|
|
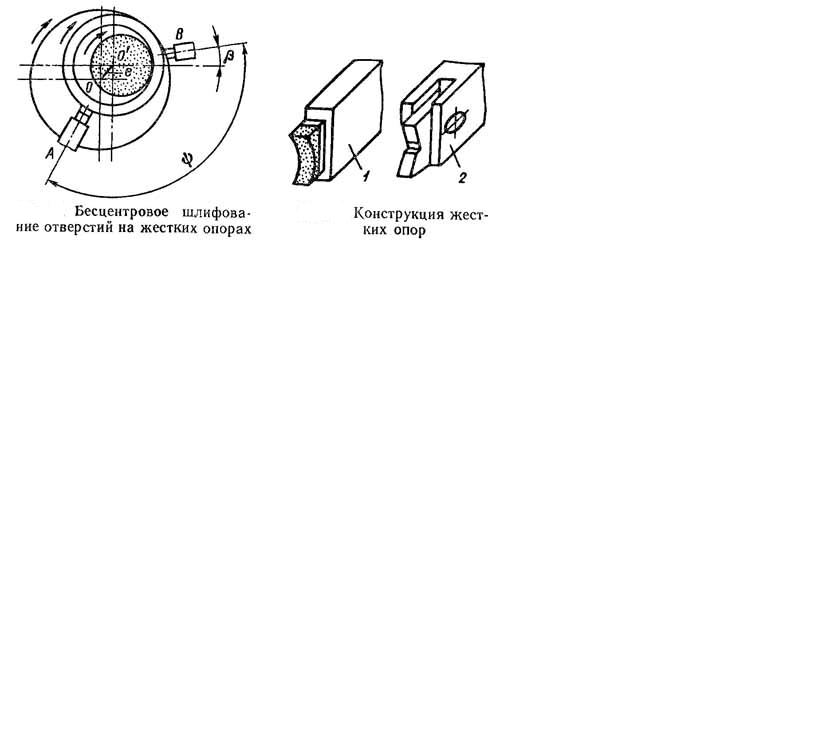
Инструментальная оснастка и станочные приспособления, применяемые на оборудовании заданного типаВ настоящее время в массовом производстве широко применяют бесцентровое наружное и внутреннее шлифование на жестких опорах (башмаках). Ленинградским объединением прецизионного станкостроения выпускаются основанные на этом принципе станки-полуавтоматы моделей ЛЗ-191, ЛЗ-193, ЛЗ-190, ЛЗ-192 для обработки желобов наружных и внутренних колец подшипников. Московским заводом автоматических линий им. 50-летия СССР выпускается гамма бесцентрово-шлифовальных автоматов для обработки подшипниковых колец. Бесцентровое шлифование заготовок, базируемых на жестких опорах, эффективнее шлифования заготовок, закрепленных в патроне. Это обусловлено тем, что геометрическая форма заготовки при зажиме в патроне в результате появления значительных деформаций искажается, суммарная погрешность обработки при этом не достигает 5 мкм. Такой недостаток исключается при шлифовании отверстий на станках с жесткими опорами, точность обработки на которых обеспечивается с отклонениями менее 1 мкм. Конструкция и компоновка станков с базированием заготовок на жестких опорах характеризуются рядом особенностей. Шпиндель шлифовального круга выполняют консольным, привод заготовки осуществляется с помощью магнитного патрона, воздействующего на ее торец. Наличие жестких опор и отсутствие ведущего круга обеспечивают следующие преимущества: повышается точность базирования за счет устранения погрешностей формы и биения ведущего круга; увеличивается жесткость благодаря отсутствию деформаций узла шпинделей ведущего круга; повышается устойчивость заготовки в результате ее прижима торцом к патрону, а также за счет возможности регулирования силы прижима. Бабка шлифовального круга неподвижна относительно станины, что значительно повышает жесткость и виброустойчивость всей системы. Припуск снимается за счет поперечной подачи заготовки. Особенно важными преимуществами шлифования на жестких опорах являются одновременная обработка нескольких заготовок и автоматизация процесса погрузки и выгрузки заготовок. Бесцентровое внутреннее шлифование можно производить с помощью ведущего, опорного и прижимного роликов и на жестких опорах. При шлифовании с помощью роликов отсутствует осевое биение шпинделя. Однако в данном случае не исключаются деформации заготовки от действия прижимного ролика. Возможно также влияние на точность обработки биения ведущего и опорного роликов. Точность обработки отверстия зависит от правильности геометрической формы базовой наружной поверхности заготовки, поскольку погрешности этой поверхности копируются на форме отверстия. При бесцентровом внутреннем шлифовании на жестких опорах (рис. 2) заготовка базируется по наружной поверхности, имеющей, как правило, форму цилиндра, тора или конуса. Она свободно опирается на две радиальные жесткие опоры Л и В. Своим обработанным базовым торцом заготовка прижимается к доведенному торцу вращающейся планшайбы шпинделя либо с помощью электромагнита, вмонтированного в планшайбу, либо двумя роликами посредством пружин. Наличие эксцентриситета е вызывает скольжение между трущимися поверхностями; чем е больше, тем сильнее прижимается заготовка к опоре. Конструктивно опоры выполняют точечными неподвижными 1 или самоустанавливающимися 2 (рис. 3). Самоустанавливающиеся опоры рекомендуются для обработки заготовок диаметром более 90 мм. Их применение способствует уменьшению задиров на базовой поверхности заготовки. Для заготовок с широкой торцовой поверхностью в настоящее время применяют схему шлифования не только с радиальными, но и осевыми опорами (рис. 4). В этой схеме жесткая планшайба заменена специальным электромагнитным поводком 3, который прижимает заготовку 1 к осевым опорам 2. Вращение заготовки передается через поводок, связанный со шпинделем гибким приводом 4. Заготовка к радиальным опорам прижимается отдельным электромагнитным устройством. При такой схеме шлифования биение шпинделя в подшипниках отсутствует и точность обработки повышается.
Рис.4.3.2 Метод шлифования отверстий на жестких опорах применяют и для заготовок с необработанной наружной поверхностью любой сложной конфигурации. В этом случае используют специальные промежуточные приспособления (спутники), в которых заготовку предварительно устанавливают и закрепляют, а затем шлифуют. Широко распространена новая схема бесцентрового шлифования на жестких опорах, исключающая осевое биение шпинделя. Заготовка сцентрирована с осью планшайбы, представляющей собой легкий поводок, не связанный со шпинделем. К радиальным опорам заготовка прижимается специальной магнитной системой 3. Вращение поводку 1 передается через электромагнитный индуктор 2, снабженный электромагнитами или постоянными магнитами. В последние годы появился ряд принципиально новых схем бесцентрового шлифования и, следовательно, компоновок станков для их реализации. На Московском заводе автоматических линий им. 50-летия СССР для шлифования прутков больших диаметров и длин (до 20 м) изготовлен станок с двумя ведущими кругами 1 и 3, выполненными в виде наборов дисков, и одним шлифовальным кругом 2, расположенным сверху (Рис.4.3.2) ). Опорного ножа нет. Такая компоновка обеспечивает надежное вращение тяжелого прутка в процессе шлифования. Осевую подачу осуществляют за счет разворота бабки ведущего круга в горизонтальной плоскости на определенный угол. Представлена принципиальная схема бесцентрового шлифования на станках фирмы «Шумах» (Schumach, ФРГ) с двумя шлифовальными кругами 1 и 2, вращающимися навстречу друг другу. Ведущий круг отсутствует, поэтому для привода заготовки применены две пары роликов, расположенных на входе и выходе из рабочей зоны (на схеме не показаны). Заготовка базируется на ноже 3. Такой станок предназначен для шлифования прутков малого диаметра. Заменив один из шлифовальных кругов дополнительным опорным ножом, можно обрабатывать прутки с повышенной точностью. Применяемые в настоящее время бесцентровые шлифовальные станки с широкими кругами (высотой до 80© мм) имеют ряд существенных преимуществ перед станками с узкими кругами. Основным преимуществом является повышение производительности обработки в 2-3 раза. На черновых операциях можно снимать припуск до 1 мм на диаметр при подаче 7—11 м/мин. Для получения высокой точности обработку ведут в два, реже в три прохода. Высокопроизводительной является обработка методом врезания многоступенчатых валиков. Показана компоновка станка с неподвижной бабкой 1 шлифовального круга и подвижными суппортом 3 ножа и бабкой 2 ведущего круга. Линия центров горизонтальная. Станки такой компоновки характеризуются повышенной жесткостью бабки шлифовального круга. Подналадку станков при изнашивании шлифовального круга или переналадку на другой размер осуществляют перемещением суппорта с ведущим кругом, а также соответствующим перемещением и настройкой загрузочных и измерительных устройств. Это является недостатком данной схемы компоновки. На Рис.4.3.2, б показана компоновка станка с неподвижным суппортом ножа 2 и подвижными бабками шлифовального 1 и ведущего 3 кругов. Линия центров горизонтальная. Подача на глубину и компенсация изнашивания шлифовального круга производятся путем перемещения бабки этого круга Бабку ведущего круга подают только при настройке на размер обрабатываемой заготовки. Такая компоновка рабочих органов предпочтительна для автоматизации процесса обработки. Приведена компоновка станка с неподвижной бабкой 1 шлифовального круга, подвижными суппортом ножа 2 и бабкой 3 ведущего круга. Линия центров наклонная. Особенности этой компоновки в основном те же, что и компоновки. На рис. 10 приведена компоновка станков с подвижными бабками шлифовального 1 и ведущего 3 кругов и неподвижным суппортом ножа 2. Линия центров наклонная. На рис. Рис.4.3.2 показана компоновка с неподвижной бабкой 3 ведущего круга и ножом 2 и подвижной бабкой 1 шлифовального круга. Линия центров вертикальная. Предусмотрено устройство 4, предотвращающее выпадение заготовки в процессе обработки. При вертикальном расположении бабок можно шлифовать заготовки ступенчатой или фасонной формы с перемещением суппорта ножа по направлению стрелок. Это исключает из штучного времени обработки вспомогательное время, связанное с установкой заготовки и снятием детали, а также с подводом и отводом ведущего круга. На рис. Рис.4.3.2 приведена компоновка станка с двумя ведущими кругами 2 и 3 и расположенным над заготовкой шлифовальным кругом 1. На рис. Рис.4.3.2 представлена компоновка станка, на котором две бабки шлифовальных кругов 1 и 3 подвижны, суппорт ножа 2 неподвижен. Вращение и подача заготовки производятся приводными роликами 4 и 5.В бесцентрово-шлифовальных станках в большинстве случаев для осуществления продольной подачи заготовок ведущий круг поворачивают на угол а до 6° относительно осей шлифовального круга и обрабатываемой заготовки. При этом обеспечивается осевое перемещение заготовки с необходимой скоростью. В случае наклона ножа для выполнения продольной подачи заготовки проявляется существенный недостаток этой схемы обработки, связанный с необходимостью правки обоих кругов на сложный профиль (гиперболоид вращения) для каждого диаметра обрабатываемой заготовки.   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|