр обрабатываемой детали, D = 45 мм. Примечание: все параметры определяем для лимитирующего резца.
Принимаем, ближайшее стандартное значение по паспорту станка: n=1048 об/мин Рассчитаем фактическое значение скорости резания для каждого резца, участвующего в обработке: Vф=(p*D*n)/1000 Vф1 =(3.14*45*1048)/1000=148,08 м/мин; Vф2 =(3.14*20*1048)/1000=65,8 м/мин; Vф3 =(3.14*32*1048)/1000=105,3 м/мин; Vф4 =(3.14*20*1048)/1000=65,8 м/мин; Vф5 =(3.14*18*1048)/1000=59,2 м/мин; Vф6 =(3.14*20*1048)/1000=65,8 м/мин. Определяем силу резания по формуле (4.5.2.5):
 ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ). Для этого заполним таблицу 4.4.1.
). Для этого заполним таблицу 4.4.1. , [3] (4.4.1)
, [3] (4.4.1) [3, с.89] (4.4.3)
[3, с.89] (4.4.3) ) мм
) мм

 ).Для этого заполним таблицу 4.4.2.
).Для этого заполним таблицу 4.4.2.





 )
)
 )
)
 )
)
 , [22, с. 282] (4.5.1.1)
, [22, с. 282] (4.5.1.1) (4.5.1.3),
(4.5.1.3),

 , (4.5.1.4)
, (4.5.1.4)
 , (4.5.1.5)
, (4.5.1.5) , (4.5.1.6)
, (4.5.1.6)

 , [22] (4.5.1.7)
, [22] (4.5.1.7)
 [22] (4.5.1.8)
[22] (4.5.1.8)
 , [22] (4.5.1.9)
, [22] (4.5.1.9) ,[22]
,[22]

 [22] (4.5.1.11)
[22] (4.5.1.11)


 [22] (4.5.1.12)
[22] (4.5.1.12)

 (4.5.1.13)
(4.5.1.13)
 (4.5.1.14)
(4.5.1.14)
 , [22] (4.5.2.1)
, [22] (4.5.2.1) (4.5.2.3)
(4.5.2.3) [22]
[22]
 [22] (4.5.2.4)
[22] (4.5.2.4)
