|
|
Дополнительный припуск на диаметры, мм
Вес поковки (в килограммах) определяется:
где g – удельный вес металла (для стали g=7,85 г/см3). Вес исходной заготовки при изготовлении поковок из проката определяется как сумма весов поковки, обсечек Gобс и угара Gуг:
Вес обсечек Gобс составляет 7% от веса поковки; угар металла Gуг составляет ~3% от веса поковки. Для приблизительного расчета веса исходной заготовки суммарные потери металла учитывают расходным коэффициентом kр>1 (табл. Таблица 13), тогда необходимое количество металла
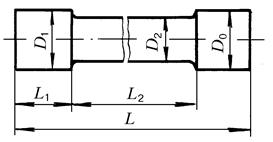
определяют припуски и предельные отклонения на диаметры, выступы и длины уступов, исходя из общей длины поковки (Lобщ =1388 мм). Для диаметра 300 мм припуск и предельное отклонение составляет 16±5 мм; Для диаметра 200 мм – 14±4 мм; Для диаметра 284 мм – 16±5 мм; Для диаметра 180 мм – 14±4 мм. Припуски и предельные отклонения на длину уступов и общую длину детали назначаются в соответствии с рис. Рис. 10. На длину 48 мм припуск и предельное отклонение определяются по зависимости L+1,25δ+0,75δ±2 на длину 336 мм, с учетом того, что припуск уже взят с обеих сторон, припуск и предельное отклонение определяется по зависимости L-0,75δ-0,75δ±1,5 на длину 1000 мм L-0,75δ+0,75δ±1,5 на длину 1388 мм L+1,25δ+1,25δ±2,5 Учитывая, что общий припуск на длину поковки не должен превышать 3-х кратного припуска длины на наибольшем диаметре, т.е. для диаметра 300 мм припуск должен быть не более – 16´3=48 мм. В рассматриваемом примере припуск на общую длину винта равен 2,5 от припуска на наибольшем диаметре, что составляет 40 мм. Поэтому общая длина поковки с допуском будет равняться 1428±8 мм. Объем поковки составит Vпок = V о+ V 1+ V 2+ V 3=p D о2/4× L о+p D 12/4× L 1+p D 22/4× L 2+p D 32/4× L 3= Вес поковки равен составит Gпок=Vпок ×g=76375,93×7,85=599546,34 г»599,5 кг. Исходный объем заготовки с учетом расходного коэффициента Vзаг=kр×Vпок =1,09×76375,93=83249,77 см3. Вес исходной заготовки будет равен Gзаг =Vзаг ×g=83249,77×7,85=653510,70 г»653,5 кг. Наибольший диаметр поковки 300 мм, тогда площадь максимального сечения поковки должна быть Fпок max =p D о2 / 4=706,5 см2, отсюда площадь поперечного сечения заготовки с учетом уковки равна Fзаг=Fпок max×у =706,5×1,3=918,45 см2. Расчетному сечению соответствует профиль круглого сечения
Согласно ГОСТ 2590-88 (табл. Таблица 14) выбирается диаметр исходной заготовки Dзаг =270 мм при F =918,45 см2. Длина исходной заготовки равна Lзаг=Vзаг/F =83249,77/918,45=90,65 см=906,5 мм. Таблица 14 Сталь горячекатаная круглая
При изготовлении поковки основной кузнечной операцией является протяжка с односторонним уступом, т.к. деталь имеет вид вала с уступом с одной стороны. Для получения качественной поковки необходимо выбрать температурный интервал обработки металла. По табл. Таблица 10 для стали 45Х определяются температуры: начала ковки Тнк =1200°С и её окончания Ткк =870…800°С. Рекомендуемый интервал 1200…830°С.
Порядок выполнения работы Каждый студент получает от преподавателя индивидуальный вариант для разработки чертежа поковки и определения ее размеров. Варианты заданий приведены в Приложении 2. Разработка проводится по вышеуказанной методике, основными этапами которой являются: 1. Определение объема и веса поковки; 2. Определение объема и веса заготовки; 3. Определение диаметра и длины исходной заготовки; 4. Обоснование операций, применяемых при ковке; 5. Определение температурного интервала обработки металла. Содержание отчета 1. Перечислить основные этапы разработки чертежа поковки. 2. Указать исходные размеры заготовки. 3. Перечислить и обосновать основные операции используемые для получения поковки. 4. Указать температуры начала и окончания ковки. Контрольные вопросы 1. Перечислить операции свободной ковки. 2. Что называется напуском, допуском, припуском? 3. Чем отличается чертеж детали от чертежа поковки? 4. Какая операция называется осадкой? 5. Какая операция называется протяжкой? 6. Что такое температурный интервал обработки металлов? 7. Для какой цели при определении размера заготовки учитывается коэффициент уковки (у)? Приложение 1 Вариант 1
Вариант 2
Вариант 3
Вариант 4
Вариант 5
Вариант 6
Вариант 7
Вариант 8
Вариант9
Вариант 10
Вариант 11
Вариант12
Вариант13
Вариант 14
Вариант 15
Вариант 16
Вариант 17
Вариант 18
Вариант 19
Вариант 20
Вариант 21
Вариант 22
Вариант 23
Вариант 24
Вариант25
Вариант 26
Вариант 27
Вариант 28
Вариант 29
Вариант 30
Вариант 31
Вариант 32
Приложение 2
Варианты 1…6
Варианты 7…12
Варианты 13…18
Варианты 19…24
СПИСОК ЛИТЕРАТУРЫ 1. Материаловедение и технология конструкционных материалов для железнодорожной техники: Учебник для вузов ж.-д. трансп./Н.Н. Воронин, Д.Г. Евсеев, В.В. Засыпкин и др.; Под ред. Н.Н. Воронина. –М.: Маршрут, 2004. – 456 с. 2. Рубин Г.В., Крукович М.Г., Торопов М.Н. Основы технологии горячей обработки металлов при производстве и ремонте подвижного состава: Учеб. пособие. – М.: МИИТ, 1985. – 140 с. 3. Разработка чертежей модели и поковки деталей: Методические указания к лабораторным работам / Н.Н. Воронин, Г.Д. Кузьмина, С.Н. Муравьёв, Н.А. Чванова, Т.Ф. Черная. –М.: МИИТ, 1999. – 52 с.
СОДЕРЖАНИЕ Работа 1 РАЗРАБОТКА ЧЕРТЕЖА МОДЕЛИ И ОТЛИВКИ............ 3 Работа 2 ПРОЕКТИРОВАНИЕ ЛИТЕЙНОЙ ФОРМЫ..................... 12 Работа 3 РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ................................. 19 Приложение 1............................................................................................ 32 Приложение 2............................................................................................ 48 СПИСОК ЛИТЕРАТУРЫ...................................................................... 50
Учебно-методическое издание
Николай Николаевич Воронин   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|


 =(48+32)±10=80±10 мм;
=(48+32)±10=80±10 мм; см = 342 мм.
см = 342 мм.