|
|
Торцевая раскатка сферодвижным инструментом ⇐ ПредыдущаяСтр 4 из 4 Этот способ также позволяет достигать довольно больших степеней деформаций, определяемых возможностью металлов к знакопеременному деформированию. Схема этого процесса показана на рис.3.7 [3-5]. Торцевая раскатка — известный способ пластического деформирования, который в последние годы используется во многих странах для получения широкой номенклатуры сложнопрофильных заготовок из различных металлов. Суть этого способа заключается в приложении осевой силы в каждый моментвремени только к части деформируемой поверхности и последовательном многократном «обкатыванием» очагом деформации в окружном направлении вокруг оси заготовки. Высокие достижимые степени деформации также объясняются знакопеременным деформированием. Такой характер деформирования обеспечивается тем, что ось пуансона наклонена по отношению к оси обрабатываемой заготовки и совершает вращение вокруг неё по некоторой конической поверхности с постоянным или переменным углом наклона На рис. 3.10. приведены траектории движения инструмента при торцевой раскатке.
Рис. 3.10 Схема реализации качательного движения пуансона. Виды траекторий движения: а) орбитальное; б) прямолинейное; в) планетарное; г) спиральное
При орбитальном движении верхняя часть штампа контактирует с заготовкой по линии, при этом металл хорошо перемещается из центральных областей в периферийные. Прямолинейное движениеявляется эффективным при обработке определенных типов осесимметричныхдеталей. Движение поспирали является наиболееэффективным припрямом выдавливании. При планетарном движении инструмент постояннопересекает центральную часть детали и имеет линейный контакт с заготовкой. Работы последних лет показали, что наиболее простым и эффективным является орбитальное движение, которое наиболее часто используется при торцевой раскатке. За счет линейной локализации очага деформации при торцевой раскатки обеспечивается резкое снижение потребной осевой силы (в 5... 15 раз), кроме того качественно меняются условия течения металла, процесс становится менее напряженным. Еще одно преимущество торцевой раскатки - ее универсальность. Она позволяет реализовать самые разнообразные прессовые операции: осадку, высадку фланца, прямое и обратное выдавливание, вырубку и др. Этим способом можно получить также детали со сложным по форме фланцем (квадратной, многоугольной, овальной или даже несимметричной формы). Детали после торцевой раскатки имеют высокую точность и хорошее качество поверхности, что позволяет их использовать без доработки. Пластическая деформация металла при торцевой раскатке обеспечивает значительную проработкуструктуры. Последовательность операций Любая последовательность (вертикальная) (табл. 3.2) операций холодной штамповки из прутковой заготовки позволяет получить изделия без промежуточного отжига с меньшими удельными силами на инструмент в пределах достижимой пластичности металлов при знакопеременном деформировании. В процессе торцевой раскатки происходит как упрочнение, так и разупрочнение, т.е. снижение сопротивления деформированию – проявление эффекта Баушингера. Знаки пластической деформации располагаются следующим образом. Наплыв, образующийся впереди инструмента имеет знаки: в продольном направлении – растяжение, в радиальном и тангенциальном – сжатие, а за инструментом знаки пластической деформации меняются на противоположные во всех трех направлениях: в продольном направлении - сжатие, а в радиальном и тангенциальном – растяжение. Основные способы получения прутковых заготовок: выдавливание, волочение, редуцирование. Во всех этих способах схемы напряженно деформированного состояния идентичны (рис.3.11), если при последующих операциях обработки учитывать смену знаков деформирования на противоположные, то это позволит значительно увеличить эффективность получения изделий.
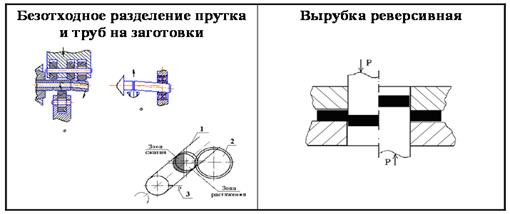
Рис 3.11 Существующие способы получения прутковой заготовки. а) - выдавливание, б) - волочение, в) – редуцирование 1-матрица,2-заготовка,3-пуансон.
Таблица 3.2 Последовательность операций холодной штамповки из прутковой заготовки на основе знакопеременного деформирования
Поэтому развитие данного направления исследований дает возможность разрабатывать новые высокоэффективные ресурсосберегающие экологически чистые технологические процессы холодной обработки металлов давлением на основе знакопеременного деформирования. Таблица 3.3 Классификация высокоэффективных процессов холодной листовой штамповки на основе знакопеременного деформирования
Таблица 3.4
Классификация разделительных операций на основе знакопеременного деформирования
Библиографический список 1. Басалаев Э. П. Перспективы развития теории и технологии холодной обработки металлов давлением / Э. П. Басалаев // Сб. науч. тр. ТулГУ, 2000. - 2. Басалаев Д.Э. Высокоэффективные процессы холодной обработки металлов давлением и знакопеременного деформирования / Д.Э. Басалаев, 3. Басалаев Д.Э. Высокоэффективные процессы холодной листовой штамповки и знакопеременное деформирование / Д.Э. Басалаев // Прогрессивные методы и технологическое оснащение процессов обработки металлов давлением: сб. тезисов международ. науч.-тех. конф. - СПб.: Из-во БГТУ «Военмех» им. Д.Ф. Устинова. - 2005. - С. 39-41. 4. Басалаев Э.П. Знакопеременное деформирование и высокоэффективные процессы холодной объемной штамповки / Э.П. Басалаев, А.А. Голышев. - Прогрессивные методы и технологическое оснащение процессов обработки металлов давлением: сб. тезисов международ. науч.-тех. конф. - СПб.: Из-во БГТУ «Военмех» им. Д.Ф. Устинова. - 2005.- С. 41-43. 5. Басалаев Д.Э. Разделительные операции заготовительного производства на основе знакопеременного деформирования / Д.Э. Басалаев, А.Г. Рева. - Прогрессивные методы и технологическое оснащение процессов обработки металлов давлением: сб. тезисов международ. науч.-тех. конф. - СПб.: Из-во БГТУ «Военмех» им. Д.Ф. Устинова. - 2005. - С. 43-45. 6. Хван Д.В. Технологические испытания металлов / Д.В. Хван. - Воронеж: Изд-во Воронежского ун-та, 1992. - 152 с.
  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 (рис.3.9). Обычно реализуются 4 различных вида движения, что дополнительно расширяет технологические возможности этого способа штамповки.
(рис.3.9). Обычно реализуются 4 различных вида движения, что дополнительно расширяет технологические возможности этого способа штамповки.