|
|
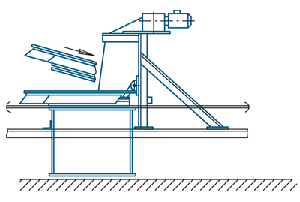
Мощность приводных блоков выбирается из стандартного ряда: 200, 250, 320, 500, 630, 800, 1000, 1250, 1500 кВт.Дополнительное прижатие ленты к приводному барабану осуществляется с помощью установки прижимных барабанов, с использованием вакуума или магнитных сил и других приспособлений. Вал приводного или ось неприводного барабанов устанавливается в опорах на шарикоупорных подшипниках. Для соединения приводного барабана с выходным валом редуктора применяется зубчатая муфта, валы двигателя и редуктора соединяются упругой муфтой. На конвейерах, имеющих наклонный участок для предотвращения самопроизвольного обратного движения загруженной ветви устанавливают храповый останов или тормоз. Геометрические параметры приводных барабанов зависят от конструкции и прочности ленты. Загрузочные устройства обеспечивают заданную производительность конвейера, срок службы ленты, величину сопротивления ее движению. Конструкция загрузочных устройств (рис. 3.16) зависит от характеристики транспортируемого груза и способа подачи его на конвейер. Обычно загрузка производится у заднего концевого барабана, однако загрузка и разгрузка конвейера может происходить в любом пункте трассы. Штучные грузы подаются на конвейер с помощью направляющих лотков или непосредственно укладываются на него. Насыпные грузы подаются с помощью бункера и загрузочной воронки с направляющим лотком, которые формируют поток груза и направляют его в середину ленты. Для обеспечения высокого срока службы ленты и роликоопор скорость подачи груза должна быть близка к скорости движения ленты, высота падения груза должна быть минимальной. Углы наклона стенок воронки должны быть на 10–15° больше углов трения груза о стенки.
Рисунок 2.38 - Загрузочное устройство ленточного конвейера
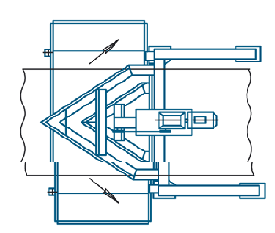
На нижних частях боковой и задней стенок воронки устанавливают уплотнительные полосы из износостойкой резины. Для увеличения срока эксплуатации передней стенки на нее устанавливают броневой лист, устраивают отдельные отсеки-ячейки, заполняемые частицами груза, таким образом груз скользит по слою груза. Угол наклона желоба воронки αж = φв + (10–15°), (φв – угол внешнего трения груза о желоб). Для конвейеров с высокой производительностью применяют конвейеры-питатели (рис. 2.39), позволяющие приблизить скорость груза к скорости ленты и увеличить срок службы ленты.
Рисунок 2.39 - Схема загрузки конвейера с помощью питателя
Для конвейеров с высокой производительностью применяют конвейеры-питатели, позволяющие: приблизить скорость груза к скорости ленты, увеличить долговечность ленты. Сила сопротивления движению в месте загрузки:
, (2.33)
где Q – производительность конвейера, т/час; f л – коэффициент трения груза о ленту; v – скорость конвейера, м/с; v 1 – скорость груза, м/с; β – угол наклона конвейера; k б – коэффициент бокового давления груза на направляющие борта; f б – коэффициент трения груза о направляющие борта.
Разгрузочные устройства. Разгрузка ленточного конвейера производится с концевого барабана или на трассе конвейера с помощью плужковых или барабанных разгружателей. Барабанные разгружатели (рис. 2.40) применяют при загрузке длинных бункерных эстакад или открытых складов. Разгружатели имеют реверсивное движение вдоль всего фронта разгрузки длиной 100 м и более с автоматическим управлением.
1 – отклоняющий барабан; 2 – концевой барабан; 3 – направляющая стенка воронки; 4 – барабанная тележка
Рисунок 2.40 - Схема установки барабанного разгружателя
Разгрузочная тележка передвигается по рельсам, устанавливаемым на специальной конструкции – треке, который одновременно, является и средней частью конвейера с закреплёнными на ней роликоопорами. Разгрузочная воронка барабанной тележки (табл. 2.7) имеет конструкцию, которая позволяет сбрасывать груз с ленты на две стороны или вперед (в любом сочетании). Плужковый разгружатель (сбрасыватель) – это стационарное устройство для разгрузки насыпных и штучных грузов (рис. 2.41), который в рабочем положении опирается на ленту и сдвигает с нее груз в разгрузочную воронку, в нерабочем состоянии приподнят и свободно пропускает под собой ленту с грузом.
Таблица 2.7 - Способы разгрузки барабанной сбрасывающей тележки в зависимости от конструкции разгрузочной воронки
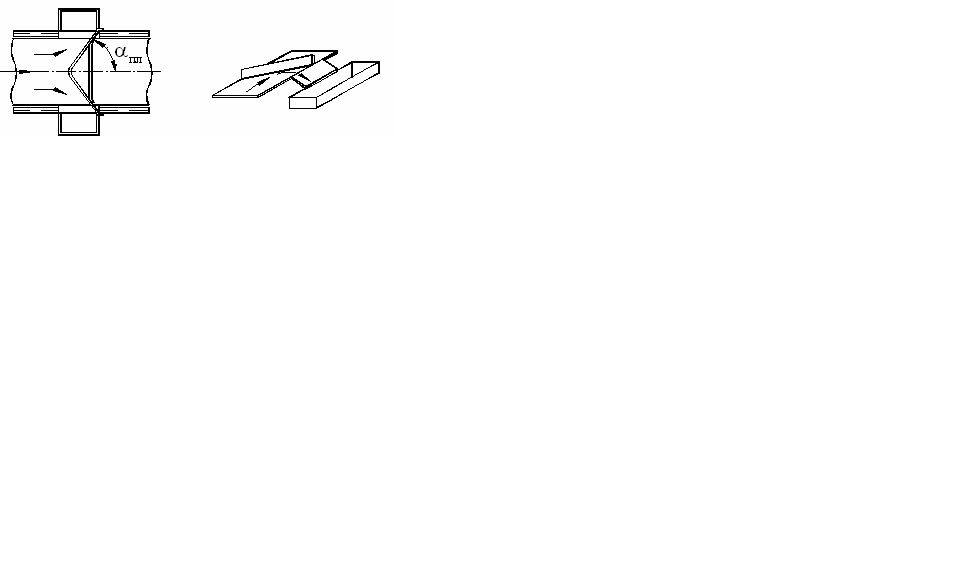
По направлению разгрузки ленты плужковые разгружатели выполняются двустороннего и одностороннего действия, по интенсивности разгрузки плужковые разгружатели выполняются с полной разгрузкой; частичной разгрузкой ленты: односторонние с поворотным щитом и двусторонние с раздвижными щитами (рис. 2.42). Плужковые разгружатели применяются для разгрузки пылевидных, зернистых и мелкокусковых грузов и не рекомендуются для разгрузки твердых и высокоабразивных грузов из-за быстрого изнашивания щитов и ленты. Для разгрузки штучных грузов применяют плужковые разгружатели с неподвижными и подвижными щитами.
Рисунок 2.41 - Схема плужкового разгружателя
а – двухстороннего действия; б – одностороннего действия
Рисунок 2.42 - Стационарные плужковые сбрасыватели
Натяжные устройства. На ленточных конвейерах устанавливаются винтовые, гидравлические, грузовые, грузо-лебедочные и грузопружинные натяжные устройства (разд. 2.3). Отклоняющие устройства. Направление движения ленты изменяется при помощи концевых оборотных и отклоняющих барабанов; роликовой батареи; по кривой свободного провисания ленты (рис. 2.43).
а, б – на барабане; в – по кривой свободного провисания; г – на роликовой батарее
Рисунок 2.43 - Схемы отклонения ленты
Очистные устройства. Очистка ленты от налипшего и примерзшего груза имеет важное значение для обеспечения нормальной эксплуатации конвейера и повышения срока службы ленты. К средствам очистки ленты предъявляются требования не только полноты очистки, но и сохранности обкладки ленты, длительных сроков работы самих устройств без большого износа и загрязнения, простоты и надежности конструкции. Очистка от сыпучих и нелипких материалов (уголь, песок) производится относительно легко. Существенные затруднения представляет очистка от влажных сильноналипающих грузов (суглинок, глина, мел) и намерзающих грузов в зимний период. Для очистки грузонесущей поверхности ленты при сухих и влажных, но не липких грузах применяют одинарные или двойные скребки (рис. 2.44, а); при влажных и липких – вращающиеся щетки (рис. 2.44, б) или барабаны с вращающимися лопастями.
а б а – очистной скребок; б –вращающаяся щетка
Рисунок 2.44 - Очистные устройства
Рабочие элементы скребков и щеток выполняют из износостойкой резины, пластмассы, капроновых нитей. Очистные устройства устанавливают у концевых барабанов, счищаемый груз падает в воронку. Применяют гидроочистку ленты при обеспечении ее просушки. Для очистки внутренней поверхности ленты у концевого барабана устанавливают плужковый очиститель. Поверхность нефутерованных барабанов и отдельных роликов обратной ветви очищается стальными скребками. Расположение очистного устройства должно быть таким, чтобы прилипший к ленте груз сбрасывался в разгрузочную коробку или отдельный приемник. Рабочие элементы скребковых очистных устройств выполняют металлическими, из износостойкой резины или пластмассы, закрепляют в шарнирной раме, прижатие к ленте осуществляется грузом или пружиной с помощью рычага. Для повышения срока службы скребков их выполняют двойными. Первый по ходу ленты скребок устанавливают с большим зазором от поверхности ленты, чем второй. Сначала происходит удаление основного слоя материала первым, а затем более тонкая очистка вторым скребком. Вращающиеся щетки приводятся в движение от индивидуального привода или от приводного барабана конвейера через ускоряющую передачу. Щетки изготавливают с эластичными ребрами (лопастями), расположенными параллельно оси или по винтовой. Ребра армируются резиновыми полосами из упругих синтетических материалов или набираются из пучков капроновых нитей. Для слабоналипающих грузов используют вибрационные очистные устройства, наибольшая эффективность которых достигается при их использовании в сочетании с другими очистными устройствами. Гидравлические очистные устройства работают по принципу механического отделения прилипших частиц груза напорной струей воды. Они имеют простую конструкцию, но требуют установки дополнительного оборудования для подачи воды и отвода пульпы, гидроочистку (гидросмыв) применяют при обеспечении просушки ленты. Для очистки внутренней поверхности ленты у концевого барабана устанавливают плужковый очиститель. Станина конвейера. Жесткую станину изготавливают из прокатных профилей в виде продольных балок, на которые устанавливают роликоопоры. Гибкая станина состоит из двух или четырех продольных канатов, к которым подвешивают роликоопоры. Станины обоих типов бывают опорные и подвесные. Контрольные и предохранительные устройства (датчики). На ленточных конвейерах устанавливаются предохранительные устройства, обеспечивающие контроль скорости движения; поперечного сдвига ленты; продольного порыва ленты; целостности тросов (в резинотросовой ленте); функционирования системы подачи смазки к редукторам. Для автоматической работы транспортирующей установки или комплекса машин необходимо не только установить приборы автоматического управления, но и обеспечить длительную непрерывную работу машины при минимальном количестве обслуживающего персонала. С помощью приборов автоматики осуществляется автоматический контроль за работой основных узлов конвейеров, предотвращается возникновение аварий путем отключения всей линии или ее части Основные процессы, над которыми осуществляется автоматический контроль: наличие груза на ленте; обрыв и пробуксовка ленты; равномерность грузопотока; предупреждение сбега ленты в сторону; состояние поверхности барабанов, подшипников и т.д.; движение тяговых органов; места перегрузки; заполнение бункерных установок.
Расчет ленточных конвейеров
Расчет конвейеров при проектировании проводится в два этапа: предварительный расчет основных параметров конвейера в соответствии с техническим заданием на проектирование и поверочный расчет, определяющий прочность узлов и деталей и соответствие техническому заданию (в процессе поверочного расчета уточняются значения параметров конвейера, определенные в предварительном расчете) [2].
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|