
|
|
Технология сварки плавящимся электродом в защитном газе
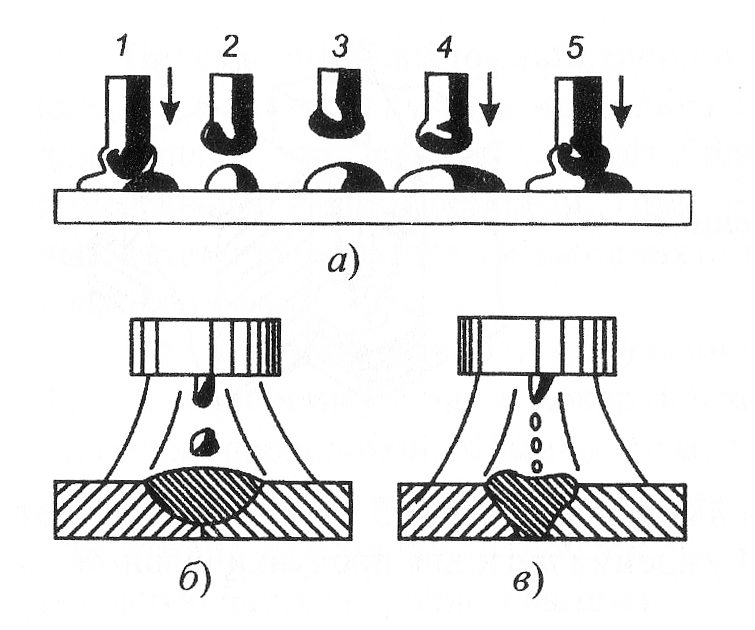
Техника сварки плавящимся электродом. В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25... 30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги. При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металлаэлектродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется восновном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов. При традиционном способе сварки можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5... 1,6 мм при короткой дуге с напряжением 15... 22 В. После очередного короткого замыкания (1 и 2 на рисунке 2.6, а) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными.
а – короткими замыканиями; б – капельный; в – струйный Рисунок 2.6 – Основные формы расплавления и переноса электродного металла
Частота периодических замыканий дугового промежутка может изменяться в пределах 90... 450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7%. Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рисунок 2.6, б), хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Рисунок 2.7 – Изменение тока и напряжения дуги при импульсно-дуговой сварке Можно использовать одиночные импульсы (см. рисунок 2.7) или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. Устойчивость процесса зависит от соотношения основных параметров (величины и
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рисунок 2.6, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода. Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности. При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна – колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях. С целью управления характером переноса электродного металла предпринимаются попытки воздействовать на него импульсной подачей электродной проволоки. Это нестационарный процесс. Он сопровождается соответствующим изменением сварочного тока и напряжения дуги. Импульсная подача позволяет расширить диапазон значений рабочих токов, в том числе при сварке с короткими замыканиями. Частота коротких замыканий может быть увеличена в 3... 5 раз по сравнению с непрерывной подачей проволоки. Однако промышленное применение этого способа затруднено из-за отсутствия надежных механизмов импульсной подачи проволоки. Более перспективным является способ управляемого переноса расплавленного металла с использованием быстродействующего инверторного сварочного источника. При традиционном способе сварки перенос электродного металла осуществляется сериями коротких замыканий, имеющих хаотичный характер. Процесс отделения образующейся капли происходит при высоком уровне сварочного тока. Это обусловливает нестабильность процесса и по
При сварке плавящимся электродом, так же как и при сварке неплавящимся электродом, внешние магнитные поля отклоняют дугу. Однако эффект от использования внешнего магнитного поля наблюдается при сварке длинной дугой и наиболее заметен при струйном переносе электродного металла. В этом случае расплавленный торец электрода колеблется синхронно с частотой внешнего магнитного поля. При поперечных колебаниях увеличивается ширина шва и уменьшается глубина проплавления. В результате образующийся шов не имеет повышенной глубины проплавления по его оси. Изменять технологические характеристики дуги можно, используя центральную подачу защитного газа с высокой скоростью. Высокие скорости истечения газа при обычных расходах достигаются применением сопел с уменьшенным выходным отверстием. Обдувание дуги газом способствует уменьшению ее поверхности, т.е. сжатию. В результате ввод теплоты дуги в изделие становится более концентрированным. Кинетическим давлением потока газа расплавленный металл оттесняется из-под дуги, и дуга углубляется в изделие. В результате глубина проплавления увеличивается в 1,5... 2 раза. Однако при этом повышается и возможность образования в швах дефектов. При сварке сталей плавящимся электродом для защиты лучше использовать смесь из 75... 80% аргона и 25... 20% углекислого газа. Разделку заполняют путем наложения одинаковых по сечению валиков. Метод характеризуется уменьшенной протяженностью зоны термического влияния и равномерной мелкокристаллической структурой швов. Возможна сварка не только в нижнем, но и в других пространственных положениях. Экономичность способа определяется уменьшением числа проходов в шве за счет отсутствия разделки кромок. Повышение производительности достигается также повышением скорости расплавления электродной проволоки с увеличенным вылетом. Нагрев электрода в вылете протекающим по нему сварочным током обеспечивает повышение коэффициента расплавления. Однако при этом уменьшается глубина проплавления, поэтому способ целесообразно применять для сварки швов, требующих большого количества наплавленного металла. При сварке плавящимся электродом в защитных газах зависимости формы и размеров шва от основных параметров режима показаны на рисунке 2.8. Для сварки используют электродные проволоки малого диаметра (до 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация. Применяя поперечные колебания электрода, изменяют форму шва и условия кристаллизации металла сварочной ванны и
Ввиду высокой проплавляющей способности дуги повышаются требования к качеству сборки кромок под сварку. Качественный провар и формирование корня шва обеспечивают теми же приемами, что и при ручной сварке или сварке под флюсом (подкладки, флюсовые и газовые подушки и т.д.). С уменьшением плотности тока стабильность дуги понижается. В таблице 2.8 указаны значения минимальных токов, которые обеспечивают стабильную дугу.
Таблица 2.8 – Значения минимального тока (А), при котором обеспечивается стабильное горение дуги (электрод плавящийся из низколегированной стали)
Величина вылета электрода также влияет на стабильность процесса и размеры шва. В таблице 2.9 приведен оптимальный вылет плавящегося электрода при сварке в защитных газах.
Таблица 2.9 – Оптимальный вылет электрода
Расстояние от сопла горелки до изделия обычно выдерживают в пределах 8... 15 мм. Токоподводящий наконечник должен находиться на уровне краев сопла или утапливаться до 3 мм. При сварке угловых и стыковых швов с глубокой разделкой допускается выступание токоподводящего наконечника из сопла на 5... 10 мм. Полуавтоматическую сварку в нижнем положении можно выполнять правым или левым методом, узким валиком или с поперечными колебаниями. При сварке тонколистового металла электрод отклоняют от вертикали на 20... 30° в сторону направления сварки. При сварке угловых швов в соединениях с вертикальной стенкой держатель дополнительно отклоняют от вертикальной стенки на угол 30... 45°. Вертикальные швы на тонколистовом металле обычно выполняют на спуск (электрод под углом назад для лучшего удержания расплавленного металла от стекания). Сварку на подъем применяют при необходимости обеспечить глубокий провар кромок. При сварке горизонтальных швов электрод располагают на нижней части кромок и перемещают с поперечными колебаниями [3].
Выбор сварочных материалов Выбор защитного газа
Защитный газ обеспечивает защиту зоны сварки от окружающего воздуха. Защитные газы делятся на: 1. Инертные газы (Ar, He) – не вступают в химические реакции с элементами в зоне сварки. 2. Активные газы (CO2) – реагируют с элементами в зоне сварки. 3. Смеси газов. Наилучшую защиту обеспечивает Ar. Но его высокая стоимость делает не целесообразным его применение для сварки низколегированной стали. Применение CO2 в качестве защитного газа обусловлено использованием эффекта диссоциации молекул CO2на СО и O2. Использование углекислого газа широко применяется на предприятиях России. Однако во всех промышленно развитых странах давно уже не применяют чистый CO2 в качестве защитного газа. Для этого используют газовые смеси. Применение газовых смесей повышает производительность сварочных работ не мене чем на 30–50%. Это повышение обеспечивается новыми качествами газовых смесей. Так, добавление He в газовую смесь повышает температуру дуги. При использовании смесей газов перенос металла приобретет струйный характер, что повышает скорость сварки и уменьшает разбрызгивание металла.
Таблица 2.9 – Состав защитных газовых смесей
Для каждой из этих смесей рекомендуются свои режимы сварки, учитывающие особенности химико-металлургических процессов, происходящих в сварочной ванне, в которых участвуют составляющие газовых смесей (углекислый газ и кислород). Для данной конструкции целесообразно применить газовую смесь К-2 (Pureshield P31) состоящую из 82% Ar + 18% CO2.
Сварочную проволоку выбираем в соответствии с химическим составом основного металла из таблицы 2.10 с целью получения равнопрочного сварного соединения. Для этого выбираем проволоку сходную по химическому составу с основным металлом с учетом окисления элементов в защитном газе. «Проволока стальная сварочная».
Таблица 2.10 – Химический состав проволоки Св-08Г2С, %
Выбор режима сварки
  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 – ток и напряжение основной дуги;
– ток и напряжение основной дуги; – ток и напряжение дуги во время импульса;
– ток и напряжение дуги во время импульса; –длительность паузы и импульса
–длительность паузы и импульса