|
|
Пластинчатые конвейеры общего назначения
Пластинчатый конвейер (рис. 11) имеет станину 5, по концам которой установлены две звездочки — приводная 2 с приводом 9 и натяжная 7 с натяжным устройством 8. Бесконечный настил 3, состоящий из отдельных металлических или, реже, деревянных пластин, прикреплен к одной или двум тяговым цепям 4, которые огибают концевые звездочки и находятся в зацеплении с их зубьями. Вертикально замкнутые тяговые цепи снабжены опорными катками и движутся вместе с настилом по направляющим путям станины 5 вдоль продольной оси конвейера. Конвейер загружается через одну или несколько воронок 6 в любом месте трассы, а разгружается через концевую звездочку и воронку 1. Промежуточная разгрузка возможна только для пластинчатых конвейеров с безбортовым плоским настилом.
Рис. 11. Пластинчатый конвейер Пластинчатые конвейеры применяют для транспортирования в горизонтальном и наклонном направлениях различных насыпных и штучных грузов в металлургической, химической, угольной, энергетической, машиностроительной и многих других отраслях промышленности, а также для перемещения изделий от одного рабочего места к другому по технологическому процессу при поточном производстве. Часто на пластинчатом конвейере одновременно с транспортированием грузы-изделия подвергаются технологическим операциям — закалке, отпуску, охлаждению, мойке, окраске, сборке, контролю и т. п. На пластинчатых конвейерах, в отличие от ленточных, перемещают более тяжелые крупнокусковые, абразивные (руда, камень и т. п.), а также горячие (поковки, отливки и т. п.) грузы. [1, 167-168 ст.] К достоинствам пластинчатых конвейеров следует отнести использование металлического настила необходимой прочности, допускающего транспортирование крупнокусковых тяжелых материалов, отливок, поковок, остроугольных обрезков и отходов штамповочного производства и других подобных грузов; применение высокопрочных тяговых цепей позволяет выполнять конвейеры со значительными тяговыми усилиями, необходимыми при большой длине (до 2 км) и высоте подъема, а также для обеспечения высокой производительности; транспортирование грузов i о разнообразным трассам с наклонами к горизонту до 70 и малыми радиусами переходов; обеспечение непосредственной загрузки лотков настила из бункеров без применения питателей. Недостатками пластинчатых конвейеров являются значительная металлоемкость и высокая стоимость изготовления. Пластинчатые конвейеры классифицируют по конструкции настила, конфигурации трассы (рис. 12) и назначению.
Рис. 12.. Трассы пластинчатых конвейеров: а, г — горизонтальная и наклонная трассы; б, д — горизонтально-наклонные трассы; в, г, ж — сложная трасса [2, 233-234 ст.] По назначению различают стационарные и передвижные конвейеры. Последние используют обычно как погрузочные и перегрузочные машины, самоходные и несамоходные. Основные параметры (ширина и тип настила) стационарных пластинчатых конвейеров общего назначения установлены ГОСТ 22281-76. Тяговым элементом пластинчатых конвейеров служат две пластинчатые катковые цепи (ГОСТ 588 — 81) с шагом 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800 мм, одна (только для конвейеров легкого типа шириной до 400 мм) или две втулочные или роликовые цепи (ГОСТ 588 — 81) и круглозвенные цепи. [1, 169 ст.] В стандартных пластинчатых конвейерах общего назначения тяговым элементом служат, как правило, пластинчатые тяговые цепи (ГОСТ 588—81} следующих типов: ПВ — пластинчатые втулочные; ПВР — пластинчатые втулочно-роликовые; ПВК — пластинчатые втулочно-катко-вые с гладкими катками; ПВКГ — пластинчатые втулочно-катковые с гребнями на катках и ПВКП — пластинчатые втулочно-катковые с подшипниками качения у катков. Большинство конвейеров имеет две тяговые цепи и только легкие конвейеры шириной до 400 мм имеют одну цепь. [2, 234 ст.] У Катковых цепей катки служат опорными элементами, при помощи которых силы тяжести настила и транспортируемого груза передаются на направляющие пути конвейера. Катки бывают с ребордами и без них, на подшипниках скольжения или качения; последние применяют для конвейеров тяжелого типа. В конвейерах с втулочными и роликовыми цепями опорными элементами служат стационарные ролики, укрепленные на станине; по ним гранями своих звеньев движутся цепи конвейера (рис. 13, в и 14). При гладком настиле (рис, 13, в) на обратной ветви по роликам движется настил. Конвейеры этого типа (рис. 14) с настилом шириной 800;1000 и 1200 мм часто применяют для транспортирования горячих грузов; при этом для смазывания стационарных роликов используют централизованную смазочную систему. Известны также конструкции конвейеров с бескатковыми пластинчатыми и круглозвенными цепями, у которых настил поддерживается отдельными катками на сквозных осях, прикрепленных к звеньям цепи или к настилу через 400 — 800 мм. Такие выносные катки легко обслуживать, ремонтировать и смазывать, для их замены не требуется снимать цепи. В специальных конвейерах легкого типа для транспортирования легких штучных грузов (например, деталей машин, бутылок) с петлевым плоским настилом шириной 80; 100; 160 и 200 мм можно объединять цепи с настилом (рис. 21, а); такой настил скользит по металлическим или пластмассовым направляющим путям. [1, 169 ст.]
Таблица 5. Пластинчатые стационарные конвейеры общего назначения [2, 235 ст.]
Настил является грузонесущим элементом пластинчатого конвейера; он выполняется с бортами и без них и имеет различную конструкцию в зависимости от характеристики транспортируемого груза. ГОСТ 22281—76 предусматривает следующие разновидности настила пластинчатых конвейеров (см. рис. 13): безбортовой плоский разомкнутый с катками (см. рис. 13, а и б) и без катков (см. рис. 13, в); плоский сомкнутый ПС с катками (см. рис. 13,г); безбортовой волнистый В (см. рис. 13, д); бортовой волнистый БВ (см. рис. 13, е) и коробчатый мелкий КМ и глубокий КГ (рис. 13, ж и з). Плоский (гладкий) настил изготовляют из деревянных планок (см. рис. 13, а) или стальных пластин (см. рис. 13, в). Для надежного положения транспортируемых грузов (например, цилиндрической формы) настил иногда снабжают фасонными накладками — упорами. Настилы волнистый (безбортовой и бортовой), бортовой плоский, глубокий и коробчатый штампуют из стальных листов толщиной 4—10 мм. [1, 169-170 ст.] Таблица 6. Размеры (мм) волнистого настила (см. рис. 16) [2, 236 ст.]
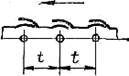
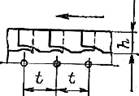
Плоские настилы выполняют с разомкнутыми или сомкнутыми пластинами с бортами или без бортов (рис. 15). В ряде случаев для фиксации положения транспортируемых грузов, например цилиндрической формы, настил снабжают упорами, или гнездами. Плоские настилы применяют для транспортире вания различных штучных и реже — сыпучих грузов. Настилы изготавливают из стальных пластин, пластмассовых или деревянных планок. Волнистые настилы выполняют с бортами и без бортов (рис. 16). Волнистая форма способствует надежному перекрытию соседних пластин не только на прямолинейных участках, но и на поворотах вокруг звездочек, а также увеличивает жесткость и прочность настила и повышает сцепление грузов с полотнами. Это обеспечивает перемещение грузов под большими углами наклона и уменьшает просыпание материалов между пластинами. Основные размеры волнистого настила приведены в табл. 12. Коробчатые настилы (рис. 17) выполняют ковшеобразной формы, что обеспечивает транспортирование сыпучих грузов под большими углами наклона (45— 60°). Настилы изготавливают методом штамповки и сварки из стальных листов.
Рис. 15. Плоский настил: а - разомкнутый; б — сомкнутый
Швеллерные настилы (рис. 18) применяют для транспортирования крупных горячих отливок и штамповок. Такая форма пластин повышает жесткость и прочность настила и облегчает его очистку. Основные параметры конвейеров с различными настилами приведены в табл. 15.
Рис. 16. Конструкция волнистого настила На пластинчатых конвейерах применяют винтовые или пружинно-винтовые натяжные устройства (рис. 19), которые устанавливают на концевых звездочках. Наибольшее распространение получили жесткие винтовые устройства. Пружинно-винтовые натяжные устройства находят применение в тяжело нагруженных конвейерах большой длины при скоростях транспортирования свыше 0,25 м/с для компенсации изменения натяжения и длины тяговых цепей, возникающих при эксплуатации конвейеров. Ход натяжного устройства устанавливается в пределах 320— 2000 мм в зависимости от шага тяговой цепи.
Рис. 17. Коробчатый настил На пластинчатых конвейерах применяют угловые и гусеничные приводы. Основными являются угловые приводы, которые устанавливают в головной части конвейера. В конвейерах большой длины устанавливают дополнительные промежуточные приводы гусеничного типа. Число приводов зависит от мощности и длины конвейера. [2, 236-237 ст.] На рис. 20 представлен привод стационарного пластинчатого конвейера. Привод состоит из приводной звездочки 1, открытой зубчатой передачи 2, редуктора 3 и электродвигателя 4. В конвейерах с наклонной или комбинированной трассой, где возможно самопроизвольное движение ходовой части при случайном отключении электродвигателя или нарушении кинематической связи, в передаточном механизме устанавливают электромагнитные тормоза или стопорные устройства храпового или роликового типа, При необходимости плавного регулирования скорости в приводе устанавливают вариатор. Приводные и натяжные звездочки для стандартных конвейеров выполняют по ГОСТ 592—75, а число зубьев в соответствии с ГОСТ 22281—76 принимают 6—13. В наклонных конвейерах предпочтительно нечетное число зубьев для разновременного возникновения нагрузок в набегающих и сбегающих ветвях. Для синхронизации работы на одном конвейере нескольких приводных устройств при малых скоростях применяют электродвигатели с большим скольжением, а при скоростях свыше 0,5 м/с применяют специальные гидромуфты.
Рис. 18. Швеллерный настил Пластинчатые конвейеры выпускаются серийно рядом заводов нашей страны., Краткие технические характеристики конвейеров приведены в табл. 7— 8. [2, 238-239 ст.]
Рис. 19. Пружинно-винтовое натяжное устройство [2, 240 ст.]
Рис. 20. Привод пластинчатого конвейера [2, 241 ст.] Таблица 7. Техническая характеристика пластинчатых конвейеров [2, 245 ст.]
Таблица 8. Техническая характеристика пластинчатых конвейеров [2, 246 ст.]
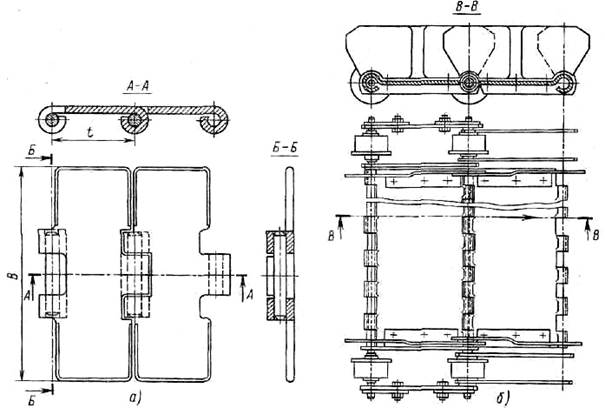
Безбортовой настил применяют для транспортированияштучных грузов. Чтобы предохранить груз от выпадения, иногда, особенно на участке загрузки, устанавливают вдоль настила неподвижные борта из досок или стальных полос. При неподвижных бортах безбортовые плоский сомкнутый и волнистый настилы применяют для насыпных грузов, бортовые плоский и волнистый настилы — для насыпных и штучных грузов (например, для горячего литья), а бортовые коробчатые настилы — исключительно для насыпных грузов при больших углах наклона (до 45 — 60°) и высокой производительности. Пластины настила крепят на болтах, заклепках или приваривают к специальным уголкам, прикрепляемым к пластинам тяговых цепей. Тяговые цепи соединяют друг с другом жесткими пластинами настила или сквозными осями, которые располагают через один, три шага цепи. Направление движения настила должно строго соответствовать стрелкам, указанным на рис. 13; в противном случае возможно попадание груза между пластинами настила и его повреждение. Для транспортирования стальных листовых отходов кузнечно-прессового производства и элементной металлической стружки применяют бортовой плоский сплошной настил с петлевым шарнирным соединением пластин (см. рис. 21,6). Основными размерами настила (см. рис. 13) являются ширина В и высота h бортов, если они имеются. По ГОСТ 22281—76 настилы изготовляют с номинальной шириной 400, 500, 650, 800, 1000, 1200, 1400 и 1600 мм и высотой борта 80. 100, 125, 160, 200, 250, 315, 355, 400, 450 и 500 мм. Угол наклона пластинчатого конвейера β определяется характеристикой транспортируемого груза и типом настила. Для гладкого и волнистого настила β ≤ ρт - θ [здесь ρт — угол трения груза о настил в движении; θ — некоторый угол, обеспечивающий надежное положение груза на наклонном участке; для гладкого настила θ = 9 ÷ 6°, для волнистого θ = 5÷3° (большие цифры относятся к настилу без бортов, а меньшие — к настилу с бортами)]. В любом случае β < (φд — 5°) (здесь φд — угол естественного откоса груза в движении).
Рис 21. Ходовая часть конвейера с плоским петлевым настилом с грузонесущим и тяговым элементами: а— совмещенными; 6 — разделенными[1, 171 ст.] Для насыпных грузов при коробчатом настиле β = 45 ÷ 60°, однако при больших углах наклона (более 35°) производительность конвейера заметно снижается, поскольку груз надежно удерживается только в пределах высоты упорной стенки настила (см. рис. 13, ж и з). Для транспортирования штучных грузов, при наличии на настиле поперечных грузоудерживающих планок, угол наклона конвейера может быть повышен до 60°, если линия действия силы тяжести груза будет находиться внутри его опорной поверхности (см. рис. 13, е). Привод пластинчатого конвейера — угловой или прямолинейный (гусеничный). Он состоит из приводных звездочек, передаточного механизма и электродвигателя. В конвейерах с наклонной или комбинированной трассой, у которых возможно самопроизвольное движение ходовой части при случайном отключении электродвигателя или нарушении кинематической связи в передаточном механизме, устанавливают стопорное устройство храпового или роликового типа или электромагнитный тормоз. Приводные звездочки углового привода обычно имеют пять-восемь зубьев; изготовляют их литыми из стали или, редко, из чугуна, а также составными — с литым корпусом из чугуна и венцом из листовой стали. Профиль зубазвездочек регламентирован ГОСТ592-75. Для обеспечения единства передачи тягового усилия и ликвидации возможности перекоса цепей приводные звездочки закрепляют на приводном валу так, чтобы взаимное расположение зубьев у обеих звездочек было строго одинаковым. Передаточным механизмом привода является один редуктор или редуктор с дополнительной зубчатой или цепной передачей. При необходимости плавного регулирования скорости в передаточный механизм между электродвигателем и редуктором устанавливают вариатор скорости. Известно применение гусеничных приводов с электромагнитным захватом звеньев цепи конвейера. Для этого на приводной гусеничной цепи укрепляют электромагниты, которые обесточиваются при подходе к приводной звездочке. Длинные и тяжело нагруженные конвейеры выполняют с несколькими приводами. Известны пластинчатые конвейеры длиной до 2 км с девятью приводными гусеничными механизмами. Натяжное устройство конвейеров — винтовое или пружинно-винтовое, устанавливается на концевых звездочках (рис. 22). Ход натяжного устройства X = 320 ÷ 1000 мм принимается в зависимости от шага тяговой цепи (обычноне менее 1,6 — 2 шага). Одну из звездочек натяжного устройства закрепляют на валу на шпонке, а другую — свободно для возможности самоустановки по положению шарниров цепи.
Рис. 22. Натяжное устройство: а - винтовое; б — пружинно-винтовое [1, 172 ст.]
Станину конвейера, как правило, изготовляют из угловой или швеллерной стали (рис. 23). Концевые части выполняют в виде отдельных рам для привода и натяжного устройства, а среднюю часть (рис. 23 а) для опоры настила — в виде отдельных секций металлоконструкции длиной по 4 — 6 м. В качестве опорных (направляющих) путей для ходовых катков цепей служат уголки 1 для конвейеров легкого типа и швеллеры или узкоколейные рельсы — для конвейеров тяжелого типа. На криволинейных секциях (рис. 23,6) над путевыми профилями устанавливают контршины 2. На конвейерах поточной линии у станины средней части и цепи рабочей ветви размещают предохранительные ограждения и сиденья для рабочих. [1, 173 ст.]
Рис. 23. Металлоконструкция секций станины пластинчатого конвейера: а — средней; 6 — криволинейной [1, 173 ст.]
  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|