
|
|
Сварка в потолочном положенииСварка в потолочном положении (Рис.24 ) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением. Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Рис.24 Сварка в потолочном положении Лекция № 16 Технология выполнения швов различной протяженности. Все сварные швы в зависимости от их длины условно разбивают на три группы: · короткие — до 250 мм; · средней длины — от 250 до 1000 мм; · длинные — от 1000 мм и более.
Рис.25 Выполнение швов различной длины: 1—7— последовательность наложения швов Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис.25,а). При выполнении швов средней длины и длинных возможно коробление изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис.25 б) или обратноступенчатым способом (рис.25,в),, сущность которого состоит в том, что весь шов разбивают на участки длиной 100—350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис.25,г). В данном случае, возможно, организовать работу одновременно двух сварщиков. Лекция № 17 Способы заполнения шва по сечению По способу заполнения швов по сечению различают: · однопроходные, однослойные швы (рис.26.а ). · многопроходные многослойные (рис.26 б) · многослойные (рис.26в) Если число слоев равно числу проходов дугой, то такой шов называют многослойным. Если некоторые из слоев выполняют за несколько проходов, то шов многопроходной. Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Рис.26 Сварные швы по заполнению сечения швы Для более равномерного нагрева металла шва по всей его длине швы выполняют:
В основу всех этих способов положен принцип обратно-ступенчатой сварки. Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткость При толщине стальных листов 20 — 25 мм и более для предотвращения трещин применяют сварку: · каскадом, · блоками · поперечной горкой
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при сварке каскадной равна 200- 400мм (рис.27 а) При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (Рис.27 б).
Рис.27 Заполнение шва по сечении: а – каскадом; б – блоками
При сварке методом «горки» (Рис.28) на участке 200 – 300 мм накладывают первый слой, после очистке его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200 – 300 мм, производят наплавку третьего слоя и т.д. Рис.28 Сварка горкой   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.

 При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающих (низкоуглеродистых) сталей — лучше сварку каскадом.
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающих (низкоуглеродистых) сталей — лучше сварку каскадом.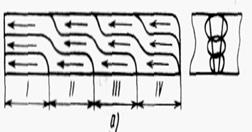
 Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной «горки» короткими швами. Каскадный метод является разновидностью метода «горки»
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной «горки» короткими швами. Каскадный метод является разновидностью метода «горки»