
|
|
Нарезание конических колес со спиральными зубьями
Червячные фрезы для нарезания червячных колес
Червячные колеса могут быть нарезаны червячными фрезами, резцами-летучками и окончательно обработаны червячными шеверами. Червячные фрезы работают с радиальной или тангенциальной подачей (рис. 4.73, а,б).
а) б) Рис. 27.20. Схемы нарезания червячного колеса червячной фрезой: а – с радиальной подачей, б – с тангенциальной подачей При работе с радиальной подачей фреза устанавливается так, что зубья касаются наружной поверхности обода колеса. При вращении фрезы и заготовки затем производится сближение их осей до величины При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое межцентровое расстояние Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет увеличения числа зубьев фрезы, находящихся в контакте с заготовкой. Стойкость тангенциальных фрез оказывается выше из-за того, что сила резания распределяется на большее число зубьев фрезы. Чтобы обеспечить геометрически правильное зацепление нарезаемого колеса с червяком, фреза должна быть спрофилирована идентично профилю витков червяка. Собственно профилирование червячных фрез, обрабатывающих червячные колеса, не отличается от профилирования червячных фрез для цилиндрических зубчатых колес. Исходные данные для расчета фрезы задаются в осевом сечении червяка: модуль, угол зацепления, осевой шаг, осевая толщина зуба, наружный диаметр, средний диаметр, угол наклона витка, число заходов червяка, число зубьев колеса, радиальный зазор в передаче, диаметр окружности выступов червячного колеса, направление витков червяка. Габаритные размеры фрезы в поперечном сечении выбираются не произвольно, что допустимо у фрез для цилиндрических колес, а зависят от диаметра червяка. Средний (делительный) диаметр зубьев фрезы равен среднему диаметру червяка: Углы подъема винтовой линии на делительном цилиндре, модули и число заходов фрезы и червяка должны совпадать. Наружный диаметр фрезы делается больше наружного диаметра червяка на удвоенную величину радиального зазора c с учетом припуска на переточку (рис. 4.74):
где
Рис. 27.21. Определение габаритного размера червячной фрезы Так как заходность фрезы должна равняться заходности червяка, то часто фрезы приходится изготавливать многозаходными. Поэтому углы подъема витков фрез для червячных колес получаются больше, чем для цилиндрических колес, иногда до 35...400. В зависимости от формы профиля червяка фрезы для обработки червячных колес могут быть эвольвентными, архимедовыми и конволютными. Выбор типа основного червяка зависит от типа фрезы (черновая или чистовая): архимедовы – для чистовых фрез, а эвольвентные и конволютные - для черновых. Принцип работы долбяка
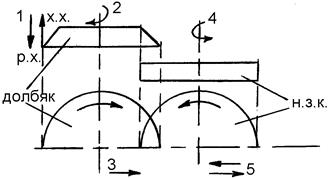
Долбяки предназначены для обработки цилиндрических прямозубых, косозубых и шевронных зубчатых колес методом огибания; косозубые и шевронные колеса нарезаются косозубыми долбяками. В процессе резания (рис. 4.50) долбяк совершает прямолинейное (или винтовое – для косозубых) возвратно-поступательное движение резания. Подача осуществляется путем относительного вращения долбяка и заготовки вокруг их осей. Кроме главного движения и круговой подачи, долбяк имеет радиальную подачу при врезании в заготовку и отводится от заготовки при каждом обратном ходе (вверх) для устранения трения задних поверхностей о заготовку.
Рис. 27.22 1.Возвратно – поступательное движение долбяка. При рабочем ходе движется вниз, при холостом – вверх. 2.Вращение долбяка. 3.Радиальная подача (врезание) долбяка на глубину зуба. 4.Вращение заготовки. 5.Вращательное движение заготовки и долбяка является движением обкатки. Станок настраивают так, чтобы за время поворота долбяка на один зуб заготовка тоже поворачивалась на один зуб. Чтобы при холостом ходе долбяк не касался заготовки, стол с заготовкой отводят от долбяка. К начальной работе хода заготовка возвращается в исходное положение. Долбяки являются наиболее универсальным зуборезным инструментом для нарезания цилиндрических колес. Ими можно нарезать любое цилиндрическое колесо с наружным и внутренним зацеплением, но преимущественное применение долбяки находят в следующих случаях: 1) при нарезании зубьев блочных колес и колес с буртиками, 2) для обработки колес с внутренним зацеплением, 3) для нарезания шевронных колес без канавки для выхода инструмента, 4) для нарезания точных зубчатых реек методом деления, 5) для нарезания мелкомодульных колес с модулем m<1,5. Применяемые в металлообработке долбяки регламентированы ГОСТ 9323-79 (долбяки зуборезные чистовые), ГОСТ 10059-80 (долбяки зуборезные чистовые мелкомодульные) и ГОСТ 6762-79 (долбяки зуборезные чистовые для шлицевых соединений с эвольвентным профилем). Долбяки по ГОСТ 9323-79 изготавливаются с модулями m=1...12 мм, по ГОСТ 10059-80 – m=0,1...0,9 (делительные диаметры Габаритные размеры долбяков определяются числом зубьев и диаметром делительной окружности. Номинальный диаметр зависит от модели станка. По ГОСТ 9323-79 в зависимости от типа долбяков их минимальные делительные диаметры равны 25,38,50,80,100, 125,160 и 200 мм. Для долбяков крупных модулей Число зубьев у долбяков надо выбирать четным для упрощения технологии изготовления и удобства контроля. Долбяки изготавливаются трех классов точности: АА – для нарезания колес 6-й степени точности, А – для нарезания колес 7-й степени точности и В – для нарезания колес 8-й степени точности. Отверстие долбяков изготавливается с допуском по диаметру 0,005 мм; неперпендикулярность оси отверстия к внешней опорной плоскости на расстоянии 30 мм от оси долбяка для долбяков разных классов точности допускается от 0,0025 до 0,005 мм. В металлообработке применяют следующие типы долбяков: 1) дисковые – для нарезания обычных цилиндрических колес (рис.4.51,а), 2) чашечные – для нарезания прямозубых колес в упор (рис.4.51,б), 3) втулочные (рис.4.51,в) и хвостовые (рис.4.51,г) для колес внутреннего зацепления и мелкомодульных колес, 4) косозубые – для косозубых колес, 5) косозубые парные – для шевронных колес.
Рис. 27.23. Типы зуборезных долбяков Долбяк для цилиндрических зубчатых прямозубых колес может быть образован из цилиндрической прямозубой шестерни путем придания ей углов, необходимых для резания: переднего γ, заднего Для получения задних углов на вершине и боковых сторонах толщина зуба долбяка (рис.4.52) по мере удаления влево от плоскости ВВ (передней поверхности) должна уменьшаться, т.е. зубья образуются на долбяке путем смещения исходного контура и в любом сечении, перпендикулярном оси, имеют величину смещения X=ζm. Полученный таким образом из прямозубой шестерни долбяк можно считать корригированным прямозубым колесом с переменным смещением. Сечение долбяка плоскостью СС, в котором смещение исходного контура X=ζm =0, т.е. толщина зуба
Рис. 27.24. Параметры зуба долбяка Смещение исходного контура, увеличивающее толщину зуба долбяка против нормальной, равной πm/2, и располагающиеся справа от плоскости СС, считаются положительными. Если смещения уменьшают толщину зуба долбяка (влево от плоскости СС), то они считаются отрицательными. По аналогии с зависимостью (4.53) получается: в сечении ВВ: в сечении DD: Значит, долбяк можно рассматривать как совокупность бесконечно большого числа элементарных колес (рис. 4.53) с бесконечно малой шириной обода DH, имеющих соответственно положительное, нулевое и отрицательное смещение и закрепленных на одной оси в порядке убывания величин смещения ζm. Каждое из этих элементарных колес образовано огибающим движением рейки с профильным углом
Рис. 27.25. Долбяк как набор элементарных колес У долбяка смещение исходного контура в плоскостях, нормальных оси инструмента, изменяется пропорционально расстоянию этих плоскостей от исходного сечения, т.е. по закону прямой (рис. 4.54). Эта прямая наклонена к образующей делительного цилиндра под углом μ, обычно равным δ. Другими словами, Dζm=cDH, где с – постоянный коэффициент пропорциональности. Одновременно со смещением имеет место поворот эвольвенты на угол Dφ, пропорциональной DH: где Таким образом, боковые поверхности зуба долбяка получаются при сочетании равномерного вращательного движения эвольвенты вокруг оси долбяка с ее равномерным поступательным движением и движением вдоль оси, т.е. являются эвольвентными винтовыми поверхностями.
Рис. 27.26. Образование винтовой поверхности на зубе долбяка Левая боковая сторона имеет правозаходную винтовую поверхность, правая – левозаходную. Форма боковых поверхностей зубьев долбяка в виде винтовой эвольвентной позволяет шлифовать их плоским кругом, чем достигается высокая точность обработки.
Проектирование долбяков
Параметром винтовой поверхности называется отношение величины поступательного перемещения образующей винтовой поверхности (здесь - эвольвенты) вдоль оси винтового движения (здесь – оси долбяка) к соответствующему углу поворота образующей вокруг этой оси. Для определения параметра Как было показано выше, для получения эвольвентной винтовой поверхности необходимо эвольвенте в сечении
Но
Рис. 27.27. Схема к определению винтового параметра долбяка В свою очередь, из (4.66) имеется:
Здесь ζ₁ и ζ₂ - коэффициенты смещения исходного контура в сечениях Значения
откуда
Величина
Тогда
Шаг эвольвентной поверхности зуба долбяка
Передний угол γ на вершинах зубьев измеряется в плоскости, проходящей радиально через ось долбяка, и по ГОСТ 9323-60 принимается равным γ=5°. Для получения передних углов долбяк затачивается по конусу с углом γ при основании. Так как боковые поверхности зубьев долбяка являются винтовыми эвольвентными, то в сечении их плоскостью, нормальной оси долбяка, получается эвольвента. Если γ=0, то лежащая в плоскости передней грани эвольвента (на боковых сторонах) в процессе нарезания опишет производящую поверхность в форме цилиндрической эвольвентной поверхности, т.е. зуб колеса. Цилиндрическая эвольвентная поверхность может быть образована поступательным движением (главным движением резания долбяка) только такой режущей кромкой, проекция которой на основную плоскость является эвольвентой. Если γ не равен нулю, то проекция кривой пересечения конической передней поверхности с эвольвентной боковой поверхностью зуба долбяка на основанную плоскость не является эвольвентой. Значит, производящая поверхность долбяка (зуб колеса) не будет цилиндрической эвольвентной поверхностью. Другими словами, если γ¹0, профильный угол исходной рейки αu, образующий эвольвентную поверхность зуба долбяка, не будет совпадать с углом исходного контура α₀, т.е. рейки, образующей зуб колеса. Определим, каким должен быть профильный угол долбяка Пусть у долбяка z=¥. Тогда он превратится в зуборезную гребенку (рис. 6.25).
Рис. 27.28. Профильный угол долбяка
Если бы у такого долбяка γ=0, то его профильный угол в сечении NN равнялся бы профильному углу нарезаемого колеса, т.е. Чтобы получить на колесе, нарезанном долбяком, профильный угол Задний угол на вершине зубьев δ по ГОСТ 9323-60 принимается равным 6°. Он определяет интенсивность изменения величины исходного контура рейки по высоте долбяка, а также величину заднего угла на боковых сторонах. Задний угол в сечении по делительному цилиндру δб является расчетным при проектировании долбяков. Если рассечь зуб долбяка по делительному цилиндру (рис. 4.57), то линии пересечения этого цилиндра с боковыми поверхностями зубьев будут винтовыми, так как боковые поверхности – винтовые эвольвентные. Угол наклона этих винтовых линий и является задним углом в сечении по делительному цилиндру. Для определения этого угла полученное сечение развернем на плоскость. Тогда винтовые линии станут прямыми, наклонными под углом
Рис. 27.29. Боковые задние углы зуба долбяка Из треугольника DEF вытекает:
где
Если подставить в (4.73) значение δ=6°,
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 , обеспечивающей необходимые размеры зубьев нарезаемого колеса. В дальнейшем производится нарезание зубьев при постоянном межцентровом расстоянии и при совместном вращении фрезы и заготовки без перемещения фрезы вдоль оси.
, обеспечивающей необходимые размеры зубьев нарезаемого колеса. В дальнейшем производится нарезание зубьев при постоянном межцентровом расстоянии и при совместном вращении фрезы и заготовки без перемещения фрезы вдоль оси. , шаги зубьев фрезы и колеса также равны между собой. Внутренний диаметр фрезы принимается равным обычно внутреннему диаметру червяка
, шаги зубьев фрезы и колеса также равны между собой. Внутренний диаметр фрезы принимается равным обычно внутреннему диаметру червяка  .
.
 – припуск на переточку, компенсирующий уменьшение радиального зазора в передаче при сохранении межосевого расстояния в процессе нарезания независимо от степени переточки фрезы.
– припуск на переточку, компенсирующий уменьшение радиального зазора в передаче при сохранении межосевого расстояния в процессе нарезания независимо от степени переточки фрезы.
 =12, 16, 25, 40, 63 мм).
=12, 16, 25, 40, 63 мм). , где
, где  - целое число. Число зубьев долбяков по ГОСТ 9322-79
- целое число. Число зубьев долбяков по ГОСТ 9322-79 
 и боковых задних углов
и боковых задних углов  [1].
[1]. по делительной окружности равна πm/2, называется исходным сечением, а расстояние исходного сечения от переднего торца долбяка (плоскость ВВ) называется исходным расстоянием (a).
по делительной окружности равна πm/2, называется исходным сечением, а расстояние исходного сечения от переднего торца долбяка (плоскость ВВ) называется исходным расстоянием (a).
 , (4.66)
, (4.66) .
. , и поэтому любое сечение долбяка, нормальное его оси, имеет один и тот же эвольвентный профиль. По мере перетачивания долбяка в зацепление с нарезаемым колесом вступает одно из этих бесконечно тонких колес с соответствующей величиной ζm. Поэтому и колеса, нарезанные различными сечениями долбяка, будут иметь один и тот же эвольвентный профиль.
, и поэтому любое сечение долбяка, нормальное его оси, имеет один и тот же эвольвентный профиль. По мере перетачивания долбяка в зацепление с нарезаемым колесом вступает одно из этих бесконечно тонких колес с соответствующей величиной ζm. Поэтому и колеса, нарезанные различными сечениями долбяка, будут иметь один и тот же эвольвентный профиль.
 - коэффициент пропорциональности,
- коэффициент пропорциональности, 

 винтовой поверхности зуба долбяка рассмотрим левую сторону зуба долбяка и соответствующий ей профиль в сечениях
винтовой поверхности зуба долбяка рассмотрим левую сторону зуба долбяка и соответствующий ей профиль в сечениях  и
и  (рис. 4.55).
(рис. 4.55). (4.67)
(4.67) (4.68)
(4.68)
 и
и 
 и
и  подставляются в формулу (4.68) и тогда
подставляются в формулу (4.68) и тогда
 (4.69)
(4.69) определяется из треугольников
определяется из треугольников  и
и  (рис.4.55):
(рис.4.55): (4.70)
(4.70) (4.71)
(4.71) (4.72)
(4.72) для того, чтобы профильный угол проекции передней поверхности совпадал с профильным углом нарезаемого колеса
для того, чтобы профильный угол проекции передней поверхности совпадал с профильным углом нарезаемого колеса  .
.
 . При γ>0 профиль долбяка в сечении NN, перпендикулярном оси долбяка, не будет совпадать с профилем проекции передней поверхности на торец нарезаемого колеса, т.е.
. При γ>0 профиль долбяка в сечении NN, перпендикулярном оси долбяка, не будет совпадать с профилем проекции передней поверхности на торец нарезаемого колеса, т.е.  .
. ,
,  ,
,  , то по формуле (4.73)
, то по формуле (4.73)  .
. .
.

 - исходное расстояние,
- исходное расстояние,  - толщина зуба в исходном сечении по делительной окружности, равная πm/2;
- толщина зуба в исходном сечении по делительной окружности, равная πm/2;  - толщина зуба по делительной окружности в сечении по передней поверхности, равная
- толщина зуба по делительной окружности в сечении по передней поверхности, равная  . Из треугольника
. Из треугольника  :
:  ;
;  . Подставив значения
. Подставив значения  :
: (4.73)
(4.73) , то получится
, то получится  .
.