|
|
Протяжки для обработки многогранных отверстийШпоночные протяжки Схема резания при протягивании определяет последовательность срезания припуска. Схему резания выбирают в зависимости от формы, размеров и качества обрабатываемой поверхности. Схема резания влияет на: конструкцию протяжки, ее длину, работоспособность, качество обработанной поверхности, производительность и экономичность процесса протягивания. Особенности одинарной схемы протягивания: Каждый зуб срезает слой толщиной az (рис.15) за счет превышения высоты последующего зуба по отношению к предыдущему. - для обеспечения схода стружки по передней поверхности, ее размещения и удаления необходимы стружкоразделительные канавки (рис.15); - срезаемая стружка имеет ребра жесткости, затрудняющие ее завивание; - тяжелые условия резания на уголках, т.к. мал угол профиля, следовательно и задний угол на вспомогательной режущей кромке; - меньше прочность и теплостойкость уголков; - большая ширина вынуждает назначать небольшую толщину срезаемого слоя, что приводит к увеличению удельных сил резания, увеличивает длину протяжки; - хуже заполнение стружечной канавки; - плохая форма стружкразделителей снижает стойкость. Достоинство – технологичность изготовления. Групповая схема протягивания При этой схеме все режущие зубья протяжки разделены на группы (секции) от двух до пяти зубьев, имеющих одинаковый диаметр, но разные по ширине (Рис.16.). Стружки срезаются толстые и сравнительно узкие Особенности: - увеличение толщины срезаемого слоя снижает удельную силу резания; - при работе по «черному» можно резать под коркой; - улучшаются условия резания на уголках, за счет увеличения вспомогательных задних углов; - стружка не имеет ребра жесткости; - сокращается длина протяжки и увеличивается стойкость; Недостаток -сложность изготовления. Применение – для обработки поверхностей сравнительно простых форм Генераторная (последовательная) схема протягивания Режущие зубья имеют переменный профиль. Формообразование осуществляется вспомогательными режущими кромками нескольких зубьев. Достоинство – технологичность. Недостатки: – сравнительно низкая геометрическая точность профиля, – сложностьполучения задних углов на вспомогательных поверхностях режущих лезвий. Профильная схема протягивания (Рис.17.) Профиль зубьев в поперечном сечении подобен профилю обрабатываемой поверхности. Срезаемые слои тонкие и широкие. Формообразование осуществляется последним режущим и калибрующими зубьями. Достоинство – высокое качество обработки. Недостатки: – значительные силы резания, – сложностьизготовления и заточки. Применение – для обработки поверхностей сравнительно простых форм
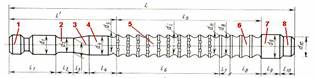
Хвостовик служит для закрепления протяжки в патроне станка. Патроны разделяются на кулачковые, резьбовые и клиновые. Форма и размеры хвостовика (рис.19) определяются в зависимости от типа протяжки и посадочного отверстия патрона. Основные типы и размеры хвостовиков стандартизованы. Шейка обеспечивает необходимое для станка расстояние от торца протяжки до первого режущего зуба. Переходный конус облегчает ввод передней направляющей в отверстие заготовки. Передняя направляющая обеспечивает соосность инструмента и заготовки, что обеспечивает срезание равномерного припуска, исключает перекос детали. Режущая часть состоит из черновых и чистовых зубьев, срезающих припуск. - Черновые зубья срезают основную часть припуска и имеют одинаковый, максимальный для данной протяжки, подъем на зуб. - Чистовые зубья срезают поверхностный дефектный слой, плавно снижают силу протягивания за счет постепенного уменьшения подъема на зуб. Калибрующая часть окончательно фиксирует размер и является запасом на переточку. Калибрующие зубья имеют одинаковый диаметр. Задняя направляющая устраняет перекос детали во время выхода из работы последних зубьев. Цапфа выполняется для дополнительной опоры – люнета в тех случаях, когда возможен прогиб протяжки. У протяжек работающих на станках с автоматическим возвратом в рабочее положение, за задней направляющей расположен задний хвостовик под быстросменный патрон. Его форма аналогична форме переднего хвостовика
Размеры канавок стандартизованы (Рис.21).
Б) Канавка с радиусной спинкой используют при обработке материалов, дающих сливную стружку
В) Канавка с увеличенным шагом применяется при обработке прерывистых поверхностей или при необходимости увеличения шага без изменения размеров г) Канавки с неравномерным шагом позволяют избежать появления кольцевых рисок и улучшить качество обработки. Геометрия протяжки Задний угол a должен обеспечивать хорошие условия резания, уменьшая трение задней поверхности об обработанную поверхность. Значения заднего угла зависят от вида операции (черновая или чистовая) и типа протяжки. Для черновых зубьев a @ 30 +30` Для чистовых зубьев a @ 20 +15` Для калибрующих зубьев a @ 10 +15` Малое значение заднего угла у протяжек для внутренней обработки обеспечивает увеличение размерной стойкости протяжки. Увеличение угла a приводит к значительному изменению размеров зубьев в поперечном сечении при переточке. У наружных протяжек a = 100 , т.к. размерный износ в этом случае может быть компенсирован перестановкой протяжки относительно обрабатываемой поверхности. Передний угол γ выбирается в зависимости от обрабатываемого материала. Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра (рис.20). Если радиус шлифовального круга Rкр будет больше радиуса кривизны Rпр передней поверхности протяжки, то шлифовальный круг «завалит» режущую кромку протяжки. Для нормальной заточки требуется выполнение условия Rкр < Rпр
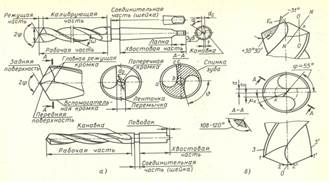
Спиральные сверла используются для обработки отверстий диаметром до 80 мм, обеспечивают точность, соответствующую 11…12 квалитету, и шероховатость Rz =40…160 мкм
Рабочая часть состоит из режущей части с двумя главными режущими кромками, которая предназначена для срезания всего припуска; направляющей части предназначенной для направления сверла в работе, обеспечивающей удаление стружки и служащей запасом на переточку. Хвостовик служит для закрепления сверла на станке. Может быть цилиндрическим (для сверл малого диаметра) или коническим. Конические хвостовики обеспечивают передачу большего крутящего момента, лучше центрируют и позволяют быструю установку. Шейка облегчает шлифование хвостовика. Лапка для облегчения выбивания сверла из патрона станка
  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 а) Канавка с прямолинейной спинкой применяется при обработке хрупких материалов, дающих мелкоэлементную стружку.
а) Канавка с прямолинейной спинкой применяется при обработке хрупких материалов, дающих мелкоэлементную стружку.