|
|
Затылование. Кривые затылования. Величина затылования
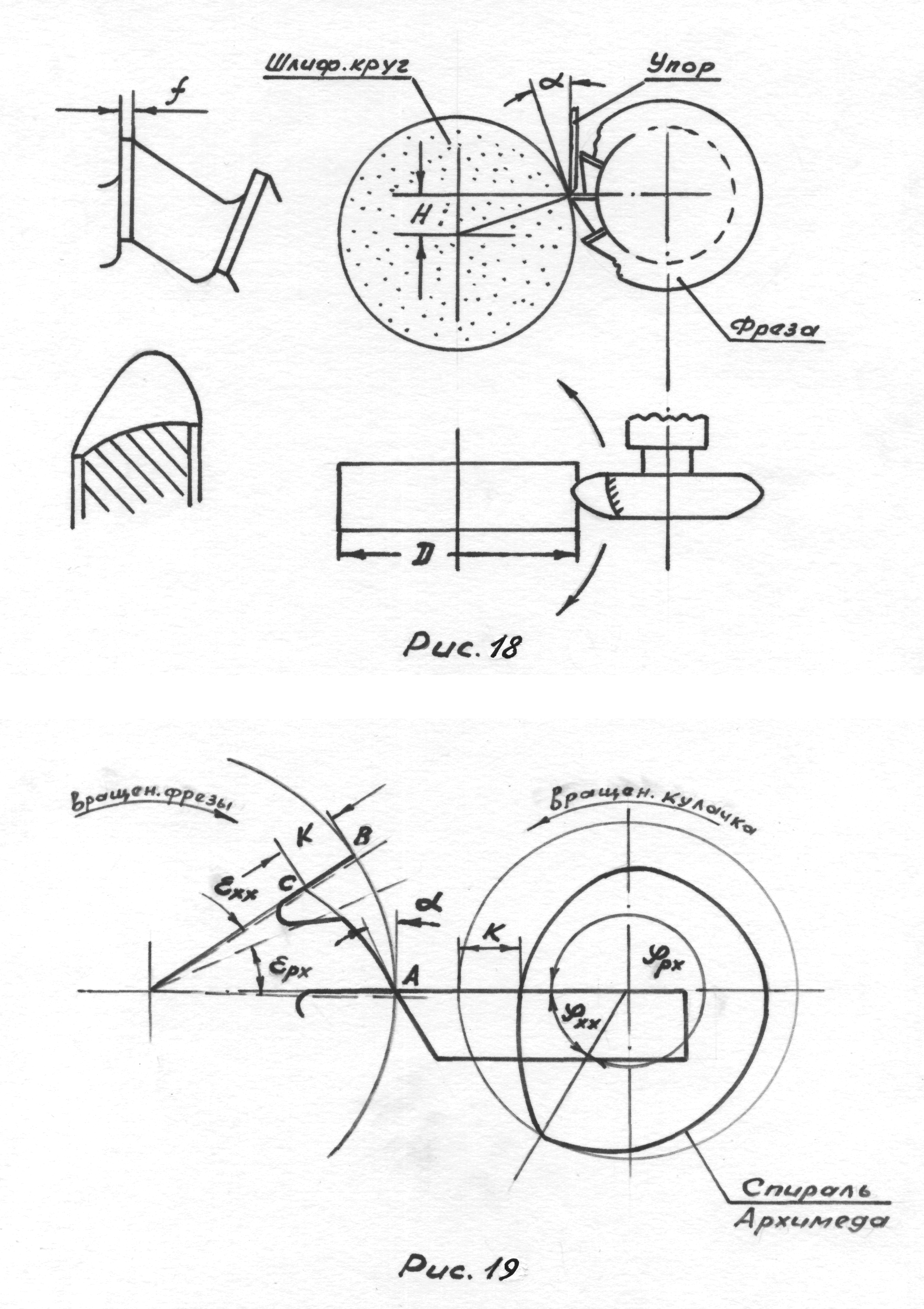
Затылованные фрезы и другие затылованные инструменты называются так потому, что в процессе их, изготовления для оформления задней поверхности зуба применяется специфическая операция инструментального производства - затылование, выполняемая на специальных станках. Основное назначение затылования - образование задних углов на зубьях инструмента. Достоинством затылованного инструмента является сохранение профиля его зубьев при переточках по передней грани до полного износа. Обработка задней поверхности зубьев затылуемого инструмента осуществляется резцом или шлифовальным кругом по определенной траектории, называемой кривой затылования, В качестве кривой затылования обычно используется спираль Архимеда. Объясняется это простотой изготовления и универсальностью кулачка - копира, управляющего возвратно-поступательным движением затылующего инструмента. По мере равномерного вращения заготовки фрезы затыловочный резец перемещается к её центру, осуществляя съем металла с задней поверхности зуба. Величина, характеризующая путь резца к центру заготовки, называется величиной затылования и определяется значением заднего угла. Цикл движения резца (Рис. 19) при затыловании одного зуба состоит из рабочего хода, ему соответствует угол ξрх, когда происходит обработка задней поверхности зуба, и холостого с углом ξхх, необходимого для возврата резца в исходное положение. Этим углам должны соответствовать углы φрх и φхх на кулачке. Наиболее распространенным является угол φхх = 90° (может быть 60° и 45°). Величину затылования можно определить из треугольника ∆ABC, в котором: катет AB = π×D/Z, катет K = (π×D/Z)×tgα, где: D - диаметр затылуемой фрезы; Z - число зубьев фрезы.
На рабочем чертеже сконструированного инструмента указывается величина затылования, а угол не дается. Затыловочный станок оснащается комплектом кулачков с наиболее распространенными величинами затылования, до значений которых округляются расчетные величины К.
Задние углы затылованной фрезы
Задние углы в разных точках режущей кромки фасонной затылованной фрезы обычно неодинаковы. Величина их зависит от расстояния данной точки до оси фрезы и от угла поворота участка режущей кромки, на которой находится рассматриваемая точка, относительно оси фрезы (рис.20). На участке режущей кромки АВ задний угол определяется: tgα = k×z/π×DФ, на участке СД: tgαc = k×z/π×DC. Величина затылования одинакова, потому что затылование всего профиля выполняется одним резцом одновременно, следовательно: tgαc = DФ×tgα/DC,. то есть задние углы на участках режущей кромки, расположенных ближе к оси затылованной фрезы, больше, чем задний угол при вершине зуба. Важно знать нормальный задний угол, то есть в плоскости NN, нормальной к режущей кромке. Из ∆MXP можно определить: tgαNX = tgαP×cosφ, или, с учетом положения точки X относительно оси фрезы: tgαNX = (DФ/DK)×tgα×cosφ.
При φ = 90°, то есть, когда режущая кромка расположена перпендикулярно оси фрезы αNX = 0 и необходимо принимать меры по обеспечению работоспособности этого участка режущей кромки. Методы решения этой задачи при конструировании фасонных затылованных фрез следующие (рис.21.): - поднутрение участка режущей кромки за счет шлифования ее под углом 1-3° или оставления узкой ленточки; - изменение положения детали при фрезеровании с соответствующим изменением положения профиля фрезы; - специальное затылование - косое или осевое.
Двойное затылование
Для повышения точности и стойкости затылованных фрез необходимо производить затылование шлифовальным кругом. При этом чтобы повысить производительность обработки, целесообразно использовать шлифовальный круг увеличенного диаметра, но для такого круга необходимо увеличить и пространство между соседними зубьями для своевременного вывода его из зацепления без повреждения следующего за затылуемым зуба, то есть увеличить путь холостого хода. Это можно сделать, применив двойное затылование (рис.22). Осуществляется двойное затылование следующим образом. Сначала выполняется первое затылование резцом на всей длине зуба фрезы с величиной затылования KI. Затем, после термической обработки, производится затылование шлифовальным кругом на длине примерно 2/3 зуба с величиной затылования К2 = (0,6-0,8)КI. При этом пространство для выхода шлифовального круга из зацепления с зубом φхш значительно больше пространства для выхода из зацепления резца φкр. Применение двойного затылования оправдано и с точки зрения прочности зуба: переточка фрезы производится обычно в пределах двух третей толщины зуба.
  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ,
,