|
|
Инструкция по сварке котлоагрегатовСтр 1 из 12Следующая ⇒ Инструкция по сварке котлоагрегатов ВБН А.3.1-36-4-96 Введено: «ИМЦ» (г. Киев, ул. М. Кривоноса, 2а; т/ф. 249-34-04) Киев 1996 г.
Общие положения
1.1. Настоящая инструкция выпущена взамен РТМ 36.6-90 в связи с выходом Правил устройства и безопасной эксплуатации паровых и водогрейных котлов ДНАОП 0.00-1.08-94 с целью создания комплексного документа, необходимого для получения разрешения на монтаж, выполнения сварочных работ и сдачи котлоагрегатов в эксплуатацию. 1.2. Инструкция предназначена для организаций, ведущих монтаж (ремонт) паровых котлов с рабочим давлением более 0,07 МПа до 3,9 МПа (более 0,07 кгс/см2 до 39 кгс/см2), водогрейных котлов с температурой воды выше 115 ºС. На которые распространяются Правила Госнадзорохрантруда Украины. Технические характеристики котлов, монтируемых организациями корпорации, см. в рекомендуемом приложении 1. Инструкция может быть применена и при монтаже других типов котлов с указанными выше параметрами. 1.3. Инструкция содержит требования к основным и сварочным материалам, квалификации сварщиков, аттестации технологии сварки, подготовке и сборке труб под сварку, организации сварочных работ, указания по технологии и технике сварки: ручной электродуговой, аргонодуговой и механизированной в углекислом газе, методы и нормы контроля качества сварных соединений, указания мер безопасности, перечень и формы исполнительной документации по сварке. 1.4. Инструкция полностью исключает применение газовой сварки, как малоэффективного процесса. 1.5. Инструкция предназначена для организаций корпорации "Укрмонтажспецстрой", может быть использована и другими ведомствами.
Организация сварочных работ
2.1. К прихватке и сварке элементов котлов могут быть допущены рабочие, выдержавшие теоретические и практические испытания в соответствии с Правилами аттестации сварщиков, утвержденными Госнадзорохрантруда Украины ДНАОП 0.00-1.16-96, и имеющие удостоверения на право производства соответствующих сварочных работ. Сварщики допускаются к тем видам работ, которые указанны в удостоверении. 2.2. Сварщики, впервые приступающие в данной организации к сварке труб котлов, должны перед допуском к работе пройти проверку путем сварки и контроля пробного (допускного) сварного соединения. Конструкцию пробных сварных соединений, а также методы и объемы контроля сварки этих соединений устанавливает руководитель сварочных работ. 2.3. Пробные стыки должны быть идентичными или однотипными по отношению к тем производственным стыкам, которые будет сваривать проверяемый сварщик. Определение понятия однотипности сварных соединений приведено в обязательном приложении 2. 2.4. Качество пробных стыков необходимо проверить по нормам, которые предусмотрены для таких же производственных стыков (см. раздел 9). 2.5. К контролю качества сварных соединений физическими методами допускают дефектоскопистов, прошедших специальную теоретическую подготовку и практическое обучение в соответствии с Правилами аттестации сварщиков неразрушающего контроля, утвержденными Госнадзорохрантруда Украины ДНАОП 0.00-1.27-96, сдавших экзамены и имеющих удостоверение (сертификат) на право контроля. Оценивать качество сварных соединений по результатам неразрушающего контроля могут специалисты, имеющие II уровень международной квалификации. Каждый дефектоскопист может быть допущен только к тем видам контроля, которые указаны в его удостоверении. Дефектоскопист, имеющий перерыв в работе (по данному виду контроля) свыше 6 мес., должен вновь сдать экзамен в полном объеме. Дефектоскописты I-го и II-го уровней проходят 1 раз в три года переаттестацию, результаты которой оформляют протоколом и соответствующими записями в удостоверении. 2.6. К руководству работами по сварке котлов и их элементов, сварке и контролю качества сварных соединений могут допускаться только инженерно-технические работники (ИТР), изучившие Правила устройства и безопасной эксплуатации паровых и водогрейных котлов, настоящую Инструкцию и прошедшие проверку знаний.
Требования к основным материалам
3.1. Для изготовления, монтажа котлов и их деталей должны применяться трубы по стандартам и материалам, указанным в обязательном приложении 3. Настоящие материалы разработаны на стали перлитного класса. При применении марок материалов других классов, необходимо дополнительно руководствоваться другими НД. 3.2. Химический состав и механические свойства применяемых марок сталей содержатся в рекомендуемых приложениях 4 и 5. 3.3. Данные о качестве и свойствах материала должны быть подтверждены сертификатом предприятия-изготовителя и соответствующей маркировкой. При отсутствии или неполноте сертификатов (маркировки) предприятие-изготовитель или организация, выполняющая монтаж и ремонт котла, должна провести необходимые испытания с оформлением результатов протоколом, дополняющим (заменяющим) сертификат поставщика. 3.4. На каждом конце трубы диаметром 25 мм и более с толщиной стенки не менее товарный знак, марка стали, номер партии. На каждой трубе должна быть нанесена цветная маркировка несмываемой краской в виде одной продольной полосы по всей длине трубы. 3.5. Транспортировка и хранение труб и деталей должны исключать возможность механического повреждения, попадания влаги и пыли во внутренние полости. Кроме того, должен быть обеспечен доступ к трубам для осмотра и замеров в местах складирования.
Примечания. 1. Электроды МР-3, АНО-29М, ВМ-12 предназначены для сварки на переменном токе и постоянном токе обратной полярности (+ на электроде), электроды АНО-4 – на переменном токе и постоянном токе любой полярности, допускаются для сварки трубопроводов в пределах котла. 2. Если проектом предусмотрены трубы из углеродистой стали, а устанавливают трубы из низколегированной стали тех же размеров (диаметр и толщина стенки), то разрешается применять электроды с основным покрытием, предназначенные для сварки углеродистых сталей. * Для сварки трубопроводов, работающих при температуре не выше 545 ºС. ** Для сварки трубопроводов диаметром до 100 мм с толщиной стенки до 8 мм.
4.9. Сведения о прокалке электродов, выдаче в работу и приемке остатков необходимо регистрировать в специальном журнале. Электроды следует выдавать в количестве, необходимом для работы в течение смены. На рабочем месте электроды рекомендуется хранить в герметических подогреваемых пеналах.
Таблица 2
4.10. Электроды с основным покрытием следует использовать в течение 3 суток после прокалки, остальные электроды – в течение 15 суток, если их хранят на складе с соблюдением требований, приведенных в п.4.7. После истечения гарантийного срока хранения электродов их пригодность для сварки оценивают сварочно-технологическими свойствами. 4.11. Для аргонодуговой сварки в качестве неплавящегося электрода следует применять прутки лантанированного (ЭВЛ-10, ЭВЛ-20) или иттрированного (СВИ-1) вольфрама диаметром 2-3 мм по ГОСТ 23949. 4.12. Неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса (
Рис. 1. Форма заточки вольфрамового электрода
4.13. Ручную аргонодуговую сварку неплавящимся электродом и механизированную в углекислом газе следует выполнять с применением сварочной проволоки, удовлетворяющей требованиям ГОСТ 2246. Область применения сварочной проволоки для этих видов сварки приведена в
Таблица 3
* При сварке корневого слоя трубопроводов толщиной более 10 мм следует применять проволоку
4.14. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, марки, диаметра, номера плавки и химического состава проволоки. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, условного обозначения проволоки, номера партии, клейма технического контроля, удостоверяющего соответствие проволоки требованиям стандарта. При отсутствии сертификата или бирки, а также в случае изменений в качестве проволоки, необходимо проверить ее химический состав. Результаты проверки химического состава сварочной проволоки должны удовлетворять требованиям, указанным в рекомендуемом приложении 6. При получении неудовлетворительных результатов химического анализа проводят повторный анализ на удвоенном числе проб. При неудовлетворительных результатах повторного анализа проволока бракуется. 4.15. Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть окалины, масла, следов коррозии и других загрязнений. Можно очищать проволоку, пропуская ее через устройство, заполненное сварочным флюсом, битым кирпичом, осколками наждачных кругов и войлочными фильтрами. Перед очисткой бухту проволоки рекомендуется отжечь при 150-200 ºС в течение 1,5-2 ч. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для механизированной сварки, нельзя допускать резких изломов (переломов) проволоки, что может нарушить нормальный процесс механизированной подачи проволоки в зону сварки. 4.16. Каждая бухта (моток, катушка) легированной сварочной проволоки перед сваркой должна быть проверена стилоскопированием на соответствие содержания основных легирующих элементов требованиям, приведенным в рекомендуемом приложении 6. 4.17. В качестве защитного газа при ручной аргонодуговой сварке неплавящимся электродом следует применять аргон высшего, первого или второго сорта ГОСТ 10157. 4.18. Для механизированной сварки в углекислом газе в качестве защитного газа применяют сварочный углекислый газ высшего и первого сорта по ГОСТ 8050. 4.19. Перед использованием качество газа необходимо проверять в каждом баллоне. Для этого следует произвести наплавку валика длиной 100-150 мм на пластину или трубу и проверить внешним осмотром по ГОСТ 3242 поверхность наплавки и излома шва. При наличии пор в шве газ, находящийся в данном баллоне, бракуют.
Сварочное оборудование
5.1. Для выполнения сварочных работ комплектуются следующие посты: а) ручной электродуговой сварки; б) ручной аргонодуговой сварки; в) механизированной сварки. 5.2. Колебание напряжения в сети не должно превышать 5.3. Ручную электродуговую сварку рекомендуется выполнять от источников постоянного тока (ВД-306, ВД-401, ВДМ-1001 и т. д. с крутопадающей характеристикой). 5.4. Ручную аргонодуговую сварку следует производить на постоянном токе прямой полярности от источников с падающей вольт-амперной характеристикой. Источники тока с жесткой вольт-амперной характеристикой могут быть использованы только совместно с балластными реостатами. 5.5. Для понижения давления аргона и поддержания его постоянным следует применять аргоновые редукторы с показывающими расходомерами марок АР-10, АР-40 или Ар-150 по ТУ 25-05-196-74, а также кислородный баллонный редуктор ДКМ-1-70 по ТУ 26-05-251-71 с ротаметром марки РС-3. Рекомендуются горелки марки ЭЗР-5-2 (на ток до 80 А), ЭЗР-3 (на ток до 150 А), а также горелки АГМ-203, АРЮ-2М и др. 5.6. Для понижения давления углекислого газа и поддержания его постоянным необходимо применять понижающие редукторы У-30 по ГОСТ 13861. Допускается применение кислородных редукторов. 5.7. Механизированную сварку в углекислом газе следует выполнять от источников постоянного тока (ВС-300, ВДУ-506 и т. п.). 5.9. Для механизированной сварки можно применить полуавтоматы типа: А-825, А-1230М, А-547 и др. 5.10. Для прокалки сварочных материалов применять печи СНО-5.5.5/5-ИП, СШ-400М и подобные, оснащенные терморегуляторами. На рабочем месте сварщики должны быть обеспечены термопеналами Т-1.
Подготовка деталей к сварке
6.1. Все поступающие на монтажную площадку блоки, трубы и детали должны быть до начала сборки проведены мастером или другим ответственным лицом на наличие клейм и маркировки. 6.2. При дожде, ветре и снегопаде все работы следует выполнять при условии надлежащей защиты рабочих мест. 6.3. Сборку стыков труб, а также труб к штуцерам коллекторов и барабанов следует производить в последовательности, обеспечивающей свободный доступ к стыкам для сварки и контроля качества швов, а в случае необходимости – для исправления дефектов. 6.4. Запрещается подвергать каким-либо нагрузкам собранные узлы трубопроводов и труб поверхностей нагрева котлов во избежание образования трещин в швах. 6.5. При подготовке стыковых соединений труб под сварку необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации. Обратить внимание на перпендикулярность плоскости реза к оси трубы (рис. 2). Отклонение плоскости реза от угольника "L" не должно превышать значений, указанных в табл. 4. Следует также проверить: соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок следует проверять специальными шаблонами); качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений; правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров); соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленных допуском (после расточки под подкладное кольцо или под заданный внутренний диаметр или зачистки наружной и внутренней поверхностей после калибровки).
Таблица 4
Рис. 2. Проверка перпендикулярности торцов труб
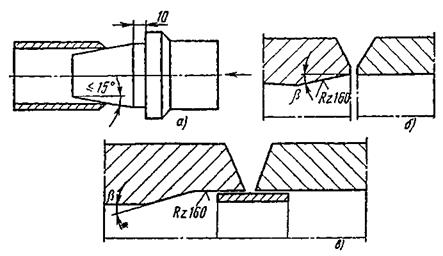
6.6. При обработке концов труб длина цилиндрической расточки L под подкладное кольцо (рис. 3) должна быть не менее 20 мм при толщине стенки трубы до 25 мм включительно и не менее 50 мм – при большей толщине. Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца 6.7. Обработку концов (обрезку труб и снятие фасок) необходимо производить механическим способом с помощью специальных труборезных станков. Шероховатость поверхности кромок труб должна соответствовать данным, приведенным на рис. 3. Разрешается обрабатывать концы труб газовой резкой, но с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. 6.8. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха
Рис. 3. Шероховатость поверхностей кромок 6.9. Если у стыкуемых труб разность внутренних диаметров превышает допустимую (п.6.18), то для обеспечения перехода в месте стыка может быть применен один из следующих способов: а) раздача (вхолостую или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рис. 4а). Область применения способа и допустимое значение раздачи приведены в табл. 5. После раздачи необходимо проверить, не произошло ли утонение стенки трубы больше допустимого размера; б) механическая обработка (расточка) на внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 4б (для стыка без подкладного кольца) или рис. 4в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не менее расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца
Таблица 5
* Раздачу с нагревом следует производить при температуре 900-1000 ºС концов труб из низколегированных теплоустойчивых сталей, при 700-900 ºС – из низколегированных конструкционных и углеродистых сталей. ** Рассчитывают по формуле А = (Д2 – Д1) 100 / Д1, где Д1 и Д2 – внутренний диаметр трубы соответственно до и после раздачи.
6.10. При стыковке труб с разными наружными диаметрами размер h (рис. 5) должен быть не более 30% толщины более тонкой трубы, но не более 5 мм. Если разность наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (см. рис. 5).
Рис. 4. Способы обработки концов труб при стыковке элементов,
Рис. 5. Обработка концов труб при стыковке элементов,
6.11. Вмятины на концах труб можно исправлять с помощью разжимных устройств при условии, что глубина вмятин не превышает 3,5% диаметра трубы, а толщина стенки составляет не более 20 мм. Вмятины на трубах можно исправлять вхолостую или нагревом. Концы труб с вмятинами глубиной более 3,5%, а также с забоинами глубиной более 6.12. Подгибку труб в монтажных условиях разрешается производить на трубах из низкоуглеродистых и низколегированных конструкционных сталей на угол не более 15 ºС, а из хромомолибденовых сталей – не более 10 ºС. Трубы из теплоустойчивых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до температуры 710-740 ºС. Трубы из низкоуглеродистых и низколегированных сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм; при большей толщине – с подогревом до 650-680 ºС. После подгибки нагретый участок необходимо обернуть асбестом для медленного охлаждения металла. Место подгибки должно находиться вне подгиба трубы и при диаметре более 6.13. Кромки литых деталей трубопроводов необходимо подготавливать только в заводских условиях.
Сборка стыков труб
6.14. Для закрепления стыков труб в фиксированном под сварку положении следует применять центровочные приспособления и ставить прихватки. В качестве центрирующих приспособлений могут быть использованы центраторы трубосварочные моделей ЦТ-60, ЦТ-114, ЦТ-426, изготавливаемые Полтавским заводом ПО "Спецмонтажконструкция", (рекомендуемое приложение 7, рис. 1-3). Трубы диаметром до 50 мм можно собирать с помощью клещей (приложение 7, рис. 4), а трубы диаметром 133-377 мм – с помощью приспособления хомутового типа (приложение 7, рис. 5). Сборку труб диаметром более 100 мм можно производить с помощью стяжных уголков или компенсационных планок (приложение 7, рис. 6). 6.15. В случае сборки стыка труб из хромомолибденовых сталей с помощью уголков или компенсационных планок, приварку этих элементов к трубам следует производить электродами типа Э46А или Э50А с предварительным подогревом места приварки. Уголки и планки могут быть удалены (механическим путем или газовой резкой) только после наложения не менее двух-трех первых слоев шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно просмотрены на предмет обнаружения и удаления поверхностных трещин. Уголки и компенсационные планки рекомендуется изготавливать из углеродистой стали 20, Ст2, Ст3. 6.16. Конструктивные размеры сварных соединений по ГОСТ 16037 приведены в рекомендуемом приложении 8. 6.17. Непосредственно перед сборкой кромки, внутренняя и наружная поверхности труб на участке не менее 20 + 20 мм от торцов должны быть зачищены до металлического блеска и обезжирены. Перед установкой штуцера (трубы) в коллектор или барабан должны быть зачищены поверхности вокруг отверстия на 15-20 мм со стороны наложения сварного шва и поверхность очка – на всю глубину. 6.18. Смещение внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков с односторонней разделкой кромок без подкладного кольца должно быть не больше значений, указанных в табл. 6. При диаметре труб более 200 мм смещение внутренних кромок должно быть не выше: при толщине тубы S до 4 мм – 0,2S, при большей толщине 0,15S, но не более 2 мм.
Таблица 6
6.19. Для стыков труб, собираемых и свариваемых на остающемся подкладном кольце, разность внутренних диаметром элементов в месте стыка не должна превышать 2 мм с тем, чтобы в собранном стыке зазор между кольцом и внутренней поверхностью элемента был не более 1 мм. 6.20. Смещение с наружной стороны поверхности свариваемых труб и элементов оборудования с одинаковой толщиной стенки не должно превышать значений, указанных в табл. 7.
Таблица 7
* Могут быть допущены только в случаях, указанных в рабочих чертежах. В стыковых сварных соединениях, выполненных электродуговой сваркой с двух сторон, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней сторон шва.
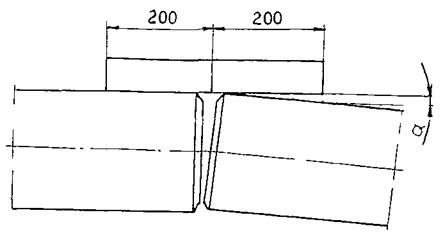
6.21. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности стыка (рис. 6). Максимально допустимый просвет "а" между концом линейки и поверхностью трубы в собранном (но не заваренном) стыке не должен превышать 1,5 мм на расстоянии 200 мм от стыка. В заваренном стыке он должен быть не более 3 мм.
Рис. 6. Проверка правильности сборки стыкового соединения
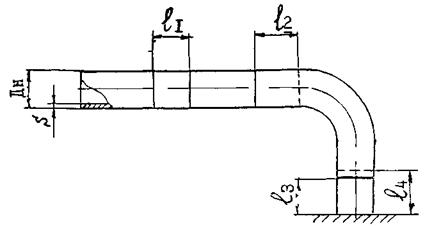
6.22. Расположение поперечных сварных швов на трубах (рис. 7) должно отвечать следующим требованиям: Расстояние между осями соседних поперечных швов l1, при S, мм
Расстояние от начала гиба (закругления) до оси поперечного шва l2, от наружной поверхности элемента (барабана, камеры, транзитной трубы) до оси поперечного шва l3 или до начала гиба l4 при Дн, мм:
Рис. 7. Расположение поперечных сварных швов
6.23. При сборке труб и других элементов, имеющих продольные или спиральные швы, последующие должны быть смещены один относительно другого. Смещение (для труб Ø > 100 мм) должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Приварка подкладного кольца
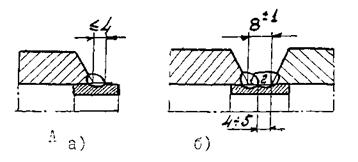
6.24. При сборке стыков трубопроводов с подкладными кольцами не должно быть перекоса подкладного кольца. Прихватку и приварку подкладного кольца выполняет сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков. Последовательность сборки стыка с подкладным кольцом должна быть следующей: подкладное кольцо следует установить в одну из труб с зазором между кольцом и внутренней поверхностью трубы не более 1 мм; произвести прихватку кольца с наружной стороны в двух местах и последующую приварку его к трубе ниточным швом с катетом не более 4 мм (рис. 8а). Прихватку и приварку кольца к трубе низколегированной стали следует выполнять с предварительным подогревом конца трубы и подкладного кольца в соответствии с данными табл. 9; ниточный шов зачистить от шлака и брызг; вторую стыкуемую трубу надвинуть на выступающую часть подкладного кольца (зазор между концом ниточного шва и второй трубой должен быть равен 4-5 мм), проверить правильность сборки стыка; подкладное кольцо приварить ниточным швом ко второй трубе (рис. 8б); предварительно подогреть стык в соответствии с требованиями табл. 9. Корневой слой следует сваривать электродами диаметром 2,5-3 мм. В процессе сборки трубы с приваренным кольцом не должны перемещаться и подвергаться ударам по кромкам и кольцу.
Рис. 8. Приварка подкладного кольца
6.25. Подкладные кольца для стыков труб из низкоуглеродистых и низколегированных сталей следует изготавливать из стали 20 или другой низкоуглеродистой стали спокойной или полуспокойной выплавки с содержанием углерода не более 0,24%; для стыков труб из низколегированных теплоустойчивых сталей можно применять подкладные кольца из стали 12Х1МФ. Размеры подкладного кольца: ширина – 20-25 мм, толщина – 3-4 мм. Если кольцо изготавливают из полосовой стали, то стыковой шов кольца следует зачистить заподлицо.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
Таблица 9
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
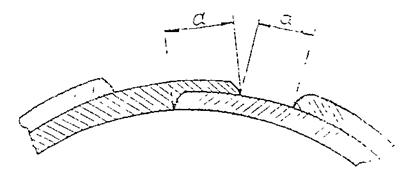
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17. 7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы. 7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков ("замки") в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия "а" должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
Рис. 9. Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца. 7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь. 7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
Таблица 10
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе. 7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований: а) минимальная температура окружающего воздуха – минус 20 ºС; б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева; в) стыки, свариваемые при положительных температурах с подогревом и не подлежащие последующее термообработке, при отрицательных температурах должны быть непосредственно после окончания сварки (не допуская остывания стыка) укрыты слоем изоляции толщиной 8-15 мм для обеспечения замедленного охлаждения; г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9; д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков; е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом. 7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора. 7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте. Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнял   ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ) должен быть равен 28-30 ºС, длина конической части (L) должна составлять 5-6 диаметров электрода (Дэ). Конус после заточки должен быть притуплен, диаметр поступления (dn) равен 0,2-0,5 м (рис. 1).
) должен быть равен 28-30 ºС, длина конической части (L) должна составлять 5-6 диаметров электрода (Дэ). Конус после заточки должен быть притуплен, диаметр поступления (dn) равен 0,2-0,5 м (рис. 1).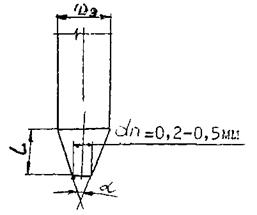
 5%. В этой связи целесообразно питание сварочных постов осуществлять от отдельного фидера.
5%. В этой связи целесообразно питание сварочных постов осуществлять от отдельного фидера.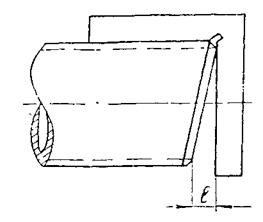
 не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.

 , но не менее 100
, но не менее 100