|
|
Основы термической обработки.Термической обработкой называют технологические процессы, состоящие из нагрева и охлаждения металлических изделий с целью изменения их структуры и свойств. Термической обработке подвергают слитки, отливки, полуфабрикаты, сварные соединения, детали машин и инструменты. Основными видами термической обработки являются отжиг, закалка, отпуск и старение. Каждый из указанных видов имеет несколько разновидностей. Отжиг– термическая обработка, в результате которой металлы или сплавы приобретают структуру, близкую к равновесной. Отжиг вызывает разупрочнение металлов и сплавов, сопровождающееся повышением пластичности и снятием остаточных напряжений. Температура нагрева при отжиге зависит от состава сплава и конкретного вида отжига. Скорость охлаждения с температуры отжига обычно невелика и лежит в пределах 30…200 °С/ч. Закалка – термическая обработка, в результате которой в сплавах образуется неравновесная структура. Неравновесные структуры при термической обработке можно получить только в том случае, когда в сплавах имеются превращения в твердом состоянии – полиморфные превращения твердых растворов, распад твердого раствора по эвтектоидной реакции, переменная растворимость и др. Для получения неравновесной структуры сплав нагревают выше температуры фазового превращения в твердом состоянии. Затем его быстро охлаждают, чтобы предотвратить равновесное превращение при снижении температуры. Отпуск и старение– термическая обработка, в результате которой в предварительно закаленных сплавах происходят фазовые превращения, приближающие их структуру к равновесной. Термин «отпуск» используют обычно применительно к сталям и другим сплавам, испытывающим при закалке полиморфное превращение, а термин «старение» - применительно к сплавам, не претерпевающим при закалке полиморфного превращения. Сочетание закалки с отпуском или старением практически всегда предполагает получение более высокого уровня свойств (твердости, характеристик прочности, коэрцитивной силы, удельного электрического сопротивления и др.) по сравнению с отожженным состоянием. При этом температуру и выдержку выбирают таким образом, чтобы равновесное состояние при обработке не достигалось, как это происходит при отжиге. Скорость охлаждения с температуры отпуска или старения обычно не влияет на структуру и свойства сплавов. Поскольку термообработка связана с изменением температуры, необходимо рассмотреть, какие процессы протекают в материалах при нагреве и охлаждении.
2.1.1. Превращения в сталях при нагреве до аустенитного состояния Принято температуры равновесных превращений, совершающихся в железе и сталях в твердом состоянии, обозначать буквой А с соответствующим индексом. Температуры фазовых равновесий указаны на диаграмме состояния Fe – Fe3C, поэтому обозначения связаны с линиями этой диаграммы (рисунок 2.1). Эвтектоидную температуру (линия PSK) обозначают А1, температуру магнитного превращения – А2 (линия МО), температуру линии GS – А3, температуру полиморфного превращения Feg ® Fea (линия NJ) – А4, температуру линии SE – Аm. Вследствие гистерезиса температуры превращений при нагреве всегда выше соответствующих температур при охлаждении, поэтому введена дополнительная индексация: при нагреве – индекс c, при охлаждении – индекс r. Магнитное превращение не имеет гистерезиса. Рассмотрим превращения, происходящие при нагреве в сталях с исходной равновесной структурой. При нагреве до температуры АС1 происходит растворение в феррите некоторого количества цементита в соответствии с линией предельной растворимости PQ (рисунок 2.1).
Рисунок 2.1. Обозначения температур фазовых превращений в сталях
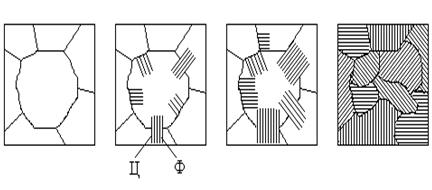
При достижении температуры АС1 в сталях начинается превращение перлита в аустенит. Кристаллы аустенита зарождаются преимущественно на межфазных поверхностях раздела феррита с цементитом (рисунок 2.2).
Превращение состоит из двух параллельно идущих процессов: полиморфного a ® g - перехода и растворения в g-Fe кристаллов цементита. Полиморфное превращение идет с более высокой скоростью, поэтому по завершении превращения аустенит сохраняет неоднородность по углероду, для устранения которой требуется некоторое время. Поскольку в каждой перлитной колонии имеется несколько центров кристаллизации аустенита, превращение при температуре АС1 сопровождается измельчением зерна стали. Число зарождающихся при температуре АС1 кристаллов аустенита возрастает с увеличением дисперсности перлита и скорости нагрева. В стали эвтектоидного состава перекристаллизация заканчивается после завершения превращения перлита в аустенит. В доэвтектоидных сталях при нагреве от АС1 до АС3 происходит превращение избыточного феррита в аустенит, а в заэвтектоидных сталях при нагреве от АС1 до АСm – растворение избыточного цементита в аустените. Оба процесса сопровождаются диффузией углерода, приводящей к выравниванию концентрации и небольшому укрупнению зерен аустенита. Повышение температуры стали в однофазной аустенитной области приводит к дальнейшему росту зерен аустенита – происходит процесс собирательной рекристаллизации. Стали, имеющие грубую крупнозернистую структуру вследствие высокотемпературных нагревов, называют перегретыми. Перегрев исправляется повторной аустенизацией с нагревом до более низкой температуры. 2.1.2. Превращения переохлажденного аустенита Увеличивая скорость охлаждения стали или, вводя в сталь легирующие элементы, можно значительно повысить степень переохлаждения аустенита, т. е. понизить температуру его превращения. От степени переохлаждения аустенита зависят механизм и кинетика превращения и, соответственно, структура и свойства продуктов превращения. В технологических процессах термической обработки распад аустенита происходит в условиях непрерывного охлаждения или изотермически (при постоянной температуре). Процессы распада переохлажденного аустенита подразделяют на два типа: 1) диффузионные – перлитное и промежуточное (бейнитное); 2) бездиффузионное – мартенситное.
Кинетику диффузионных превращений удобнее изучать в изотермических условиях. Влияние степени переохлаждения на устойчивость аустенита и скорость превращения представляют графически в виде диаграмм. Эти диаграммы строят в координатах температура превращения – время. Обычно время откладывают на логарифмической шкале (рисунок 2.3). Диаграммы строят на основе экспериментальных данных. Образцы сталей, нагретые до аустенитного состояния, быстро переносят в ванну с жидкой средой, имеющей температуру ниже равновесной температуры превращения, и выдерживают до завершения превращения. При этом фиксируют изменение какого-либо свойства, чтобы определить время начала и конца превращения. При температурах, меньших точки Кюри, следят за изменением магнитных свойств стали, так как они наиболее резко изменяются – аустенит парамагнитен, а продукты превращения ферромагнитны.
Рисунок 2. 3. Диаграмма изотермического превращения переохлажденного аустенита эвтектоидной стали
Основные закономерности перлитного превращения рассмотрим на примере эвтектоидной стали. Изотермический распад аустенита эвтектоидной стали происходит в интервале температур от Аr1 (720 °С) до Мн (220…250 °С), где Мн – температура начала мартенситного превращения. Мартенситное превращение в эвтектоидной стали при постоянной температуре ниже точки Мн не происходит. На диаграмме (рисунок 2.3) нанесены две линии, имеющие форму буквы «С» - С-образные кривые. Линия 1 указывает время начала превращения переохлажденного аустенита, линия 2 – конца превращения. Между линиями 1 и 2 находится область, в которой происходит превращение. Правее линии 2 находится область, в которой существуют продукты превращения аустенита. Превращение аустенита при температурах в интервале Аr1–550 °С называют перлитным, а превращение при температурах в интервале 550 °С – Мн – промежуточным. Центры кристаллизации перлитных колоний возникают преимущественно на границах зерен аустенита, при этом перлитные колонии растут во все стороны (рисунок 2.4). При перлитном превращении полиморфный переход g ® a сопровождается перераспределением углерода. Для образования цементита необходимо перемещение атомов углерода на расстояния, значительно больше межатомных расстояний. Строение перлитной структуры от температуры превращения. С увеличением степени переохлаждения, в соответствии с общими законами кристаллизации, уменьшается размер образующихся кристаллов, т. е. возрастает дисперсность ферритно-цементитной смеси.
Рисунок 2.4. Схема роста перлитных колоний
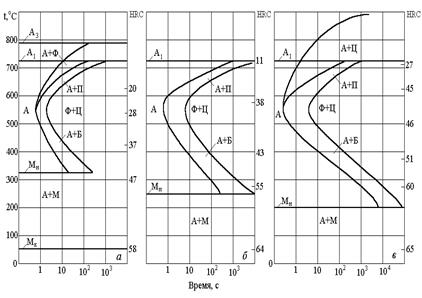
Дисперсность перлитных структур принято оценивать межпластиночным расстоянием, за которое принимают среднюю суммарную толщину соседних пластинок феррита (Ф) и цементита (Ц) (см. рисунок 2.4). Если превращение происходит при температурах более высоких, чем 650…670 °С, образуется сравнительно грубая смесь кристаллов феррита и цементита с межпластиночным расстоянием 500…700 нм. Такую смесь называют собственно перлитом (П). Превращение при температуре 640…590 °С дает межпластиночное расстояние 300…400 нм, такую перлитную структуру называют сорбитом (С). При температуре превращения 580…550 °С межпластиночное расстояние уменьшается до 100…200 нм, такую структуру называют трооститом (Т). Указанное деление перлитных структур условно, так как дисперсность смесей монотонно увеличивается с понижением температуры превращения. С увеличением дисперсности структур перлитного типа возрастают прочность и твердость стали. Лучшую пластичность и вязкость имеет структура сорбита. В интервале температур промежуточного превращения аустенит распадается с образованием структур, называемых бейнитом (Б). Бейнит представляет собой двухфазную смесь кристаллов феррита и цементита. Основная особенность промежуточного превращения состоит в том, что полиморфный переход происходит по мартенситному механизму. Превращение в данном участке объема начинается с перераспределения углерода, в результате которого одни зоны зерен аустенита обедняются, а другие обогащаются углеродом. С уменьшением количества растворенного углерода повышается температура мартенситного превращения, поэтому мартенситное превращение происходит в первую очередь в обедненных углеродом зонах g-твердого раствора. В зонах твердого раствора, обогащенных углеродом, происходит выделение мелких (в виде коротких палочек) кристаллов цементита, а по мере обеднения аустенита углеродом также развивается мартенситное превращение. Аустенит к моменту полиморфного превращения не полностью освобождается от избыточного углерода, поэтому кристаллы феррита, имеющие форму очень тонких пластин, несколько пересыщены углеродом. Бейнит, образовавшийся при температуре 400…550 °С называют верхним, он имеет перистое строение. Бейнит, образовавшийся при более низких температурах, называют нижним, он имеет пластинчатое строение. Характерно, что промежуточное превращение не доходит до конца, часть аустенита остается непревращенной. Степень превращения убывает с повышением температуры. Не превращенный аустенит либо сохраняется, либо превращается в мартенсит, что зависит от состава стали. Верхний бейнит имеет неблагоприятное сочетание механических свойств. Пониженная прочность из-за сохранения нераспавшегося аустенита сочетается с низкими пластичностью и вязкостью. Высокой прочностью и одновременно достаточно высокими пластичностью и вязкостью обладает нижний бейнит, а именно бейнит, полученный при температуре на 50…100 °С выше мартенситной точки Мн. Изотермическое превращение аустенита в доэвтектоидной и заэвтектоидной сталях (рисунок 2.5) отличается от превращения в эвтектоидной стали тем, что в верхнем интервале температур сначала выделяются избыточные фазы – феррит (в доэвтектоидной стали) или цементит (в заэвтектоидной стали). Начало выделения избыточного феррита или цементита на диаграмме изотермического распада отмечается дополнительной кривой. Количество выделяющейся избыточной фаза уменьшается с понижением температуры, и при некоторой степени переохлаждения распад начинается непосредственно с образования эвтектоида, который отличается от перлита иным составом.
Рисунок 2.5. Диаграммы изотермического распада переохлажденного аустенита: а – доэвтектоидная сталь (0,45 % С); б – эвтектоидная сталь (0,8 % С); в – заэвтектоидная сталь (1,2 % С)
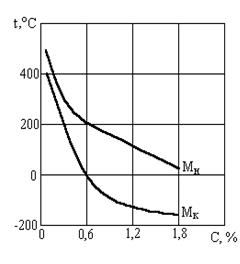
2.1.3. Мартенситное превращение. Структура и свойства мартенсита Область мартенситного превращения показана на диаграммах изотермического превращения ниже температуры Мн. Мартенситное превращение интенсивно протекает при непрерывном охлаждении в интервале температур от Мн до Мк. Малейшая изотермическая выдержка в этом интервале температур приводит к стабилизации аустенита, т. е. превращение не доходит до конца, и кроме мартенсита в структуре наблюдается так называемый остаточный аустенит. Аустенит может оставаться в структуре также тогда, когда в углеродистой стали содержится больше 0,6 % С и охлаждение ведут только до 0 °С (рисунок 2.6). Для получения мартенситной структуры аустенит углеродистых сталей необходимо очень быстро и непрерывно охлаждать, применяя для этого холодную (лучше соленую) воду. Быстрое охлаждение необходимо для того, чтобы подавить возможные диффузионные процессы и образование перлитных и бейнитных структур. Мартенсит (М) представляет собой неравновесную фазу – пересыщенный твердый раствор внедрения углерода в a-железе. Кристаллы мартенсита, имея пластинчатую форму, растут с огромной скоростью, равной скорости звука в стали (~5000 м/с).
Рисунок 2.6. Зависимость температур начала и окончания мартенситного превращения от содержания углерода в стали
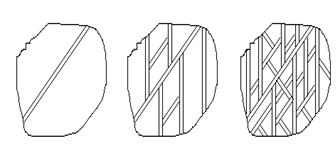
Росту кристаллов мартенсита препятствует граница зерна аустенита или ранее образовавшаяся пластина мартенсита (рисунок 2.7).
Рисунок 2.7. Схема образования мартенситных пластин в одном аустенитном зерне
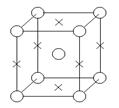
Академик Г.В. Курдюмов дал классическое определение мартенситному превращению: «…Мартенситное превращение состоит в закономерной перестройке решетки, при которой атомы не обмениваются местами, а лишь смещаются на расстояния, не превышающие межатомные». В процессе мартенситного превращения углерод остается в твердом растворе, искажая кристаллическую решетку a-железа. Мартенсит имеет тетрагональную кристаллическую решетку. На рисунке 2.8 крестиками показаны возможные места расположения атомов углерода. Чем больше углерода было в аустените, тем большее число мест в элементарных ячейках мартенсита будет занято углеродом, и тем большими окажутся средние искажения кристаллической решетки. Свойства мартенсита сталей зависят от количества растворенного в нем углерода.
Рисунок 2.8. Тетрагональная ячейка кристаллической решетки мартенсита
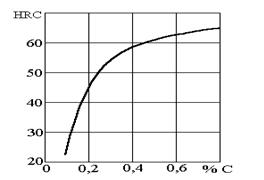
На рисунке 2.9 показано влияние углерода на твердость мартенсита. По аналогичной кривой изменяется и временное сопротивление сталей. Мартенсит имеет очень высокую твердость, равную или превышающую HRCэ 60, при содержании углерода, более 0,4 %. С увеличением содержания углерода возрастает хрупкость мартенсита. Мартенситное превращение в сталях сопровождается заметным увеличением объема. Весьма сильно изменяются и другие физические свойства.
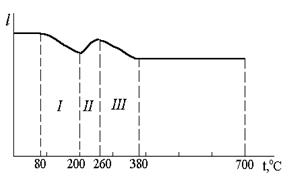
Рисунок 2.9. Зависимость твердости мартенсита сталей от содержания углерода 2.1.4. Превращения в закаленных сталях при нагреве В результате закалки сталей чаще всего получают структуру мартенсита с некоторым количеством остаточного аустенита. При нагреве (отпуске) такой закаленной стали происходит несколько процессов: 1) распад мартенсита, состоящий в выделении углерода в виде карбидов; 2) распад остаточного аустенита; 3) карбидное превращение; 4) коагуляция карбидов; 5) уменьшение несовершенства кристаллического строения и остаточных напряжений. Фазовые превращения при отпуске принято разделять на три превращения в зависимости от изменения удельного объема стали. На рисунке2.10 схематично показано изменение длины закаленного образца углеродистой стали при отпуске. Первое превращение происходит в интервале температур 80…200 °С, второе – 200…260 °С, третье – 260…380 °С.
Рисунок 2.10. Схема изменения длины цилиндрического образца стали с содержанием углерода более 0,6 % при отпуске
При первом превращении из мартенсита выделяется часть углерода в виде метастабильного e-карбида, имеющего гексагональную кристаллическую решетку и состав, близкий к Fe2C. Превращение с очень малой скоростью идет и без нагрева. Уменьшение количества растворенного углерода снижает тетрагональность мартенсита – длина образца уменьшается. При втором превращении одновременно происходит несколько процессов: продолжается распад мартенсита, распадается остаточный аустенит и начинается карбидное превращение. В мартенсите остается около 0,2 % растворенного углерода. Распад аустенита происходит по бейнитному механизму и образуется смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Начинается превращение e-карбида в цементит. При большом количестве исходного остаточного аустенита длина образца увеличивается. При третьем превращении завершается распад мартенсита и карбидное превращение. Из мартенсита выделяется весь пересыщающий углерод в виде карбидов, тетрагональность кристаллической решетки устраняется и мартенсит переходит в феррит. В структуре остается только карбид цементитного типа. Оба процесса вызывают увеличение плотности стали – длина образца уменьшается. Ферритно-карбидная смесь, образовавшаяся в конце третьего превращения, очень дисперсна и имеет примерно такую же твердость, как троостит. Ее называют трооститом отпуска. Структуру стали, образовавшуюся при температурах первого и второго превращений, называют отпущенным мартенситом. При более высоких температурах (380..700 °С) происходят изменения формы и размеров карбидов и структуры феррита. Если в интервале температур третьего превращения цементит имеет форму тонких пластин, то с повышением температуры происходит коагуляция – кристаллы цементита укрупняются (более мелкие кристаллы распадаются) и их форма приближается к сфероидальной. В феррите устраняется высокая плотность дислокаций, созданная фазовым наклепом. Пластинчатые кристаллы феррита укрупняются за счет устранения границ и их форма приближается к равноосной. Ферритно-карбидную смесь, которая образуется при температуре 450…650 °С, называют сорбитом отпуска. После отпуска при температуре, близкой к температуре А1, образуется грубая ферритно-карбидная смесь – зернистый перлит. При нагреве стали с дисперсными структурами перлита или бейнита происходит, коагуляция и сфероидизация карбидов. При отпуске бейнитных структур, помимо этого, происходит выделение карбидов из пересыщенного a-твердого раствора и изменение структуры феррита, как и при отпуске мартенсита.
Контрольные вопросы: 1. Что называется способностью, стали приобретать повышенную твердость при закалке? 2. Какой обработке подвергают сталь ШХ15 для стабилизации размеров подшипников? 3. Чем характеризуется «отдых»? 4. Чем характеризуется «старение»? 5. После охлаждения в какой среде закалочные напряжения меньше? 6. Какова скорость охлаждения углеродистых и легированных сталей? 7. Что такое термическая обработка? 8. Чем отличается перекристаллизация от рекристаллизации?
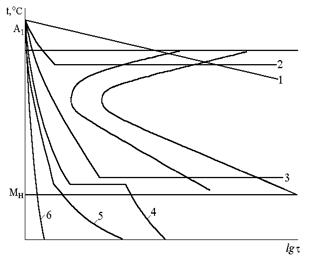
Отжиг и нормализация стали. Основными видами термической обработки стали являются отжиг, нормализация, закалка и отпуск. Отжиг I рода проводят для уменьшения химической или физической неоднородности, созданной предшествующими обработками. Существует несколько видов отжигов I рода. Диффузионный отжиг (гомогенизацию) применяют с целью уменьшения дендритной или внутрикристаллитной ликвации, которая может приводить к хрупкому разрушению стали, обрабатываемой давлением. Нагрев при диффузионном отжиге должен составлять 1100…1200 °С. Общая продолжительность диффузионного отжига, состоящего из нагрева, выдержки и медленного охлаждения составляет 50…100 ч и более. Рекристаллизационный отжиг применяют для устранения наклепа и повышения пластичности перед холодной обработкой давлением. Температура рекристаллизационного отжига стали зависит от ее состава и чаще всего находится в пределах 650…760 °С. Продолжительность отжига может составлять от 0,5 до 12 ч. Отжиг для снятия остаточных напряжений применяют для отливок, сварных изделий, деталей после обработки резанием и других обработок, в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации возникли остаточные напряжения. Остаточные напряжения могут вызвать изменение размеров и коробление изделий в процессе его обработки, эксплуатации или хранения. Отжиг стальных изделий для снятия остаточных напряжений проводят при 160…700 °С в течение 2…3 ч с последующим медленным охлаждением. Остаточные напряжения снимаются при других видах отжига, а также при отпуске. Отжиг II рода (фазовая перекристаллизация) заключается в нагреве стали до температур выше точек АС3 или АС1, выдержке и последующем медленном охлаждении, в результате которого протекающие фазовые превращения приближают сталь к практически равновесному структурному состоянию и измельчают зерно. Этот вид отжига в большинстве случаев является подготовительной термической обработкой. Различают следующие виды отжига II рода: полный, изотермический, неполный и сфероидизирующий. Полный отжиг заключается в нагреве доэвтектоидной стали на 30…50 °С выше температуры, соответствующей точке А3, выдержке при этой температуре в течение 0,5…1,0 ч для полного прогрева и завершения фазовых превращений в объеме металла и последующем медленном охлаждении. В результате такого отжига получается мелкозернистая структура, обеспечивается высокая вязкость и пластичность. При изотермическом отжигесталь, обычно легированную, нагревают до точки А3 + (50…70 °С) и сравнительно быстро охлаждают (обычно переносом в другую печь) до температуры, лежащей ниже точки А1 на 100…150 °С, в зависимости от характера кривой изотермического распада аустенита (рисунок 2.11).
Рисунок 2.11. Сопоставление способов охлаждения при фазовой перекристаллизации и закалке стали: 1 – полный и неполный отжиг; 2 – изотермический отжиг; 3 – изотермическая закалка; 4 – ступенчатая закалка, 5 – закалка в двух средах; 6 – непрерывная закалка
При этой температуре назначают изотермическую выдержку, необходимую для полного распада аустенита, после чего следует охлаждение на воздухе. Преимущество изотермического отжига по сравнению с полным состоит в уменьшении длительности процесса, особенно для легированных сталей. Неполный отжиг отличается от полного тем, что сталь нагревают до более низкой температуры (немного выше точки АС1). При неполном отжиге доэвтектоидной стали происходит частичная перекристаллизация стали, а именно лишь переход перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит, поэтому значительная его часть не подвергается перекристаллизации. Для доэвтектоидной стали неполный отжиг применяется лишь тогда, когда требуется только снижение твердости. Заэвтектоидные стали подвергают только неполному отжигу. В этих сталях нагрев несколько выше точки АС1 (обычно на 10…30 °С) вызывает практически полную перекристаллизацию металлической матрицы. Сфероидизирующему отжигу подвергают инструментальную углеродистую (эвтектоидную и заэвтектоидную) сталь, содержащую от 0,8 до 2 % С перед обработкой резанием. Для этого ее нагревают несколько выше АС1 (750…770 °С) и медленно охлаждают или изотермически выдерживают при субкритической температуре 650…680 °С. В результате такой обработки частицы цементита, не растворившегося при нагреве, и микрообъемы с повышенной концентрацией углерода в аустените из-за недостаточно полной ее гомогенизации служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении ниже точки А1 и принимающего в этом случае зернистую форму. Если избыточный цементит находился в виде сетки, что является дефектом, то перед этим отжигом предварительно нужно провести нормализацию с нагревом выше Аcm для растворения сетки из вторичного цементита с последующим охлаждением на воздухе для предупреждения выделения этого цементита по границам аустенита. Сталь с зернистым перлитом имеет более низкие значения твердости, временного сопротивления и, соответственно, более высокие относительные удлинения и сужения, хорошо обрабатывается резанием. Кроме того, такая структура при последующей закалке стали обеспечивает мелкое зерно, расширяет интервал закалочных температур и уменьшает склонность к образованию трещин. Нормализация отличается от полного отжига в основном условиями охлаждения. После нагрева на 50…70 °С выше температуры АС3 или Асm сталь охлаждают на спокойном воздухе. Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке. Нормализацию широко применяют для улучшения свойств стальных отливок вместо закалки и отпуска. Контрольные вопросы: 1. До какой температуры нагревают доэвтектоидные стали при нормализации? 2. Что такое «отжиг»? 3. Что такое «нормализация»? 4. При какой температуре производят полный отжиг углеродистой стали 45? 5. Когда следует производить отжиг первого рода? 6. Когда следует производить отжиг второго рода? 7. Когда следует производить изотермический отжиг? 8. Когда производится нормализация стали?
Закалка и отпуск стали. 2.3.1. Закалка сталей состоит в нагреве до температур выше температур фазовых превращений, выдержке при этой температуре для прогрева изделий и завершения превращений (~ 1 мин на 1 мм толщины изделий) и быстром охлаждении в закалочной среде. В качестве закалочных сред используют воду, масло, водные растворы солей и щелочей, водные растворы полимеров, расплавы солей и т. д. Закалка сталей позволяет получить структуру наивысшей твердости, т. е. мартенсит, при последующем отпуске которого можно понизить твердость и повысить пластичность стали. При равной твердости структуры, полученные при отпуске мартенсита, имеют лучшие механические свойства, чем структуры, полученные непосредственно в результате распада аустенита, за исключением нижнего бейнита. При полной закалке в результате нагрева сталь переводят в однофазное аустенитное состояние. Полной закалке подвергают доэвтектоидные стали, для которых оптимальная температура нагрева составляет АС3+(30…50 °С). Такая температура обеспечивает получение при нагреве мелкозернистого аустенита и, соответственно, после охлаждения - мелкокристаллического мартенсита. Неполной закалке подвергают эвтектоидные и заэвтектоидные стали. Оптимальная температура нагрева для углеродистых и низколегированных сталей – АС1 + (30…50 °С). После закалки заэвтектоидная сталь приобретает структуру, состоящую из мартенсита и цементита. Кристаллы цементита тверже кристаллов мартенсита, поэтому после неполной закалки заэвтектоидные стали имеют более высокую твердость, чем при полной. Перед закалкой для обеспечения зернистой структуры цементита заэвтектоидные стали подвергают нормализации и сфероидизирующему отжигу. Для получения мартенситной структуры необходимо переохладить аустенит до температуры мартенситного превращения, следовательно, скорость охлаждения должна быть очень большой – 1400…400 °С/с для углеродистых сталей (кривая 6, см. рисунок 2.11). Такая скорость охлаждения достигается погружением закаливаемых деталей в холодную воду или в воду с добавками соли или едкого натра. Резкое охлаждение деталей приводит к возникновению остаточных напряжений, которые могут вызвать коробление деталей и появление трещин. Остаточные напряжения уменьшаются при условии одновременного превращения по сечению детали и понижения скорости охлаждения в интервале температур Мн – Мк. Поэтому часто для уменьшения остаточных напряжений условия охлаждения усложняют. Применяют закалку в двух средах и ступенчатую закалку (кривые 5 и 4, см. рисунок 2.11). При закалке в двух средах нагретую деталь погружают на определенное время в воду, в результате чего достигается быстрое прохождение температурного интервала минимальной устойчивости аустенита, а затем переносят в более мягкую охлаждающую среду, обычно в масло. При ступенчатой закалке нагретую деталь переносят в жидкую среду, имеющую температуру на 50…100 °С выше мартенситной точки Мн закаливаемой стали, и выдерживают небольшое время, необходимое для выравнивания температуры по сечению, а затем окончательно охлаждают на спокойном воздухе. К ступенчатой закалке прибегают обычно при термической обработке инструментов небольшого сечения из низко- и среднелегированных сталей. При таком способе закалки имеется также возможность правки инструментов в специальных приспособлениях при охлаждении после изотермической выдержки. Конструктивная прочность многих изделий, работающих в условиях истирания, зависит от структуры поверхностных слоев. Одним из методов упрочнения в этих случаях является поверхностная закалка. Основным способом поверхностной закалки является индукционный, при котором нагрев деталей осуществляется токами высокой частоты (ТВЧ). Используются также различные виды лучевого нагрева - электроннолучевой, лазерный, световой. В некоторых случаях после закалки на мартенсит и последующего отпуска не удается получить достаточную прочность и вязкость. Тогда применяют изотермическую закалку на нижний бейнит, обладающий высокой вязкостью и прочностью (кривая 3, см. рисунок 2.11). При изотермической закалке нагретую деталь переносят в ванну с расплавленными солями, имеющую температуру на 50…100 °С выше мартенситной точки Мн и выдерживают при этой температуре до завершения превращения аустенита в бейнит и затем охлаждают на воздухе. Обработке холодом подвергают закаленные легированные стали, для которых температура конца мартенситного превращения Мк значительно ниже температуры 20…25 °С. Вследствие этого после закалки наряду с мартенситом в структуре содержится большое количество остаточного аустенита. Остаточный аустенит понижает твердость закаленной стали и может вызвать непостоянство размеров готовых деталей, так как способен распадаться при низких температурах с малой скоростью. Для стабилизации размеров закаленных деталей и повышения их твердости сразу после закалки проводится охлаждение до температуры Мк, в процессе которого аустенит превращается в мартенсит. Температура Мк легированных сталей изменяется в широких пределах, поэтому при обработке холодом их охлаждают до температур от –40 до –196 °С (температуры жидкого азота). Обработке холодом подвергают измерительные инструменты, детали подшипников качения, цементованные детали из легированных сталей и ряд других изделий. Важнейшими характеристиками сталей в отношении термической обработки являются закаливаемость и прокаливаемость. Закаливаемость определяется твердостью поверхности закаленной стали, которая охлаждается с максимальной скоростью, и зависит главным образом от содержания углерода в стали. Прокаливаемостью называют способность стали закаливаться на определенную глубину. Условились при оценке прокаливаемости закаленными считать слои, в которых содержится не менее 50 % мартенсита и 50 % троостита (полумартенситная зона). Установлено, что легирование стали любыми элементами, кроме кобальта, увеличивает прокаливаемость, так как при этом повышается устойчивость переохлажденного аустенита. Для экспериментального определения прокаливаемости используется способ торцовой закалки (ГОСТ 5657). Цилиндрический образец диаметром 2,5 см и длиной 10 см, нагретый до температуры закалки, охлаждают струей воды только с торца на специальной установке. После охлаждения измеряют твердость по образующей цилиндра и строят график изменения твердости по длине образца. Твердости полумартенситной зоны соответствует HRCэ 45.
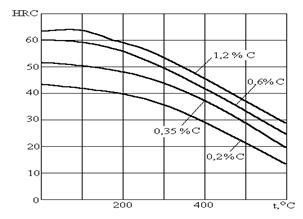
2.3.2. Отпуск стали это заключительная операция, определяющая ее конечные свойства после закалки. В зависимости от температуры различают низкотемпературный или низкий отпуск (120…250 °С), среднетемпературный или средний отпуск (350…500 °С) и высокотемпературный или высокий отпуск (500…680 °С). Продолжительность низкого отпуска 0,5…2 ч в зависимости от сечения деталей. Продолжительность низкого отпуска увеличивается до 10…15 ч, если температура низкого отпуска не превышает 100…120 °С. Продолжительность среднего и высокого отпуска обычно составляет 1…2 ч для деталей небольшого сечения и 3…8 ч для деталей массой от 200 до 1000 кг. Обычно от температуры отпуска детали охлаждают на спокойном воздухе. При отпуске меняется твердость стали (рисунок 2.12). В конструкционных сталях, количество углерода в которых не превышает 0,7 %, твердость снижается непрерывно, однако снижение невелико до температур 100…120 °С. В инструментальных сталях с более высоким содержанием углерода эффект твердения вследствие выделения e-карбида преобладает, поэтому твердость при отпуске до 100…120 °С несколько увеличивается.
Рисунок 2.12. Изменение твердости закаленных углеродистых сталей при отпуске
При отпуске до 300 °С возрастают пределы текучести s0,2 и прочности sв, а затем уменьшаются. Характеристики пластичности d и y непрерывно возрастают с температурой отпуска. Ударная вязкость с повышением температуры отпуска увеличивается, однако есть два температурных интервала, при которых ударная вязкость конструкционных сталей заметно снижается – 250…350 °С и 500…600 °С. Понижение вязкости соответственно называют отпускной хрупкостью I и II рода. Отпускная хрупкость второго рода подавляется быстрым охлаждением с температуры отпуска и дополнительным легированием сталей молибденом или вольфрамом в количестве 0,3 и 1 % соответственно. Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию, цианирование или нитр<   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
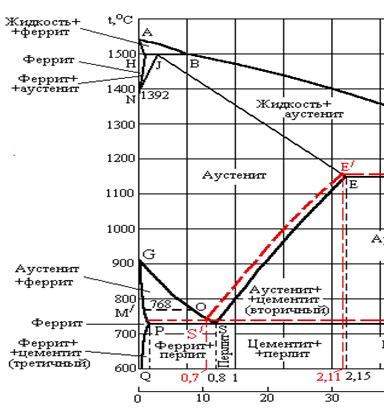
 Рисунок 2.2. Схема зарождения и роста кристаллов аустенита при температуре АС1
Рисунок 2.2. Схема зарождения и роста кристаллов аустенита при температуре АС1
 а б в
а б в