|
|
Статистических методов контроля ⇐ ПредыдущаяСтр 5 из 5 Контрольная карта (КК) - это простой графический метод оценки степени статистической неуправляемости процесса путем сравнения отдельных статистических данных из выборок или подгрупп групп с контрольными границами. Данные карты могут быть построены для количественных или альтернативных данных.
Альтернативные данные - результат наблюдений наличия (или отсутствия) определенного признака для каждой рассматриваемой единицы выборки и подсчета числа единиц, имеющих (или не имеющих) данный признак или число таких признаков в единице, группе, выборке и т.д. Существует три основных вида контрольных карт (КК). 1. КК Шухарта и ее разновидности. С помощью этих карт оценивают, находится ли процесс в статистически управляемом состоянии. Иногда их используют для приемки процессов, хотя специально они для этого не созданы. 2. Приемочные КК, предназначенные специально для определения критерия приемки процесса. 3. Адаптивные КК для регулировки процесса с помощью планирования его тренда и проведения упреждающей корректировки на основании прогнозов. В данной работе рассматриваются только КК первого вида. В работе рассмотрены КК только для количественных данных. Эти карты имеют следующие преимущества: 1. Большинство размеров и параметров могут быть измерены, т.е. применимость таких карт очень широка. 2. Характеристики процесса могут быть проанализированы безотносительно установленных требований. 3. Хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для них почти всегда гораздо меньше и применение КК по количественному признаку намного эффективнее. Для данных карт предполагается нормальное распределение характеристик качества размеров внутри выборок. С учетом этого выведены и коэффициенты для расчета контрольных границ. Карты средних В табл. 24 приведены формулы для расчета контрольных границ
Т а б л и ц а 24 — Формулы для расчета контрольных границ UCL и LCL для карт Шухарта с использованием количественных данных
Примечание – Заданы стандартные значения Х0 или μ, R0, S0 σ0.
Для расчета контрольных границ по данному методу необходимо знать среднюю величину размера Х0 на заданной операции технологического процесса, которая может быть определена по формуле:
где Xmax, Xmin верхние и нижние предельные размеры обрабатываемой поверхности. Для того чтобы процесс обеспечивал необходимую точность, должно соблюдаться условие
где ω – поле рассеяния размеров в партии деталей. Для нормального закона распределения ω=6S. Отсюда
Для выполнения данного раздела необходимо для 1-2 операций обработки поверхности произвести расчет границ регулирования для Пример. На токарном станке с ЧПУ обработана партия деталей n = 100 шт. Средний размер деталей деталей Х0 = 52,53 мм. Предельные значения Xmax = 53,65 мм и Xmin = 53,41 мм, T = 0,24 мм. Величину среднеквадратического отклонения S(σ0) определяем по формуле (6.38)
Для контроля взято 20 выборок объемом 5 шт. каждая. Расчет контрольных границ производим по формулам таблицы 24.
UCL = X0 +A1σ0 = 52,53 + 1,342 · 0,03 = 52,57 мм. LCL = X0 – A1σ0 = 52,53 – 1,342 · 0,03 = 52 49 мм.
R – карта: UCL = D2σ0 = 4,918 · 0,03 = 0,15 мм. LCL = D1σ0 = 0 (так как n < 7, то LCL отсутствует). Центральная линия: d2σ0 = 2,326 · 0,03 = 0,07 мм
Соответствующие карты приведены на рис. 3 и 4.
Рисунок 3. Карта средних Хср
Рисунок 4. Карта размахов R
Т а б л и ц а 25 — Коэффициенты для вычисления границ контрольных карт [10]
Расчет настроечного размера
При настройке инструмента перед обработкой партии деталей методом автоматического получения размеров центр рассеяния размеров должен быть расположен в той части установленного допуска, чтобы иметь возможность использования всего поля допуска для компенсации размерного износа инструмента и для сокращения количества подналадок за период стойкости инструмента. Например, если настроить резец при точении на середину поля допуска, то для компенсации износа резца можно будет использовать лишь половину допуска на размер. Если же настроечный размер расположен на расстоянии примерно в 1/4 TD от верхнего предельного размера Xmax (TD - допуск на размер D), то на компенсацию износа инструмента можно использовать почти три четверти поля допуска. В соответствии с рекомендациями[11, 12] уровень настройки Х0 определяется по одной из следующих формул: - при смещении уровня настройки в процессе обработки к верхнему предельному размеру Xmax (наружное точение)
_ при смещении уровня настройки в процессе обработки к нижнему предельному размеру Xmin (растачивание)
где Xmax и Xmin – верхние и нижние предельные размеры обрабатываемой поверхности, мм; δс – смещение уровня настройки за период стойкости инструмента, мм; σm – среднеквадратическое отклонение размеров при обработке в малой выборке (характе ризует мгновенную погрешность обработки на данной операции), мм; TН – поле допуска на настройку, мм. Смещение уровня настройки за период стойкости инструмента представляет собой
где Объем мгновенных выборок обычно 4-6 штук. Основной причиной смещения уровня настройки δС является размерный износ инструмента. При односторонней обработке (точение торца, обработка плоскости и т.п.)
При двусторонней обработке (обработка поверхности вращения, одновременная обработка двух поверхностей и т.п.)
где U 0 – относительный износ инструмента, мкм/км; l – путь резания за период стойкости инструмента, м. Расчет l при обработке деталей производится по формулам 6.21-6.29. Число деталей, обработанных за период стойкости инструмента, может быть определено по формуле
где Т – период стойкости инструмента, мин; Т 0 – основное время обработки одной детали, мин. значения Т определяются с помощью источника [16]. Величина Т 0 может быть рассчитана и по приблизительным формулам, приведенным в приложении 1 [2]. Среднеквадратическое отклонение размеров σm в малой выборке на данной операции может быть определено исходя из значения поля рассеяния в этой выборке Δm. По рекомендации ИСО 1938-71 принимается (при доверительной вероятности Р=0,95) Δ m = ±2σ m. Откуда
Значения Δm, как мгновенной погрешности обработки, приведены в табл. 13-16. Так при обработке на токарных станках деталей диаметром 50-80-мм Δm =Δсл находится в пределах 19-46 мкм. Допустимая в данных условиях обработки погрешность настройки при распределении ее значений по нормальному закону распределения определяется по формуле
где T – поле допуска на обработку, мм; Δm – мгновенное поле рассеяния контролируемого параметра; Δн.у – абсолютное значение погрешности контроля точности настройки, мм; δизм – погрешность измерения, мм. Значение Δн.у представляет собой погрешность метода расчета среднеарифметического значения в малой выборке и может вычислено следующим образом
где n – объем выборки. Допустимая для данных условий погрешность измерений δизм принимается по табл. 18. В соответствии с δизм по [18] выбираются средства измерений. Пример. Рассчитать настроечный размер для операции чистового точения шейки вала диаметром 60,86-0,07 мм.
Решение:
3. Определяем Δн.у = Δрасч. = 4. По [16] принимаем стойкость резца с твердым сплавом Т30К4 Т = 60 мин при подаче Sпр = 0,3 мм/об. 5. С учетом того, что Т0 = 0,75 мин (табл. 5) определяем число обработанных деталей за период стойкости резца
6. Рассчитываем длину резания при точении диаметра 60,86 на длине 73 мм, при Sпр = 0,3 мм/об при обработке 80 дет
7. По табл. 10 принимаем U 0 = 4 мкм/км.
8. Определяем смещение уровня настройки:
9. Рассчитываем поле допуска на настройку
С учетом рекомендаций таблицы 21 принимаем ТН = 20 мкм
10. Рассчитываем настроечный размер
Х0 =
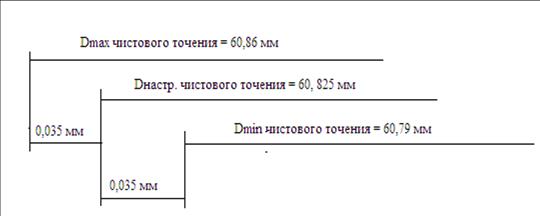
11. Строим графическую схему предельных и настроечного размера на рассматриваемой операции, рис. 5.
Рисунок 5. Схема предельных и настроечного размеров на операции точения
Заключение. Поскольку значения смещения уровня настройки δС за период стойкости, мгновенной погрешности обработки Δm и допуска на настройку ТН для данных условий соизмеримы с допуском на обработку ТА настроечный размер совпал с серединой поля допуска.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки.
Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки. и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик
и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик  . Поэтому эти карты всегда применяют и анализируют парами.
. Поэтому эти карты всегда применяют и анализируют парами. , R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое
, R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое 
 или
или



 ,
, 



 ; (6.34)
; (6.34) , (6.37)
, (6.37) . (6.38)
. (6.38) мм.
мм.

 ; (6.39)
; (6.39) , (6.40)
, (6.40) , (6.41)
, (6.41) ,
,  – средние арифметические значения размеров обработки в последней и в первой мгновенных выборках за период стойкости инструмента.
– средние арифметические значения размеров обработки в последней и в первой мгновенных выборках за период стойкости инструмента. . (6.42)
. (6.42) , (6.43)
, (6.43) , (6.44)
, (6.44) . (6.45)
. (6.45) , (6.46)
, (6.46) н.у = Δрасч. =
н.у = Δрасч. =  , (6.47)
, (6.47) мкм (формула 6.47)
мкм (формула 6.47) шт.
шт. м.
м. мкм.
мкм. мкм.
мкм. мм.
мм.