|
|
Демонстрация упражнений мастером ПО4.Оқушылардың жаттығуларды көрсетуі Демонстрация упражнений учащимися 5. ҚТ бойынша нұсқау Инструктаж по ТБ (приложение №) 6.Оқушыларға тапсырма беру және жұмыс орындарына орналастыру Выдача задания учащимся и расстановка по рабочим местам. 7. Оқушылардын тақырып бойынша тапсырма орындауы Выполнение учащимися задания по теме. III).Ағымдағы нұсқау Текущий инструктаж. 1. Аралап шығу обход: организация рабочего места, правильная технологическая последовательность выполнения работы на первоначальном этапе, Т.Б. 2.Аралап шығу обход: правильность организации работы индивидуальных учащихся, самоконтроль качества работы в группе и у каждого учащегося, Т.Б. 3. Аралап шығу обход: правильность соблюдения технических и технологических условий в работе группы, выдать дополнительные работы наиболее успевающим учащимся, Т.Б. 4. Аралап шығу обход: Самоконтроль качества работы на завершающем этапе, прием практической работы, оценивание, Т.Б. IV).Қорытынды нұсқау Заключительный инструктаж. 1.Жалпы қорытынды Общее подведение итогов. 2.Талдау және типтік қателердің талқылау Анализ и обсуждение типичных ошибок 3.Тапсырманың артынан бағаларды хабарлау Сообщение оценок за задание 4.Үй тапсырмасын беру Выдача домашнего задания
Контрольные вопросы 1) Стальные группы А поставляют: с гарантированными механическими свойствами. 2) Металловедение- это наука изучения: структуры свойств металла. 3) Коррозия металлов- это: окислительный процесс. 4) Атом- это наименьшая частица: вещества. 5) К физическим свойствам относится: плотность. 6) Молекула- это наименьшая частица: вещества. 7) Металлы- это: кристаллические тела. 8) К технологическим свойствам относятся: обрабатываемость. Бекітемін/Утверждаю Директордың оқу өнірістік жүмысының орынбасары зам. директора по УПР «___» _____________2019г _________Бошанов А.А. Сабақ №6 УРОК №6 Тақырып: Тема: Наплавка валиков в нижнем положении. Білімділік мақсаты: Цель обучающая: Формировать умение определять алгоритм трудовых действий и приемов по наплавке валиков в нижнем положении Даму мақсаты: Цель развивающая: научить применять теоретические знания на практике.
Тәрбиелік мақсаты: Цель воспитательная: Формирование активности и самостоятельности в учебно-трудовой деятельности. Сабақ түрі: Вид урока: Практический. Жабдық Оборудование: Сварочное оборудование и оборудование, металлические образцы и заготовки, инструмент сварщика, плакаты, дидактический материал.
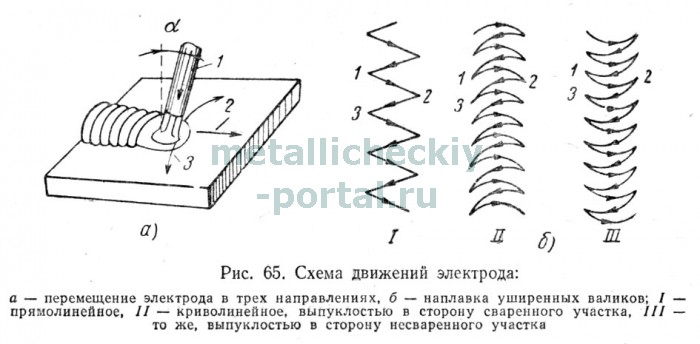
САБАҚ БАРЫСЫ ХОД УРОКА I). Ұйымдастыру кезеңі Организационный момент. Проверка наличия учащегося. Проверка готовности группы к занятиям. II). Кіріспе нұсқау Вводный инструктаж. 1.Тақырыпты және сабақ мақсаттарын хабарлау Сообщение темы и цели урока 1.Наплавка валиков в нижнем положении. При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла,
перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°. Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны. Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны. Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок. Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на
рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя». После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина. При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл. 2. Наплавка параллельных валиков в нижнем положении 3..Инструктаж по Т.Б. (приложение №) 2. Өткен материалды бекіту   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|