|
|
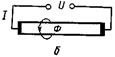
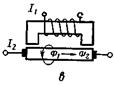
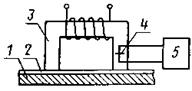
ГЛАВА 4. МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА НКМагнитные методы контроля основаны на измерении характеристик магнитных полей, возникающих в области дефектов, или на определении магнитных свойств контролируемых материалов и изделий, находящихся в намагниченном состоянии. Для намагничивания деталей применяют постоянный, переменный, однополупериодный выпрямленный и импульсный токи. Для создания оптимальных условий контроля применяют следующие способы намагничивания: продольный (рис. 51. а), циркулярный (рис 51, б) и комбинированный (рис. 51, в). Выбор того или иного способа определяется формой и размерами: деталей. После окончания операций контроля детали размагничиваются, для чего создается переменное магнитное поле с амплитудой, равномерно уменьшающейся до нуля. Частоты переменного размагничивающего поля выбирают от долей герца до 50 Гц, при этом, чем больше магнитная проницаемость и толщина изделия, тем должна быть меньше частота.
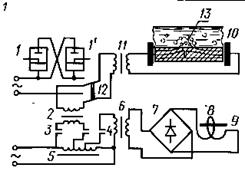
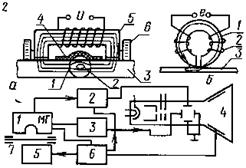
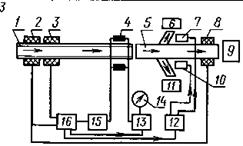
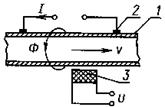
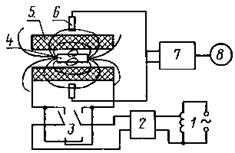
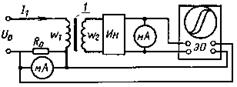
Рис. 51. Способы намагничивания деталей. Разновидностями магнитных методов являются: магнитопорошковый, магнитографический, феррорезонансный, с преобразователями Холла, индукционный и пондеромоторный. Магнитные методы применяются для определения дефектов; измерения толщины немагнитных покрытий на ферромагнитных материалах, азотированных и цементированных слоев; определения качества термообработки, механических характеристик сталей, магнитной анизотропии. В магнитных приборах для НК в качестве первичных преобразователей применяются: магнитные порошки; магнитные ленты; феррозонды; преобразователи Холла и магниторезисторы; индукционные преобразователи и пондеромоторные преобразователи. Магнитные порошки изготовляются из окислов железа (магнетита Fe3O4 и окиси железа Fe2O3 и др.). При контроле деталей с блестящей поверхностью применяют порошок магнетита черного цвета, а деталей с черной поверхностью — кирпично-красного цвета или магнитно-люминесцентные порошки. Магнитные ленты, применяемые в магнитографических приборах, бывают двухслойные и монолитные. Двухслойная лента состоит из слоя магнитного порошка и немагнитной основы — ацетилцеллюлозы, поливинилхлорида и др. Монолитные ленты на полиамидной основе содержат магнитный слой по всей толщине. Преобразователь Холла основан на принципе возникновения ЭДС в результате искривления пути носителей тока в металлах и полупроводниках, находящихся в магнитном поле. Преобразователь состоит из полупроводниковой пластинки (см. схему 5 в табл. 7), пронизываемой магнитным потоком. К зажимам а, в подводится ток I, а с зажимов с, d снимается ЭДС ε, причем ε =kBI/h, где k — коэффициент Холла; В — магнитная индукция I — сила тока; h — толщина пластинки. Рассмотрим более детально магнитные методы и средства НК. Магнитопорошковые методы и средства. Магнитопорошковый метод (схема 1 в табл. 7), применяемый для контроля ферромагнитных материалов, основан на обнаружении магнитных полей рассеяния над дефектами с помощью ферромагнитных частиц. Магнитные силовые линии, встречая дефект (несплошность и др.) искривляются, выходя за пределы изделия (см. поз. 13 на схеме 1). Ферромагнитные частицы порошка, находящиеся в жидкости (воде, керосине, минеральном масле) или в воздухе, располагаются вдоль силовых линий. По скоплению частиц порошка судят о наличии дефекта. Рассматриваемый метод позволяет выявлять трещины шириной до 0,001 мм при глубине до 0,01 мм. Магнитографические методы и средства. Магнитографический метод (схема 2 в табл. 7.) основан на записи магнитных полей рассеяния над дефектом на магнитную ленту. Для этого намагничивают контролируемый участок изделия и накладывают на него прижатую ленту (см. схему 2, а, поз. 4), перемещая ее по контролируемой детали вместе с электромагнитом 5 на роликах 6. В этом методе первичным преобразователем является магнитная лента. Метод находит широкое применение при контроле сварных швов. Магнитографический метод находит широкое применение в побочном производстве изделий (трубопроводов, конструкций машин и сооружений, изготовленных из стали толщиной до 18 мм), изготовленных сваркой. Феррозондовые методы и средства. Феррозондовый метод (схема 3 в табл. 7) основан на использовании феррозонда (см. т. 1, разд. 9.5) в качестве первичного преобразователя сигнала напряженности или градиента магнитного поля в электрический сигнал. Феррозондовые дефектоскопы часто применяются для контроля качества труб при циркулярном намагничивании трубы при ее поступательном движении со скоростью до 3 м/с. В приборах для контроля труб система феррозондовых преобразователей обычно вращается вокруг трубы. Снятые с феррозондов сигналы регистрируются, а также подаются в автоматическую систему разбраковки труб на годные и негодные. Обмотки возбуждения феррозондов питаются синусоидальным напряжением частоты от 20 до 100 кГц. Индукционные методы и средства. Индукционный метод (схема 4 в табл. 7) основан на наведении ЭДС в катушке 3, мимо которой движется контролируемое изделие 1 (например, труба). Циркулярное намагничивание изделия производится путем подвода тока 2. В этом методе первичным преобразователем является индукционная катушка, напряжение на зажимах которой равно U = —wμтscosθ1dH/dt, где w — число витков катушки; μт — магнитная проницаемость; s — площадь сердечника; θ — угол между осью катушки и вектором напряженности магнитного поля H. Индукционные дефектоскопы обычно содержат ряд первичных преобразователей, совершающих вращение вокруг контролируемой трубы. Поскольку труба движется со скоростью w, то осуществляется тем самым сканирование наружной поверхности контролируемого участка по винтовой линии. Для бесконтактной передачи информации низкочастотный сигнал первичного индукционного преобразователя модулируют напряжением высокой частоты. При контроле сварных труб применяются дефектоскопы с бесконтактной поперечной вращающейся вокруг трубы системой намагничивания. Эта система вращается совместно с индукционными преобразователями. В целях устранения помех от вибрации контролируемых изделий индукционные преобразователи обычно соединяются в две подгруппы последовательно, а подгруппы, в свою очередь, соединяются встречно. При таком соединении также повышается чувствительность прибора. Полезные сигналы, несущие информацию о дефектах, в зависимости от характера дефектов и скорости движения изделий, лежат в области 3—3,5 кГц. На эти сигналы накладываются помехи, частоты которых лежат ниже и выше частот полезных сигналов, а иногда спектры частот и полезных сигналов перекрываются. В целях уменьшения помех применяют фильтрацию сигналов, выбирая фильтр с частотой среза, равной средней частоте диапазона полезных сигналов ƒc = 3,2 кГц. Таблица 7. Магнитные методы и средства контроля материалов.
Методы и средства контроля магнитных, физико-механических и химико-термических характеристик материалов и толщины покрытий. Основными магнитными характеристиками материалов в магнитных полях являются: магнитная индукция В, напряженность магнитного поля H, петля гистерезиса В(Н), магнитная проницаемость μ, коэрцитивная сила Hс и др. Магнитные характеристики связаны с физико-механическими, химико-термическими и структурными характеристиками материалов. Так, например, форма и размеры петли гистерезиса зависят от химического состава, кристаллографической анизотропии, наличия и расположения примесей и легирующих элементов, микро- и макронапряжений, неоднородностей, дислокаций, размера зерен и др. Сложный характер зависимости магнитных характеристик от физико-химических свойств материалов затрудняет использование ее для создания первичных преобразователей. Однако в ряде случаев удается использовать указанные связи, удерживая некоторые параметры постоянными. Так, например, известна связь между твердостью углеродистых низколегированных сталей, содержанием углерода, температурой закалки и отжига и их коэрцитивной силой. Приборы подобного вида применяются для измерения твердости и других параметров материалов. Поскольку магнитные свойства сталей тесно связаны с режимами термической обработки, магнитные методы позволяют контролировать глубину закаленного и цементированного слоев углеродистых сталей. При этом наряду с коэрцитиметрами применяются измерители напряженности магнитного поля, магнитной проницаемости, магнитного насыщения, петли гистерезиса и др. Для измерения толщины покрытий на ферромагнитных изделиях применяют приборы двух видов: пондеромоторные и магнитостатические. Пондеромоторные магнитные приборы основаны на измерении силы отрыва или протяжения постоянных магнитов или электромагнитов к контролируемому изделию. Эта сила пропорциональна квадрату индукции в зазоре между ферромагнитным изделием и намагниченным телом. Очевидно, что сила притяжения будет зависеть от толщины покрытия. Магнитостатические приборы основаны на принципе определения вариации напряженности магнитного поля (с помощью преобразователя Холла, магниторезистора и др.) в цепи электромагнита при изменении расстояния между ним и ферромагнитным изделием из-за наличия немагнитного покрытия.   Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|