|
|
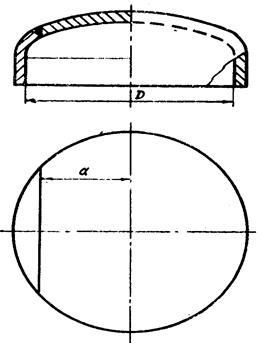
Расстояния между сварными швами2.4.3.1. В поперечных стыковых сварных соединениях деталей (сборочных единиц) с продольными сварными соединениями совмещение осей продольных швов двух соседних деталей не допускается. Оси указанных швов должны быть смещены относительно друг друга на расстояние, составляющее не менее трехкратной номинальной толщины более толстостенной из соединяемых деталей, но не менее, чем на 100 мм (последнее условие не распространяется на сварные соединения деталей с номинальным наружным диаметром менее 100 мм). Для цилиндрических деталей (сборочных единиц) с продольными швами, выполненными автоматической сваркой, допускается уменьшение указанного расстояния (в том числе расположение продольных швов соединяемых деталей по одной оси) при условии радиографического и ультразвукового, а также капиллярного или магнитопорошкового контроля участков сопряжения или пересечения продольных и поперечных сварных соединений (ультразвуковой контроль сварных соединений деталей из сталей аустенитного класса не является обязательным). 2.4.3.2. При сварке днищ или крышек из нескольких деталей (листов) с расположением сварных швов по хорде расстояние от внешнего края шва до параллельного хорде диаметра днища или крышки должно быть не менее 0,2 номинального внутреннего диаметра днища или крышки (рис. 11).
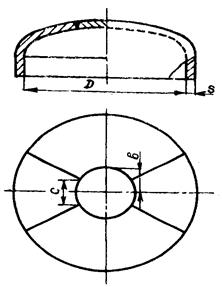
Рис. 11. Расположение хордовых швов на днище (а £0,2 D) Расстояние между внешним краем кругового сварного шва на днищах и крышках (за исключением сферических и тарельчатых) и центром днища или крышки должно быть не более 0,25 номинального внутреннего диаметра днища или крышки, а минимальное расстояние между краями двух соседних радиальных или меридиональных сварных швов должно быть не менее трех номинальных толщин днища или крышки, но не менее 100 мм (рис. 12). При этом требование по расположению кругового шва не распространяется на швы приварки крышек и днищ к фланцам и обечайкам.
Рис. 12. Расположение радиальных и круговых швов на днище
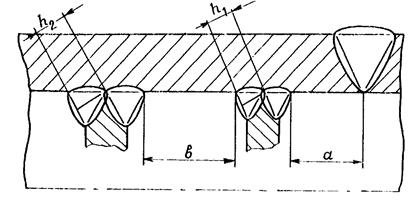
2.4.3.3. Расстояние С между краем углового сварного шва приварки штуцера, люка, трубы или других цилиндрических полых деталей и краем ближайшего стыкового сварного шва оборудования или трубопровода должно быть одновременно не меньше трехкратной расчетной высоты углового шва h и трехкратной номинальной толщины стенки привариваемой детали (рис. 13).
Рис. 13. Расположение сварных швов приварки патрубков: С ³3 h 1; C ³3 S 1; l ³0,9 d; b ³3 h 2; b ³3 S 2; (S 2> S 1, h 2> h 1). 2.4.3.4. Расстояние l между краем стыкового сварного шва оборудования или трубопровода и центром ближайшего к нему отверстия должно быть не менее 0,9 диаметра отверстия при одновременном соблюдении требований п. 2.4.3.3 (см. рис. 13). 2.4.3.5. Допускается уменьшение указанных в п. 2.4.3.3 и 2.4.3.4 расстояний (в том числе расположение отверстий в стыковом сварном шве) при одновременном соблюдений следующих требований: 1) сверление отверстий должно быть произведено после термической обработки (если таковая предусмотрена) стыкового сварного соединения и его сплошного неразрушающего контроля методами, предусмотренными для сварных соединений соответствующей категории; сверление отверстий допускается производить до термической обработки сварного соединения, если после приварки патрубков (штуцеров) и выполнения термической обработки производится расточка (рассверловка) отверстия с удалением корневой части шва; в этом случае термическую обработку стыковых сварных соединений, в которых выполнены отверстия для приварки патрубков, допускается совмещать с термической обработкой (если таковая предусмотрена) угловых сварных соединений приварки патрубков; 2) предел текучести металла шва стыкового сварного соединения при расчетной температуре должен быть не ниже предела текучести основного металла (пределы текучести принимаются по стандартам или техническим условиям на материалы и (или) таблицам Норм расчета на прочность и ПК; при отсутствии таких сведений в указанной документации допускается использовать сертификатные данные); это требование не является обязательным в случае приварки патрубков (штуцеров) и труб без развальцовки, если напряжения в стыковом сварном соединении оборудования или трубопровода не превышают пределы текучести металла шва и основного металла при расчетной температуре; 3) внутренняя поверхность отверстий должна быть подвергнута капиллярному или магнитопорошковому контролю. Указанные требования должны быть оговорены в конструкторской документации на изделие. 2.4.3.6. Расстояние между осями соседних поперечных стыковых сварных швов на цилиндрических и конических изделиях должны быть не менее трехкратной номинальной толщины стенки сваренных деталей (по большой толщине), но не менее 100 мм для изделий, имеющих в зоне сварных соединений номинальный наружный диаметр свыше 100 мм, и не менее указанного диаметра при его значении до 100 мм включительно. Указанное требование не распространяется на сварные швы приварки трубопроводов к патрубкам оборудования и арматуры, если указанные патрубки подвергались термической обработке в составе оборудования и арматуры, а также на сварные швы приварки трубных досок и элементов типа колец, имеющих толщину более, чем в два раза превышающую толщину отбортовки под сварку. 2.4.3.7. Расстояние от края сварного шва штуцера до края ближайшего поперечного сварного шва трубы при приварке штуцеров к камерам измерительных диафрагм должны быть одновременно не менее трех толщин стенки привариваемого штуцера и трехкратной расчетной высоты углового шва. Допускается размещение штуцеров с наружным диаметром до 30 мм в зоне термического влияния кольцевых швов измерительных устройств с соплами и диафрагмами. 2.4.3.8. Расстояние b между краями ближайших угловых швов приварки патрубков (штуцеров) или труб к оборудованию или трубопроводам должно быть не менее трех расчетных высот углового шва или трех номинальных толщин стенок привариваемых патрубков или труб (см. рис. 13). При различных значениях указанных высот или толщин следует принимать их большее значение. Требования настоящего пункта не распространяются на вварку труб в трубные доски (решетки) и коллекторы, трубные доски технологических каналов, каналов СУЗ и других каналов. 2.4.3.9. При приварке не нагружаемых давлением плоских деталей к поверхностям оборудования и трубопроводов расстояние между краем углового шва приварки этих деталей и краем ближайшего стыкового шва оборудования или трубопровода (a), а также между краями угловых швов ближайших привариваемых деталей (b) должно быть не менее трех расчетных высот угловых швов (рис. 14). Расстояние b определяется по наибольшей расчетной высоте углового шва (при различных ее значениях). При приварке внутрикорпусных (внекорпусных) деталей и устройств допускается пересечение стыковых швов оборудования угловыми швами с расчетной высотой не более 0,5 номинальной толщины стенки корпуса, но не более 10 мм.
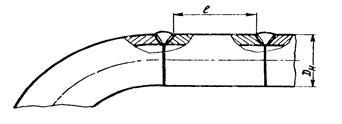
Рис. 14. Расположение сварных швов приварки деталей к поверхностям оборудования и трубопроводов 2.4.3.10. Расстояние между краем шва стыкового сварного соединения трубопровода с патрубком (штуцером) оборудования и краем шва ближайшего стыкового сварного соединения на трубопроводе должно быть не менее 100 мм для трубопроводов с номинальным наружным диаметром свыше 100 мм и не менее номинального наружного диаметра для трубопроводов меньшего диаметра (рис. 15).
Рис. 15. Расположение сварных швов при приварке трубопровода к патрубку (при D н > 100 мм; l ³ 100 мм; при D н < 100 мм; l > D н) 2.4.3.11. В подлежащих местной термической обработке стыковых сварных соединениях цилиндрических деталей длина свободного прямого участка в каждую сторону от оси шва (или от осей крайних швов при одновременной местной местной термической обработке группы сварных соединений) должно быть не менее значения, определяемого по формуле
где L - длина свободного прямого участка; Dн - номинальный наружный диаметр соединяемых деталей; Sи - номинальная толщина соединяемых деталей. При этом длина указанных участков должна быть не менее номинального наружного диаметра сваренных деталей при его значениях до 100 мм включительно и не менее 100 мм при значениях диаметра более 100 мм П р и м е ч а н и е. Свободным прямым участком считается участок (с наклоном не более 15º) от оси шва до края ближайшей приварной детали, начала гиба, края соседнего поперечного сварного шва и т. д. 2.4.3.12. В подлежащих ультразвуковому контролю стыковых сварных соединениях длина свободного прямого участка в каждую сторону от оси шва должна быть не менее указанной в табл. 2. Таблица 2
2.4.3.13. Расстояние от края стыкового сварного шва до начала криволинейного участка гиба на трубопроводах с номинальным наружным диаметром 100 мм и более должно быть не менее 100 мм, а для трубопроводов с номинальным наружным диаметром до 100 мм - не менее номинального наружного диаметра трубы (рис. 16). Для штампованных, кованых и штампосварных колен (отводов), гнутых труб поверхностей теплообмена и крутоизогнутых колен допускается уменьшение прямого участка колена (отвода), а также расположение поперечного сварного шва на границе прямого и криволинейного участков.
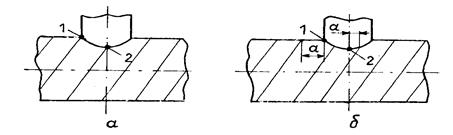
Рис. 16. Расположение сварных швов при приварке колена к трубе (при D н > 100 мм; l ³ 100 мм; при D н £ 100 мм; l > D н) 2.4.3.14. При приварке к оборудованию или трубопроводам деталей (сборочных единиц), прямые участки которых имеют ограниченную длину или отсутствуют (тройники, арматура, крутоизогнутые колена, штампованные и штампосварные переходы и т.п.), требования п. 2.4.3.1 - 2.4.3.13 не являются обязательными при условии обеспечения возможности проведения местной термической обработки или (и) ультразвукового контроля сварных соединений. При этом возможность выполнения указанного условия должна быть подтверждена предприятием-изготовителем (монтажной организацией) в процессе разработки чертежей изделий конструкторской организацией. 2.4.3.15. При вварке патрубков (штуцеров) в трубопроводы из труб с продольными или спиральными швами не допускается выход сварных швов труб в угловые (верхние и нижние) точки пересечения образующих трубы и штуцера. Измеряемое на наружной поверхности минимальное расстояние от указанных точек до осей сварных швов труб должно быть не менее 100 мм (рис. 17).
Рис. 17. Вварка штуцеров в трубопроводы со спиральными швами: а) – не допускается; б) - допускается; 1,2- угловые точки пересечения образующих штуцера и трубопроводов (a ³ 100 мм) При приварке накладок под опоры и подвески к трубопроводам из труб со спиральными швами минимальное расстояние между краем углового шва приварки накладки и краем стыкового спирального шва трубы должно быть не менее трех номинальных толщин стенки трубы.   ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|