
|
|
Коэффициенты X и Y для радиальных иРадиально-упорных подшипников
Приложение 4 Конструктивные элементы редуктора
1.2. СООТНОШЕНИЕ РАЗМЕРОВ ЭЛЕМЕНТОВ РЕДУКТОРА
4.3 РАЗМЕРЫ ЛАП ФЛАНЦЕВ КОРПУСА РЕДУКТОРОВ
4.4 КРЫШКА СМОТРОВОГО ОТВЕРСТИЯ РЕДУКТОРА И ОТДУШИНЫ
4.6. ПРОБКИ С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ
4.7 КРЫШКИ ВРЕЗНЫЕ
Под манжетное Под регулировочный Глухие уплотнение винт
4.8. РЕЗИНОВЫЕ АРМИРОВАННЫЕ МАНЖЕТЫ (ГОСТ 8752-79)
Пример обозначения: Манжета 1-50×70-4 ГОСТ 8752-79 4.9 ШАЙБЫ ПРУЖИННЫЕ (ГОСТ 6402-70)
4.10 ШАЙБЫ РЕГУЛИРОВАЧНЫЕ
Примеры регулировочных узлов при применении подшипников типа 7000 4.11 БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ класса точности В (ГОСТ 7798-70); болты с шестигранной уменьшенной головкой (ГОСТ 7808-70)
Примечание: 1. Размер I в указанных пределах брать из следующего рада чисел: 8, 10,12,14,16.20,25, 30, 35, 40,45, 50, 55,60,65, 70, 75. 2. Пример условного обозначения болта с диаметром резьбы d = 6 мм, длиной l = 20 мм. с полем допуска 8g. класса прочности 6.6. с покрытием 02 (кадмиевые с хромированием) толщиной 9 мкм: Болт M6-8g× 20.66 029 ГОСТ 7798-70 4.12 ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ(ГОСТ 3128-70)
Примечания: 1. Размеры бать из ряда чисел табл. 4.12 2. Пример обозначения: Штифт 10h8×40 ГОСТ 3128-70
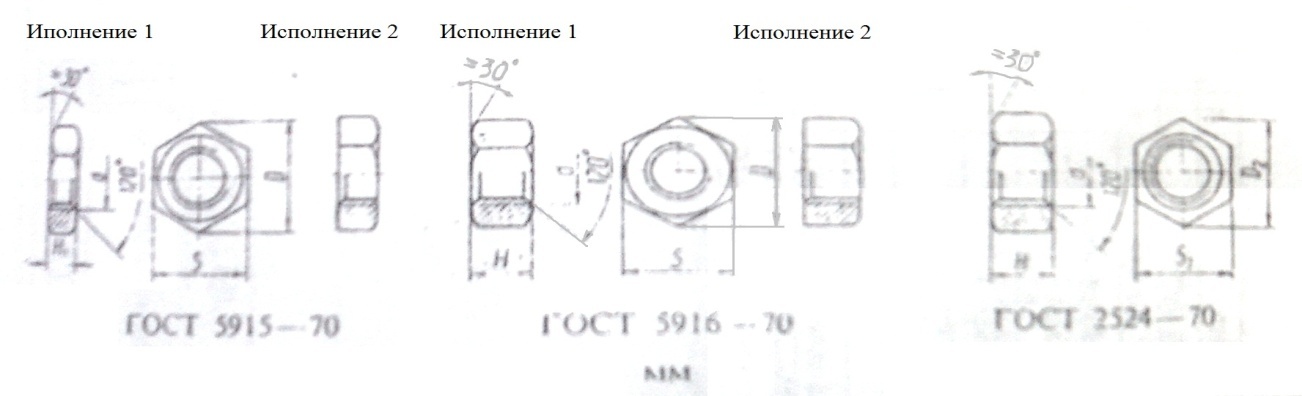
4.13. ГАЙКИ ШЕСТИГРАННЫЕ класса точности В (ГОСТ 5915-70); гайки шестигранные низкие класса точности В (ГОСТ 5916-70); гайки с уменьшенным размеров «под ключ класса точности А» (ГОСТ 2524-70)
Пример обозначения: Гайка М12-6Н.5.029 ГОСТ 5915-70
4.14. ПРОБКИ С ТРУБНОЙ РЕЗЬБОЙ
4.15 ПАРАМЕТРЫ ВХОДНЫХ И ВЫХОДНЫХ СТУПЕНЕЙ ВАЛОВ
4.16 ШПОНОЧНЫЕ СОЕДИНЕНИЯ С ПРИЗМАТИЧЕСКИМИ ШПОНКАМИ (ГОСТ 23360-78)
Примечание: 1. Длины призматических шпонок L выбирают из следующего ряда: 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250. 2. Пример условного обозначения шпонки исполнителя l, размерами b=16 мм, h=10 мм, l=50 мм: Шпонка 16×10×50 ГОСТ 2360-78 Приложение 5
Приложение 7 ПОСАДКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ Основные понятия о допусках и посадках Основные понятия о допусках и посадках содержатся в государственном стандарте ГОСТ 25346-89. «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений». Стандарт распространяется на гладкие элементы деталей, цилиндрические или ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм. Таким образом, объектами являются цилиндрические поверхности валов и отверстий в различных деталях, которые соединяются в узлы и агрегаты машин. Стандарт также распространяется на шпонки и шпоночные пазы в деталях. В совремённом машиностроении предъявляются чрезвычайно высокие требования к точности изготовления рабочих поверхностей деталей. Размеры их должны выдерживаться с точностью до нескольких микрометров, или даже долей микрометра. Один микрометр равен одной тысячной доли миллиметра, т.е. 1мкм = 1 Конструктор на основе этого стандарта задает предельные размеры, т.е. два предельно допустимых размера элемента, между которыми должен находиться или одному из которых может быть равен действительный размер. Действительный размер элемента устанавливается измерением. Предельные размеры элемента (отверстия или вала) можно выразить двумя способами. Например,
В этом выражении D=30 – номинальный размер отверстия в мм. Вообще все параметры, относящиеся к отверстию, пишутся прописными, т.е. большими буквами. Внизу у номинального размера нижнее отклонение отверстия, которое обозначается EI = 0,1 мм, вверху – верхнее отклонение отверстия ES = 0.2 мм. Для того, чтобы получить наименьшее допустимое значение отверстия, следует к номинальному размеру прибавить алгебраически нижнее отклонение, т.е. Dmin=D+EI. В нашем примере Dmin=30+0.1=30.1 мм. Аналогично, Dmax=D+ES или Dmax=30+0.2=30.2 мм. Это же видно во второй записи предельных размеров. Следовательно, первая и вторая записи равноценны. В стандарте ГОСТ 25346-89 предусмотрена первая форма записи. Подобный результат получим для вала, который предназначен для соединения с этим отверстием. Номинальный размер такого вала равен номинальному размеру отверстия, т.е. d=D=30 мм. Номинальные размеры не имеют индексов. Все параметры для валов обозначаются строчными, т.е. маленькими буквами. Это нужно запомнить, иначе не будет понятно к валу или к отверстию относится тот или иной параметр. Пусть предельные размеры вала имеют вид:
В этом случае нижнее отклонение вала ei=-0.15 мм, верхнее отклонение вала es=-0.05 мм. Соответственно dmin = d + ei = 30 + (-0.15) = 29.85 мм, а dmax = d + es = 30 + (-0.05) = 29.95 мм. Введем понятие допуска. Допуcк T – это разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним отклонениями. Докажем вторую часть определения на примере отверстия. T = Dmax – Dmin = D + ES – (D + EI) = ES – EI. В нашем примере допуск для отверстия TD = ES – EI = 0,2 – 0,1 = 0,1 мм, для вала Td = es – ei = -0.05 – (-0.15) = 0.15 – 0.05 = 0.1 мм. Рассмотренные в примере допуски не являются стандартными. Стандартные допуски обозначаются IT, их значения находятся в таблице стандарта и должны применяться при выполнении чертежей. Допуск по определению всегда положителен, а отклонения могут быть как положительными, так и отрицательными. Если отклонения положительные, то размеры отверстия или вала будут больше номинального размера, если отклонения отрицательные, то – меньше номинального размера. По результату расчёта следует, что в рассмотренном примере предельные размеры отверстия больше предельных размеров вала. Следовательно, в этом соединении при любом сочетании действительных размеров годных деталей будет гарантированный зазор. Рассмотренное соединение относится к посадке с гарантированным зазором. Определим предельные значения зазоров в этом соединении. Чем больше размер отверстия и чем меньше размер вала, тем больше будет зазор S, и наоборот, чем меньше размер отверстия и чем больше размер вала, тем меньше будет зазор, т.е. Smax = Dmax – dmin = D + ES – (d + ei) = ES – ei = 0,2 – (- 0,15) = 0,35 мм; Smin = Dmin – dmax = D + EI – (d + es) = EI – es = 0,1 – (- 0,05) = 0,15 мм. Выразим допуск зазора через допуски отверстия и вала. По определению допуск зазора равен разности наибольшего и наименьшего зазоров: Ts = Smax – Smin = ES –– (EI – es) = (ES – ES) + (es – ei) = TD +Td. Таким образом, допуск посадки (зазора или натяга) равен сумме допусков отверстия и вала. Чтобы уменьшить зазор или натяг в соединении следует уменьшать допуски отверстия и вала. На рисунке 7.1. показан характер соединение вала и отверстия. Отверстие и вал представлены двумя окружностями, отражающими наибольший и наименьший их размеры. Причём, все окружности касаются друг друга в одной нижней точке (на схеме она слева). Эта точка – начало координат, от неё откладываются все размеры. От этой точки также откладывается номинальный размер, который определяет положение нулевой линии. Эта линия является новой системой координат, от которой отсчитываются предельные отклонения отверстия и вала. Здесь же видны предельные размеры, предельные отклонения и допуски отверстия и вала.
Стандарт ГОСТ 25346-89 предусматривает более простое оформление соединения деталей, чем на рисунке 7.1. Это оформление показано на рисунке 7.2 в виде схемы полей допусков для нестандартных их значений в вышеприведенном примере.
Рис. 7.2. Упрощённая схема полей допусков для рассмотренного примера соединения отверстия и вала На этом рисунке видна нулевая линия, которая соответствует номинальному размеру отверстия и вала. От нулевой линии отложены верхние и нижние отклонения отверстия и вала, которые сформировали соответствующие поля допусков в виде прямоугольников. Сами допуски являются высотами этих прямоугольников. Между прочим, длина этих прямоугольников может быть какой угодно. При построении полей допусков следует выдерживать в масштабе только размеры по вертикали, т.е. верхние и нижние отклонения от нулевой линии. Положения полей допусков на схеме отражают характер соединения этих деталей. Так как поле допуска отверстия в этом примере выше нулевой линии, то размеры отверстия больше номинального размера. Поле допуска вала ниже нулевой линии, значит размеры вала меньше номинального размера и меньше размеров отверстия. Если размеры вала меньше размеров отверстия, то между этими поверхностями будет зазор, который позволяет валу, например, свободно вращаться в отверстии. Если размер вала больше размеров отверстия, то такое соединение называется посадкой с натягом. Это неподвижная посадка, при которой две детали становятся как одна. Собрать такие детали не просто, их собирают путём прессования. Применяют также охлаждение вала до сборки в жидком азоте при температуре примерно минус 200ºС. Вообще посадкой называют характер соединения вала и отверстия.   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|






















 .
.
 Рис. 7.1. Характер соединение вала и отверстия
Рис. 7.1. Характер соединение вала и отверстия









