
|
|
Нормальные линейные размеры от 1 до 500 мм (ГОСТ 6636 – 69)Стр 1 из 14Следующая ⇒ СТАНДАРТИЗАЦИЯ 1.1.1. Основные цели и задачи стандартизации. Категории и виды стандартов. Объекты стандартизации. Повышение качества продукции - одно из главных условий подъема экономики страны. Успешное решение проблемы повышения качества продукции определяется рядом технических, организационных, экономических и социальных факторов. В условиях, когда для производства одной машины необходима кооперация между сотнями предприятий различных отраслей промышленности, вопросы качества продукции требуют для своего решения комплексного системного подхода, дальнейшего развития и совершенствования системы стандартизации. В свою очередь, взаимозаменяемость требует определенного уровня измерительной техники, являющейся также объектом стандартизации. Стандарт -нормативно-технический документ по стандартизации, устанавливающий комплекс норм, правил, требований к объекту стандартизации и утвержденный компетентным органом. Стандарт - это результат конкретной работы по стандартизации. Основными, наиболее общими целями стандартизации (ГОСТ 1.0-68), являются: ускорение технического прогресса, повышение эффективности общественного производства и повышения производительности труда (в том числе инженерного и управленческого), улучшение качества продукции и обеспечение его оптимального уровня. Целью стандартизации является также обеспечение охраны здоровья населения и безопасности труда работающих. Чтобы добиться повышения производительности инженерного и управленческого труда, необходимы: установление единых систем документации, в том числе унифицированных систем документации, используемых в автоматизированных системах управления, систем классификации и кодирования технико-экономической информации, разработка стандартов на виды носителей информации, форм и систем организации производства и технических средств научной организации труда, установление единых терминов и обозначений в важнейших областях науки и техники, а также в отраслях народного хозяйства. Обеспечение охраны здоровья населения и безопасности труда работающих требует установления системы стандартов безопасности труда, систем стандартов в области охраны природы и улучшения использования природных ресурсов. Улучшение качества продукции и обеспечение его оптимального уровня, в свою очередь, требует решения ряда задач: определения единой системы показателей качества продукции, методов и средств контроля и испытаний, обеспечения единства и достоверности измерений в стране, разработки методов и средств измерений высшей точности. Все эти задачи в зависимости от их содержания могут решаться в масштабах всей страны, отдельной республики, ряда отраслей народного хозяйства, отдельной отрасли и даже отдельных производственных объединений или предприятий. Поэтому установлены следующие категории стандартов: - государственные стандарты – ГОСТ - отраслевые стандарты – ОСТ - республиканские стандарты – РСТ - стандарты предприятий (объединений) – СТП Государственным стандартам присваиваются обозначения, состоящие из индекса (ГОСТ), регистрационного номера и двух последних цифр года утверждения или пересмотра (например ГОСТ 2789-73) Отраслевым стандартам присваиваются обозначения, состоящие из индекса (ОСТ), условного цифрового обозначения министерства (ведомства), регистрационного номера и двух последних цифр года утверждения или пересмотра (например ОСТ 25789-78). Республиканским стандартам присваиваются обозначения, состоящие из индекса (РСТ), сокращенного названия республики, регистрационного номера и двух последних цифр года утверждения или пересмотра (например РСТ РФ 150-98). Стандарты предприятия утверждаются руководством предприятия, и им присваиваются обозначения, состоящие из индекса (СТП), регистрационного номера и двух последних цифр года утверждения или пересмотра (например СТП КПтИ 021.205.3-86 (ДП / ГД) или СТП КПтИ 021.205.2-86 (ДП / ПЗ)). Государственные стандарты обязательны к применению во всех отраслях народного хозяйства. Отраслевые стандарты обязательны для всех предприятий и организаций данной отрасли (например тракторное и сельскохозяйственное машиностроение, автомобильная промышленность), а также для предприятий и организаций других отраслей, применяющих (потребляющих) продукцию этой отрасли. Республиканские стандарты обязательны для всех предприятий и организаций республиканского и местного подчинения республики независимо от их ведомственной подчиненности. Стандарты предприятий (объединений) устанавливаются на нормы, правила, требования, методы, составные части изделий и другие объекты данного предприятия. Поэтому они обязательны только для определенного предприятия или объединения. Как видно, область применения и сфера действия стандартов в значительной степени зависит от объекта стандартизации. В самом общем виде объектами стандартизации являются: конкретная продукция, нормы, правила, требования, методы, термины, обозначения и т.п., имеющие перспективу многократного применения в науке, технике, строительстве, на транспорте, в культуре, здравоохранении и других сферах народного хозяйства, а также в международной торговле. Государственные стандарты устанавливают преимущественно на объекты межотраслевого применения, на требования к продукции массового и крупносерийного производства широкого и межотраслевого применения. В частности, объектами государственной стандартизации являются: - допуски и посадки, параметры резьб, шпоночных и шлицевых соединений, нормы точности зубчатых передач, ряды номинальных частот и напряжений электрического тока и т.д.; - общие требования, показатели, нормы качества продукции, методы их контроля; - основные эксплуатационные свойства и технические характеристики групп однородной продукции межотраслевого применения (ряды основных параметров насосов, нормы точности металлорежущих станков); - межотраслевые требования и нормы техники безопасности и производственной санитарии; - научно-технические термины, определения и обозначения; - единицы физических величин; - системы конструкторской, технологической, эксплуатационной и ремонтной документации; документации в области организации и управления производством;
Объектами отраслевой стандартизации могут быть, например: - детали и сборочные единицы; - технологическая оснастка и инструмент; - технологические нормы и типовые технологические процессы внутриотраслевого применения. Объектами республиканской стандартизации могут быть, например: - сырье, материалы, топливо и полезные ископаемые внутриреспубликанского производства и применения; - национальные и марочные изделия, выпускаемые предприятиями республиканского и местного подчинения. Объектами стандартизации на предприятии могут быть, например: - детали и сборочные единицы, являющиеся составными частями изготавливаемых изделий; - нормы и правила в области организации и управления производством, а также управления качеством продукции; - технологическая оснастка и инструмент; - технологические нормы, требования и типовые технологические схемы; - поверочные схемы предприятия. Стандарты предприятий могут также устанавливать ограничения государственных, отраслевых и республиканских стандартов по применяемой номенклатуре деталей, сборочных единиц, материалам и требованиям с учетом особенностей данного предприятия. При этом ссылки в документации следует давать на соответствующие ограничиваемые стандарты. На продукцию в зависимости от назначения установлены следующие виды стандартов: - технические условия (ТУ); - общие технические требования (ТТ); - типы, основные параметры и размеры; - марки; - сортамент; - правила приемки; - методы контроля (испытаний, анализа, измерений) - правила маркировки, упаковки, транспортирования и хранения; - правила эксплуатации и ремонта; - типовые технологические процессы.
1.1.2. Методические основы стандартизации. Система предпочтительных чисел и параметрические ряды
Вся продукция подразделена на 100 классов, каждый класс - на 10 подклассов, каждый подкласс - на 10 групп, каждая группа - на 10 подгрупп и каждая подгруппа - на 10 видов. Помимо ОКП (общероссийский классификатор продукции), разработан и продолжает разрабатываться ряд общероссийских классификаторов и систем обозначений: СОАТО - система обозначений объектов административно-территориального деления РФ и населенных пунктов; ОКОНХ - общероссийский классификатор отраслей народного хозяйства; ОКПО - общероссийский классификатор предприятий и организаций; ОКТЭП - общероссийский классификатор технико-экономических показателей и ряд других классификаторов. Классификация и кодирование любой продукции являются первоначальным, но абсолютно необходимым элементом в проведении работ по стандартизации. Каждый вид продукции характеризуется параметрами, количественно выраженными конкретными числами. Например: автомобиль грузоподъемностью 8 т., электродвигатель мощностью 100 кВт, вал диаметром 50 мм. Значения параметров определяются или путем расчетов, или назначаются из конструктивных соображений. При этом числовые характеристики параметров могут принимать самые разнообразные значения. Без ограничения применяемых числовых характеристик унификация и стандартизация параметров были бы невозможны. Кроме того, опыт стандартизации показал, что последовательности чисел, характеризующих параметры стандартизуемых объектов, не должны быть случайными, а должны представлять собой ряды, образованные по математическим законам. Задача эта решается установлением рядов предпочтительных чисел при выборе числовых значений параметров в расчетах, проектировании, составлении различных технических документов. Система предпочтительных чисел является теоретической базой и основой стандартизации. Применение предпочтительных чисел позволяет унифицировать размеры и параметры продукции в масштабах всего народного хозяйства страны и в международном масштабе. Ряды предпочтительных чисел должны отвечать следующим требованиям: - быть бесконечными как в сторону малых, так и в сторону больших размеров; - включать единицу и все десятикратные значения любого члена; - быть простыми и легко запоминаемыми. В начальный период применялись ряды, выраженные арифметическими прогрессиями. 1+2+3+4+5+6+7… 25+30+35+40+45+50… Существенным недостатком арифметической прогрессии является ее относительная неравномерность. При постоянной абсолютной разности относительная разность между членами арифметического ряда 1,2,3….,10 для чисел 1 и 2 составляет 200%, а для чисел 9 и 10- всего 11%. В большей степени удовлетворяют требованиям стандартизации геометрические прогрессии, у которых относительная разность между любыми смежными числами ряда является постоянной. Геометрическая прогрессия характеризуется тем, что отношение двух смежных членов всегда постоянно и равно знаменателю прогрессии:
1+2+4+8+16+32+… 1+1,25+1,6+2,0+2,5+3,15+4+… 1+10+100+1000+10 000+… В приведенных рядах знаменатели соответственно равны 2; 1,25; 10. Геометрические прогрессии обладают рядом ценных свойств, которые дают основание использовать их для построения рядов предпочтительных чисел. В геометрической прогрессии, имеющей в числе членов единицу, каждый ее член (Ni) определяется из выражения Ni = ji, где i - порядковый номер члена; j - знаменатель прогрессии. Для приведенного выше первого ряда
N 4 = 24 = 16 Необходимо иметь в виду, что порядковый номер единицы во всех рядах равен 0:
N 0 = 20 = 1 Отношение двух смежных членов геометрической прогрессии всегда постоянно и равно знаменателю прогрессии:
Произведение или частное от деления каждых двух членов геометрической прогрессии всегда является ее членами:
Эти свойства геометрической прогрессии позволяют, выбрав линейные размеры из данного ряда, получать площади, объемы, моменты сопротивлений, моменты инерций, связанные единой закономерностью, так как они являются степенными функциями линейных размеров. Международная организация по стандартизации ИСО приняла рекомендации ИСО-РЗ "Предпочтительные числа" и ИСО-Р17 "Руководство по применению предпочтительных чисел и рядов предпочтительных чисел". ГОСТ 8032-56 "Предпочтительные числа и ряды предпочтительных чисел" является основой для установления параметров во всех отраслях народного хозяйства, служит базой для увязки между собой всех видов продукции. В нем предусмотрены четыре основных ряда предпочтительных чисел (R5, R10, R20, R40). Эти ряды имеют знаменатели:
При установлении параметров следует предпочитать ряд R5 ряду R10, ряд R10 - ряду R20, ряд R20 - ряду R40. При выборе единичного числового значения следует взять один из членов основного ряда, желательно с наибольшим знаменателем. В практике требуется более конкретно установить ряды рекомендуемых линейных размеров, что и сделано в ГОСТ 6636-69 "Нормальные линейные размеры". Стандарт содержит четыре ряда линейных размеров: Ra5, Ra10, Ra20, Ra40, в которые входят округленные числа из рядов R5, R10, R20, R40 предпочтительных чисел. Таким образом, ГОСТ 6636-69 является ограничительным стандартом, устанавливающим нормальные линейные размеры от 0,001 до 20 000 мм. В табл. 1.1. приведены нормальные линейные размеры от 1 до 500 мм.
Таблица 1.1 Значения допусков, мкм
Продолжение табл. 1.2.
Примечание. Для размеров до 1 мм квалитеты от 14 до 17 не применяются.
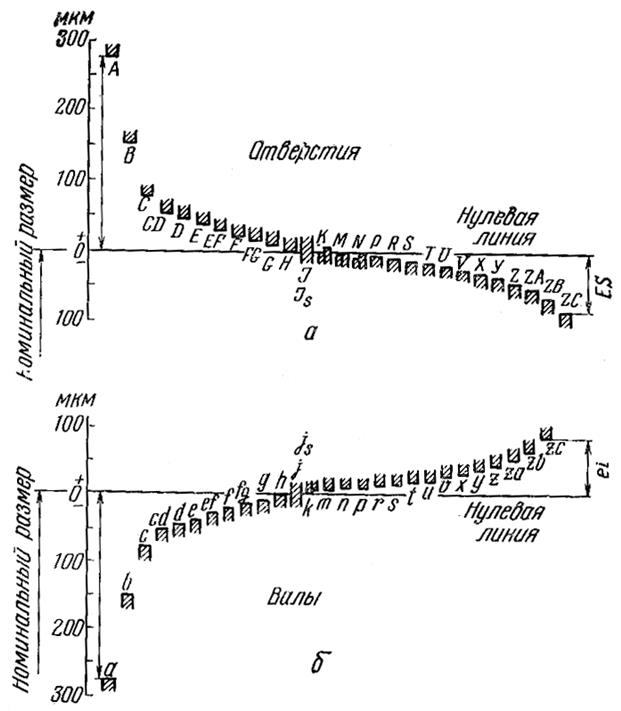
3. Интервалы диаметров. Система допусков и посадок ИСО предусматривает 13 интервалов размеров (диаметров) от 1 до 500 мм, в пределах которых значения допусков устанавливаются постоянными (табл. 1.2.). 4. Ряды допусков (квалитеты). Допуски системы ИСО стандартизованы в виде 19 рядов, называемых квалитетами. Квалитет - это совокупность допусков, изменяющихся в зависимости от номинального размера так, что уровень точности для всех номинальных размеров остается одинаковым. Обозначаются квалитеты таким образом: IT01, IT0, IT1, IT2, IT3, …IT16, IT17. Допуски увеличиваются при переходе от одного квалитета к другому по геометрической прогрессии со знаменателем 1,6. Строгого разграничения областей применения различных квалитетов нет, но преимущественно используются также квалитеты: IT01…IT1 для концевых мер длины; IT2…IT5 для калибров и особо точных изделий; IT6…IT12 для сопрягаемых размеров; IT13…IT17 для несопрягаемых размеров. Каждый квалитет может быть достигнут различными способами обработки, но из них назначают обычно экономические технологические процессы, дающие наименьшую себестоимость изготовления. В машиностроении для окончательной обработки наиболее распространены квалитеты IT6 и IT7. 5. Ряды основных отклонений. Положение поля допуска относительно нулевой линии определяется основным отклонением, т.е. ближайшим к нулевой линии, соответствующей номинальному размеру. Системой допусков ИСО установлены 28 основных отклонений для отверстий и валов, каждое из которых обозначается одной или двумя латинскими буквами, прописной – для отверстий и строчной - для валов.
Р и с. 1.7. Основные отклонения отверстий (а) и валов (б) в системе ИСО
На рисунке 1.7. показано схематично положение допусков, определяемое основными отклонениями. Второе отклонение зависит от значения поля допуска. Буквой H обозначается нижнее отклонение отверстия, равное нулю, а буквой h - верхнее отклонение вала, равное нулю. Следовательно, основное отверстие в системе отверстия обозначается H, а основной вал в системе вала – h. Отклонения с А до Н (с a до h) предназначены для образования полей допусков в посадках с зазорами, с J до N (с j до n) - в переходных посадках, с P до ZC (с p до zc) - в посадках с натягами. Принципиально допускаются любые сочетания полей допусков отверстия и вала любых квалитетов, что позволяет иметь тысячи различных посадок, в чем нет необходимости. Поэтому национальные и региональные системы допусков вводят ограничения и устанавливают основные и дополнительные ряды рекомендуемых посадок, а некоторые основные отклонения из системы ИСО исключают полностью. Особенностью Единой системы допусков и посадок (ЕСДП) является то, что из основного ряда полей допусков выделен более узкий ряд полей допусков для предпочтительного применения (они указаны в таблицах буквенным обозначением, заключенным в рамку), позволяющий в наибольшей степени унифицировать изделия и технологическую оснастку. Разрешается применять любое поле допуска. Однако для предотвращения необоснованного многообразия в допусках и посадках и повышения экономических показателей в первую очередь следует применять предпочтительные поля допусков и посадок (табл. 1.3. и 1.4).
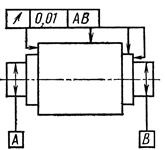
1.2.5. Обозначение на чертежах посадок, квалитетов и предельных отклонений Положение относительно нулевой линии и значение поля допуска зависят соответственно от основного отклонения и квалитета, поэтому на чертежах поля допусков в буквенном виде условно обозначаются латинской буквой и числом, характеризующим номер квалитета, непосредственно после номинального размера. Например, Æ50 Н 6, Æ40 p 7. Посадка соединения обозначается сразу после номинального размера полями допусков отверстия и вала, начиная с отверстия, таким образом: Æ40 Н 7/ g 6, или Æ40 Н 7 - g 6, или
Предельные отклонения линейных размеров могут быть указаны на чертежах одним из трёх способов: 1) условными обозначениями полей допусков, например 18 Н 7, 12 е 8; 2) числовыми значениями предельных отклонений, например
3) условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений, например
Рекомендуется более широко применять 2-й и 3-й способы. Общие записи о неуказанных отклонениях относительно низкой точности (от 12 квалитета и грубее) следует давать так. 1. Неуказанные предельные отклонения размеров: отверстий Н14, валов h14, остальных 2) Неуказанные предельные отклонения размеров: диаметров Н12, h12, остальных Обозначение Таблица 1.3 И расположения поверхностей
Рис. 2.6 Части резца
Режущая часть I резца (рис. 2.6.) производит работу резания, остальная часть II является крепежно-присоединительной и служит для закрепления резца в резцедержателе станков токарной группы, а иногда и специальных оправках (борштангах) или державках. Режущая часть образуется рядом поверхностей, которые, пересекаясь, образуют режущие кромки и вершину (или вершины) резца. Передняя поверхность – это поверхность, по которой сходит стружка. Задние поверхности резца обращены к обрабатываемой заготовке, главная – к поверхности резания, вспомогательная – к обработанной поверхности. Место пересечения передней и главной задней поверхностей резца называется главной режущей кромкой; место пересечения передней и вспомогательной задней поверхностей называется вспомогательной режущей кромкой. Вершина резца - это место сопряжения главной и вспомогательной режущих кромок. Режущие кромки называют режущими лезвиями. В условиях производства наиболее часто для характеристики геометрии резца используются углы α, γ, α1, φ, φ1 (рис. 2.7.).
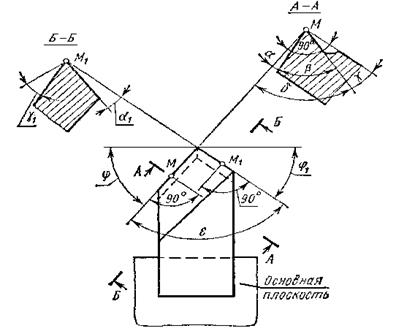
Рис 2.7. Углы режущей части резца.
α - главный задний угол γ - главный передний угол β - угол заострения δ - угол резанья α1 и γ1- вспомогательные задний и передний углы φ - главный угол в плоскости φ1 - вспомогательный угол в плане
2.1.4. Стружкообразование при резании.
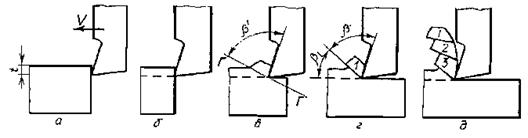
Рис. 2.8. Последовательность образования элементов стружки (по И.А. Тиме)
Затем резец своей кромкой вдавливается в металл (рис. 2.8, в), вызывая его пластическую деформацию. В течение всего второго момента резец врезается на всю глубину срезаемого слоя, и происходит дальнейшая деформация материала в зоне, ограниченной передней поверхностью резца и плоскостью Г-Г, проведенной наклонно через вершину резца под углом β' к передней поверхности резца (см. рис.2.8, в). Угол β' И. А. Тиме назвал углом действия, а плоскость Г-Г – плоскостью скалывания. Угол β1 был назван углом скалывания. В третий момент, когда напряжение в зоне угла β' достигнет определенного предела, происходит скалывание материала по упомянутой плоскости скалывания (рис. 2.8, г) и образуется первый элемент стружки. Повторение процесса ведет к образованию 2-го, 3-го и так далее элементов стружки (рис. 2.8, д). И. А. Тиме дал поныне действующую классификацию стружек, разделив их на сливную, скалывания и надлома (рис. 2.9).
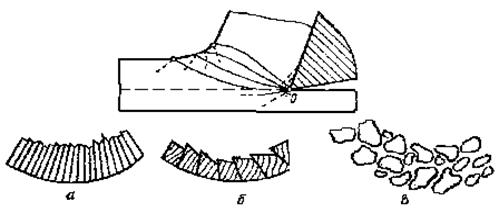
Р и с. 2.9. Стружка, (а- сливная, б - скалывания, в - подлома)
Сливная стружка получается при обработке вязких материалов при малых толщинах, больших передних углах и скоростях резания. Наружная прирезцовая сторона сливной стружки – гладкая, блестящая; внутренняя сторона – матовая, с множеством мелких зазубрин. Стружка скалывания получается при обработке материала средней твердости при больших толщинах, малых передних углах и скоростях резания. Ясно видны отдельные элементы стружки. Стружка надлома образуется при обработке хрупких материалов. Чаще всего эта стружка состоит из раздельных кусков. Сливная стружка – один из видов стружки скалывания с неполной деформацией. В условиях производства важную роль играют вид стружки, ее безопасность для рабочего, простота удаления из зоны обработки на станке. При резании пластичных материалов необходимо принимать меры, обеспечивающие завивание и ломание стружки. К ним относятся оптимальная геометрия инструмента и режим резания, периодическое изменение подачи, наложение колебательного движения на подачу инструмента. Резцы выполняются с накладными стружколомателями или стружкозавивателями с заточенными стружколомательными и стружкозавивательными порожками, лунками и др. 2.7.5. Силы в процессе резания.
Учитывая, что реальные силы при резании действуют во всем объеме тела по трем координатным осям и что для практики важно знать сумму проекций всех сил на данную ось, рассмотрим схему сил, действующих на резец по осям X, У, Z (рис. 2.10) в процессе точения. Направим ось Х вдоль оси детали, ось У – по ее радиусу, а ось Z - касательно к поверхности резания. Тогда в точке О режущего лезвия будут действовать три составляющие: касательная Pz, осевая Px и радиальная Py. Равнодействующая этих сил будет определять силу резания R. Очевидно,
Принято выражать Рx и Рy в долях Рz: Рy = (0,4 ÷ 0,5) Рz; Рx = (0,25 ÷ 0,3) Рz Тогда R = (1,1 ÷ 1,15) Рz. Для приближения расчетов сил таким образом достаточно определить Рz. Мощность, Вт, затрачиваемая на резание, определится N = Рz v. (Вт)
Рис. 2.10. Разложение силы резания на три взаимно перпендикулярных направления.
Сила резания не остается постоянной, так как условия резания в процессе работы непрерывно изменяются, да и сам процесс стружкообразования имеет циклический характер. Рz, Px, Р y определяются расчетным и табличным методами.
2. 1.6. Тепловые явления при резании. Тепловой баланс процесса резания. Теплота, возникающая в процессе резания, влияет на стойкость инструмента и его износ, на качество обработанной поверхности, изменяет механические свойства обрабатываемого материала, коэффициент трения передней и задней поверхностей инструмента и т.п. Русские исследователи Н.Н. Саввин (1910 г.) и Я.Г. Усачев (1915 г.) установили, что вся работа резания преобразуется в теплоту, однако, около 1% работы резания затрачивается на образование поверхностей, обладающих иной потенциальной энергией, чем энергия элементов внутри заготовки и стружки:
Арез = Ауп + Апл + Атр + Адис , где Ауп – работа упругого деформирования; Апл – работа пластического деформирования; Атр – работа трения; Адис – работа диспргидрирования (измельчение твердых тел). При первом методе норму времени устанавливают путем изучения затрат времени непосредственно в производственных условиях на рабочих местах. Этот метод используют для обобщения передового опыта и для разработки нормативов. При втором методе производят расчет длительности операции, используя нормативы длительности выполнения отдельных элементов работы (операции). При третьем методе нормирование операции осуществляется приближенно с использованием типовых норм. Первые два метода нормирования применяют в серийном и массовом производстве, третий метод — в единичном и мелкосерийном. Норма времени на выполнение операции по обработке одной заготовки или по сборке одной сборочной единицы называется штучным временем. Штучное время для неавтоматизированного производства состоит из нескольких элементов: t ш= tο + tB + tTex+tорг+tп, где to — основное (технологическое) время; tВ — вспомогательное время; tТех- время технического обслуживания рабочего места; topг— время организационного обслуживания рабочего места; tn— время перерывов. Основное время to -- время, затрачиваемое на непосредственное изменение размеров, формы, физико-механических свойств или внешнего вида обрабатываемой заготовки (станочная, кузнечная, слесарная и другая обработка), или время, затрачиваемое на соединение деталей при сборочных работах. При обработке на статях основное время определяют расчетным методом по формуле
tο=lpi/SM, где l p—расчетная длина обработки, мм (длина хода инструмента в направлении подачи); i — число рабочих ходов инструмента; Sm —минутная подача инструмента, мм/мин. При ручном подводе инструмента расчетная длина обработки представляет собой сумму собственной длины обработки l, размера врезания инструмента l в и размера схода (сбега) инструмента lcx: lp=l+lB+lcx . На рис.3.3 показаны схемы определения расчетной длины обработки для различных видов обработки.
в -цилиндрическое фрезерование; г -сверление
Значения величин l B и lcx берут по нормативным таблицам. Вспомогательное время t в— время, затрачиваемое на различные действия, обеспечивающие выполнение элементов работы, относящихся к основному времени, например на установку и снятие заготовки или собираемого узла, на пуск и останов станка или подъемника, на переключение режимов обработки в процессе выполнения операции, на промеры заготовок или контроль качества сборки узла и др. Вспомогательное время может быть неперекрываемым и перекрываемым. Если вспомогательные работы выполняют не в процессе обработки (например снятие обработанной заготовки н установка другой для обработки), то такое вспомогательное время называют неперекрываемым. Если же часть вспомогательных работ производят в процессе выполнения основной работы, то эта часть вспомогательного времени называется перекрываемой. При расчете нормы времени учитывают лишь ту часть вспомогательного времени, которая не может быть перекрыта машинным временем. Вспомогательное время рассчитывают в соответствии с действующими на данном предприятии нормативами по эмпирическим формулам или на основании хронометражных наблюдений. Сумма основного времени tо и вспомогательного неперекрываемого времени называется оперативным временем t оп= tο+tB
Оперативное время затрачивается на выполнение каждой операции и представляет собой основную часть технической нормы. Время технического обслуживания t тех затрачивается рабочим на смену инструмента, на правку инструмента (например шлифовальных кругов), на регулировку и подналадку станка н другие действия, связанные с уходом за рабочим местом при выполнении заданной работы. Время организационного обслуживания topг включает затраты времени рабочего на уход за рабочим местом в течение смены (смазка и чистка механизмов, раскладка и уборка инструмента в начале и в конце смены, уборка рабочего места). Время технического н организационного обслуживания рабочего места устанавливают на основании нормативов н во многих случаях определяют в процентах (до 4—8 %) к оперативному времени. Время перерывов t п на отдых, производственную гимнастику и личные надобности регламентируют законодательством и исчисляют в процентах к оперативному времени. Для механических цехов t п - 2,5 % от оперативного времени. Таким образом, штучное время можно рассчитать по формуле
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|



 .
.


 .
. .
. .
. рекомендуется для симметричных отклонений, например межцентровых расстояний.
рекомендуется для симметричных отклонений, например межцентровых расстояний.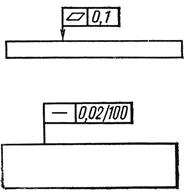
 .
.
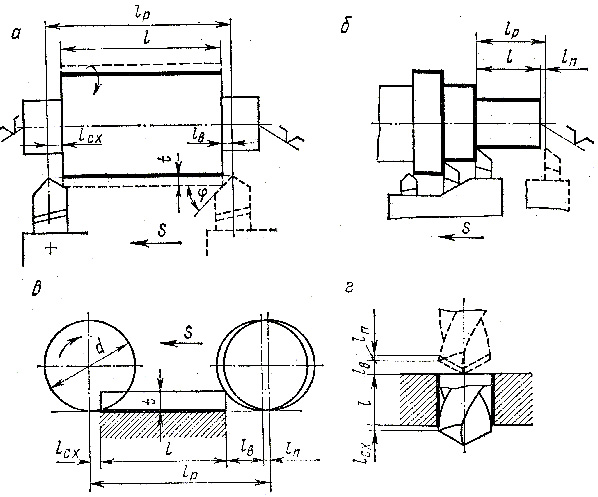 Р и с. 3.3. Схемы резания: а – продольное точение; б – многорезцовое точение;
Р и с. 3.3. Схемы резания: а – продольное точение; б – многорезцовое точение;