|
|
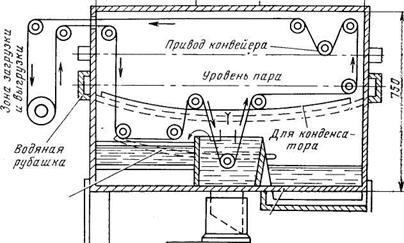
Покрытия и антикоррозионная защитаКоррозия — разрушение металлов и сплавов вследствие химического или электрохимического взаимодействия их с внешней (коррозионной) средой. Коррозия наносит огромный материальный ущерб народному хозяйству. Она приводит к значительным потерям металла, ухудшению эксплуатационных свойств изделий — снижению их надежности и срока службы, ухудшению качества продуктов (пищевой, химической, нефтяной и других отраслей промышленности), загрязнению окружающей среды. Из-за коррозионного разрушения выходят из строя дорогостоящие металлические конструкции, машины, технологическое оборудование, приборы. Большой ущерб народному хозяйству наносят безвозвратные потери металлов в виде продуктов коррозии, отходов кислотного травления. Материал антикоррозионного покрытия определяется материалом детали и характером возможной коррозии. Она может быть химической и электрохимической. Химическая коррозия является реакцией химического взаимодействия металла с окружающей средой - непроводником тока (воздухом, керосином). Например, ржавление железа есть результат химического соединения железа и кислорода воздуха. Электрохимическая коррозия имеет место при действии на металлы жидких электролитов, проводящих электрический ток, то есть растворов, содержащих ионы солей, кислот и щелочей. Наличие двух соприкасающихся металлов, имеющих разный электрический потенциал, приводит к разрушению одного из них гальваническим током в том случае, если между ними образуется токопроводящая жидкость (влажный воздух, вода, содержащая соли или кислоты). Во всех случаях наносимая защитная пленка должна изолировать деталь от источника коррозии и быть устойчивой к коррозии. Надежность покрытия зависит от правильного выбора материала покрытия и соблюдения требуемого режима его нанесения. Основным технологическим условием обеспечения надежности покрытия является тщательная обработка поверхности детали под покрытие, называемая подготовкой поверхности. Очистка поверхности деталей Очистку поверхности деталей производят механическим, химическим или ультразвуковым способом. Чем чище поверхность, тем лучше сцепление покрытия с основанием. Механическая очистка К механическим способам относятся пескоструйная очистка, крацевание, голтовка, шлифование, полирование. Пескоструйную обработку применяют для очистки крупных деталей. Смесь воды с кварцевым песком подают под давлением 0,5÷0,6.105 Па на загрязненную поверхность, в результате чего удаляются наросты загрязнений и окалины. Недостатком является быстрая потеря песчинками их режущих свойств. В последнее время применяется очистка чугунной или стальной дробью — дробеструйная обработка. Стойкость стальной дроби примерно в 60 раз выше, чем у кварцевого песка. При этом, кроме очистки, получается дополнительное упрочнение поверхности детали. Крацевание представляет собой обработку поверхности детали с иомощью металлических щеток из стальной, латунной или медной проволоки диаметром 0,2÷0,4 мм. Голтовку применяют для очистки поверхности малых деталей от грязи, неровностей и заусенцев. Детали загружаются вместе с абразивами (кварцевый песок, опилки твердых пород дерева, стальные шарики) в голтовочный барабан, при вращении которого они, соприкасаясь друг с другом, очищаются. Частота вращения барабана устанавливается 20÷60 мин-1. Шлифование осуществляют на станках абразивными кругами, шлифовочными шкурками, порошкообразными абразивными материалами. При этом снимают тонкий слой металла и удаляют с поверхности шероховатости, риски, царапины и другие дефекты. Полирование применяют для получения блестящей поверхности. Незначительный слой металла (1÷3 мкм) снимают с помощью войлочных или матерчатых кругов на полировальных станках. Полирование производят с помощью полировочных паст. Автоматическая установка для пароультразвуковой обработки
Химическая очистка. К химическим способам очистки поверхности относятся обезжиривание, травление и декапирование. Обезжириванием называется операция удаления жировых и масляных загрязнений с поверхности детали органическими растворителями и щелочными растворами. К органическим растворителям относятся бензин, уайт-спирит, скипидар, дихлорэтан и др. Процесс обезжиривания заключается в последовательном погружении деталей в две-три ванны с растворителями. Обезжиривание растворами щелочей (применяется для очистки стальных, чугунных, никелевых и других деталей. Растворы щелочей нагревают до 70÷80° С, и детали выдерживают в ваннах от 10 до 60 мин. После обезжиривания детали промывают водой. Обработка металлических изделий в сильных растворах кислот, солей и щелочей с целью удаления оксидной пленки называется травлением; при слабом растворе процесс называется декапированием. Ультразвуковая очистка Основана на использовании кавитации «захлопывания» пузырьков газа, образующихся при периодическом сжатии и расширении жидкости под воздействием знакопеременного давления. Механизм кавитации состоит в том, что при воздействии ультразвуковой энергии на жидкость в ней возникают очень высокие мгновенные гидростатические и гидродинамические давления. Как правило, кавитация сопровождается разрушением поверхности твердого тела, отрывом прилипших к поверхности частиц загрязнений, а также разрушением окислов. Установка для ультразвуковой обработки поверхности деталей работает по следующему принципу - в сосуд с жидкостью вмонтирован кристалл вещества, обладающего пьезоэлектрическими свойствами (кварц). При подаче переменного тока ультразвуковой частоты кристалл вибрирует с частотой, равной частоте тока, в результате чего в жидкости возникает кавитация. Детали, подлежащие очистке, загружают в сетку из нержавеющей стали и помещают в зону наибольшей кавитации. Наилучшие результаты дает сочетание предварительного обезжиривания в паровой ванне с раствором керосина, алкоголя, фосфатов натрия с последующей ультразвуковой обработкой. Такая конвейерная обработка комбинированным методом повышает качество операции, снижает себестоимость на 50%, повышает производительность в 5÷15 раз. Виды покрытий Различают два вида покрытий - металлические и химические. Металлические покрытия представляют собой тонкий слой металла, наносимого на защищаемую деталь. Непосредственное покрытие осуществляют погружением детали в расплавленный металл или разбрызгиванием расплавленного металла по поверхности детали. Таким способом покрывают токоведущие элементы: наконечники, контакты различных устройств. Основные металлы для таких покрытий - олово, циик. Процессы покрытий носят названия лужение и цинкование. Гальваническое покрытие — это процесс осаждения относительно тонких слоев металла на поверхность металлических деталей. Осаждение тонкого слоя металла осуществляется в ваннах, содержащих раствор солей осаждаемых металлов. Катодом служит изделие, анодом - пластинка покрывающего металла. Крупные детали покрывают в гальванических ваннах, подогреваемых для ускорения химического процесса паром или электрическим током. Детали загружают в ванну на специальных подвесках из ленты или проволоки, малые детали —в сетчатых корзинах. Покрытие мелких деталей производят во вращающихся ваннах-барабанах или колоколах. Толщина осажденного слоя измеряется при декоративных покрытиях тысячными долями миллиметра, для защиты от коррозии - сотыми и при износоустойчивых покрытиях - десятыми долями. В качестве защитных покрытий выбирают: для стали - цинк и кадмий, а для меди и ее сплавов - никель и хром.
Химические покрытия можно производить тремя способами: обработкой в растворе кислот и щелочей, анодным оксидированием и химико-термическими средствами. Схема электролитического осаждения металла:
1 – аноды 2 – держатель катода 3 – катод 4 – электролит 5 – корпус ванны
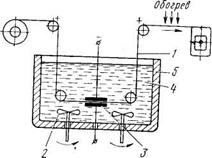
1 - корпус ванны 2 - провод к катоду 3 - провод к аноду 4 - анодная пластина 5 - электролит 6 - детали 7 - двигатель ═════════════════════════════════ Обработка в растворе кислот и щелочей. Оксидирование - это процесс образования неорганической защитной пленки на поверхности металла путем химической или электрохимической обработки его в щелочных или кислотных растворах. Стальные изделия оксидируют, окуная их в ванну с щелочным раствором, а латунные - в ванну с медно-аммиачным раствором. Оксидирование алюминия и алюминиевых сплавов производят в растворах, содержащих щелочь и хроматы щелочных металлов. Фосфатированием называется химический процесс обработки деталей из малоуглеродистых сталей в подогретом водном растворе фосфорной кислоты. В качестве самостоятельного антикоррозионного покрытия оно находит ограниченное применение в виду пористости. Но защитное свойство фосфатных покрытий повышается при дополнительной обработке маслами, лаками и эмалями. Поэтому фосфатная пленка часто служит грунтом для нанесения лакокрасочных покрытий Пассивирование применяют для защиты меди и ее сплавов от коррозии и для увеличения антикоррозионных свойств металлических и химических покрытий. Процесс пассивирования заключается в окунании деталей в раствор хрома. В результате на латунных деталях образуется желтоватая пленка, а на бронзовых - красноватая. Анодное оксидирование или анодирование - это процесс образования оксидной пленки на поверхности алюминия и его сплавов. Оно применяется в целях защиты от коррозии, создания электроизоляционной пленки, улучшения внешнего вида. Анодирование производится в растворах серной, хромовой и щавелевой кислот. Наиболее применяемыми являются сернокислые электролиты. Время выдержки при напряжении 12÷30 В и плотности тока 8÷25 мА/см2 составляет 40÷60 мин. Химико-термическими называются покрытия, при которых защитная пленка образуется нагревом в газовой среде. К этому способу относится оксидирование деталей нагревом их в окислительной среде, а также азотирование. Азотированию подвергают детали из-малоуглеродистых сталей, выполненные по второму и третьему классам точности (оси, втулки, зубчатые колеса). Для этого их поверхность насыщается азотом в потоке аммиака при температуре 500÷650° С. Перед азотированием детали тщательно обезжиривают. Контроль покрытий Контроль покрытий заключается в осмотре внешнего вида поверхности детали, в сравнении ее с эталоном. Эластичность оксидных пленок проверяют изгибом, при котором не должно образовываться трещин. Прочность сцепления покрытия с основным металлом проверяют выборочно методом перпендикулярных царапин,для чего стальным острием наносят две или четыре взаимно перпендикулярные царапины. При отсутствии отслаивания прочность сцепления считается достаточной. Толщина оксидной пленки может быть измерена различными способами: наиболее производительные способы - магнитный к электрический (сопротивление пленки). Лакокрасочные работы Лакокрасочные материалы выбираются в зависимости от условий эксплуатации, назначения, цвета. Гладкую черную поверхность образуют глифталевая эмаль ПФ-28, нитролак МВ-6 и масляно-фенольная эмаль ФЛ-76. Для создания узорно-декоративной поверхности чаще других используется молотковая эмаль МЛ-25, реже - черная эмаль МА-224Т «Муар». Литые алюминиевые и магниевые детали покрывают эмалью ВЛ-725. В последнее время широко применяют эмали, защищающие-металлы от атмосферной коррозии - это эпоксидная эмаль ЭП-51 черного и защитного цветов и перхлорвиниловые ХВ-124 и ХВ-125. Нанесение лакокрасочных покрытий производят различными, способами: окунанием, распылением и т. д. Способ окунания применяется для деталей, имеющих обтекаемую форму. Нанесение красок распылением осуществляется в распылительных камерах, оборудованных вытяжной вентиляцией и краскораспылительными пистолетами. Недостатком способа является большая непроизводительная потеря краски (до 60÷70%). Лучшее качество покрытий обеспечивает метод струйного облива деталей. Он применим для изделий любой конфигурации и легко поддается автоматизации. Установка для струйного облива представляет собой туннель, внутри которого расположены две зоны: зона струйного облива с трубами для подачи краски и зона выдержки изделий в атмосфере паров растворителей. Детали, подлежащие окраске, поступают в туннель при помощи транспортера. Одним из наиболее совершенных методов является окраска в электрическом поле с воздушным распылением краски. Отрицательный потенциал подают на коронирующий электрод, а положительный — на окрашиваемое изделие. Разряд, возникающий между электродами 2 и заземленным изделием 1, ионизирует молекулы воздуха, находящиеся в электрическом поле. В образующееся в камере электростатическое поле направляется от распылителя 3 струя тонкораспыленной краски, частицы которой заряжаются в электрическом поле и движутся по его силовым линиям к окрашиваемому изделию. При этом способе повышается качество окраски, повышается производительность труда и сокращается расход краски. Процесс может быть полностью автоматизирован.
Одна из разновидностей окраски в электростатическом поле высокого напряжения - это электрофорез. Исходный материал покрытия в виде твердых частиц суспензии, красок или лаков выделяется из них под действием электрического поля и осаждается на поверхности детали.
1—лента 2—мешалки 3—электроды 4— суспензия 5—ванна Например, для изолирования электротехнической стали применяется суспензия кремниевой кислоты (H2Si03) в ацетоне. Перемещающаяся стальная лента соединена с положительным полюсом источника питания; суспензия через корпус ванны или специальные электроды соединена с отрицательным полюсом. Отрицательно заряженные частицы покрытия под действием электрического поля оседают на ленте. В процессе последующего нагревания происходит полимеризация пленки и испарение летучей части суспензии. Покрытия при электрофорезе получаются гладкими, равномерными и малопористыми. Толщину покрытия регулируют плотностью тока и скоростью перемещении покрываемой ленты. Широко распространенным методом нанесения покрытий является метод вихревого напыления пластмассами. Порошок из полимерных материалов (эпоксидная смола, полиэтилен) насыпают на мелкопористую перегородку, отделяющую покрываемое изделие от форсунок, из которых поступает сжатый воздух или инертный газ. В замкнутом сосуде (камере) порошок переходит во взвешенное состояние, образуя вихри. Изделие предварительно нагревают до температуры на 20÷50° С выше температуры плавления порошка, при этом частицы порошка, равномерно покрывающего поверхность, оплавляются, образуя устойчивую полимеризационную пленку. Метод покрытий прост; получаемая пленка непориста и поэтому лучше лаковой. Он используется для образования изолировочных, а также для антикоррозионных и декоративных покрытий. Электростатические методы нанесения покрытий, вихревое напыление пластмассами сопровождаются одновременной сушкой. В остальных случаях сушку производят в конвекционных, терморадиационных (отражательных) и высокочастотных сушильных устройствах (шкафах). Контроль качества лакокрасочных покрытий включает проверку прочности сцепления и толщины покрытия. Прочность сцепления проверяется надрезом пленки, а толщина - специальным прибором ТЛКП с индикатором. В массовом и крупносерийном производстве толщина покрытия определяется более производительными магнитным и оптическим методами.   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|