|
|
Олірування з використанням кіл (полірувальником)Стр 1 из 2Следующая ⇒ ЗМІСТ ВСТУП……………………………………………………………………..3 РОЗДІЛ І. ІСТОРІЯ РОЗВИТКУ І СТАНОВЛЕННЯ ТРУДОВГО НАВЧАННЯ, ЯК ШІКЛЬНИЙ ПРЕДМЕТ……………………………………………....5 1.1. Загальний огляд історії розвитку трудового навчання…………..5 1.2. Сучасний етап розвитку трудового навчання як шкільного предмету……………………………………………………………………8 РОЗДІЛ ІІ. ПЕДАГОГІЧНИЙ ОГЛЯД МЕТОДИКИ НАВЧАННЯ ТЕХНОЛОГІЙ……………………………………………………………...11 2.1. Формування і розвиток методики навчання технологій як складової педагогічної науки………………................................................................11 2.2. Розвиток теорії та методики трудового навчання на сучасному етапі………………………………………………………………….……...22 ВИСНОВОКИ………………………………………………………...…....26 СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ…………………………...……..28 Додатки……………………………………………………………………...29
ВСТУП Актуальність теми. Способи обробки металів тиском і литтям, як правило, не дають необхідної точності розмірів і чистоти поверхні заготовок (винятки складають спеціальні види лиття і холодне штампування). Тому куванням, штампуванням і литтям в більшості випадків виготовляють заготовки (напівфабрикати), що потребують додаткової обробки. Остаточна обробка виконується різанням, яке полягає в знятті з поверхонь заготовки визначеного шару металу, що залишається спеціально для цього. Шар металу, що знімається з металу, називається припуском на обробку. В результаті видалення припуску заготовка набуває точніших форми, розмірів та заданої шорсткості поверхонь, тобто перетворюється в деталь. На цей вид оброблення припадає понад 90% трудомісткості виготовлення більшості деталей. Для його реалізації існує ціла низка різноманітного металорізального обладнання, різного за розмірами, продуктивністю, ступенем автоматизації, яке забезпечує здійснення різних способів обробки різанням практично в усіх типах виробництва. Обробка різанням є складним і дорогим процесом, який відрізняється значною трудомісткістю і значними втратами металу Механічна обробка металів різанням є технологічним процесом необхідним для виготовлення, обслуговування і ремонту деталей, вузлів і агрегатів машин, устаткування і конструкцій, де обробка металу здійснюється шляхом зняття стружки, за допомогою ріжучими інструментами на металоріжучих верстатах з метою додання деталям заданих форм, розмірів і якості поверхневих шарів. Обробка металів різання поділяється на: точіння, стругання, свердління, розгортання, простягання, фрезерування, шліфування, хонінгування, полірування і ін. Важливе місце в обробці металів різання посідає абразивна обробка. Абразивна обробка здійснюється за допомогою абразивного інструменту. Застосовується як у випадку, коли потрібна підвищена точність і якість обробки поверхні, так і для чорнового обдирання, різання заготовок, заточення різальних інструментів. До абразивної обробки відносяться шліфування, полірування, хонінгування, притирання, доводка та ін. Досить часто використовують шліфування та полірування. Метою шліфування є вирівнювання поверхні деталі і надання їй гладкості, а також видалення верхнього шару матеріалу для забезпечення заданої товщини виробу. І полірування використовують з метою зменшення шорсткості поверхні як у декоративних, так і в експлуатаційних цілях — підвищення її зносостійкості. Тому вивчення даної теми, її значення в різних індустріальних галузях, де використовується метал та здійснюється його обробка, дали підставу для обрання теми дослідження: « Механічна обробка металів різання, абразивна обробка металів, шліфування, полірування » Об’єкт дослідження – Механічна обробка металів різанням Предмет дослідження – абразивна обробка, а саме шліфування та полірування Мета дослідження полягає в значимості процесів різання металу, а саме його обробка різними абразивними інструментами, з метою здійснення точної остаточної обробки, підвищення зносостійкості та надання їй гладкості, що є декоративною ціллю обробки. Поставлена мета передбачає виконання таких задач: · ознайомитися з основними операціями обробки металів різанням; · ознайомитися з основними видами інструменту і технологією абразивної обробки матеріалів; · з’ясувати мету використання різних процесів обробки металів; Для виконання поставлених завдань використовувалися такі методи дослідження: конкретно-пошуковий (аналіз, синтез, систематизація джерел і матеріалів), поняттєво-термінологічний (визначення суті операцій механічної обробки металів різанням), системний (вивчення видів абразивної обробки та визначення цілей їх виконання). Обробка металів різанням — це процес зняття різальним інструментом шару металу заготовки (стружки) для надання виробу потрібної форми, заданих розмірів і чистоти поверхні. Види обробки металів різанням розрізняють залежно від конструкції різального інструмента, що застосовують, або від характеру руху інструмента і заготовки при обробці вручну чи на металорізальному верстаті. Усі види руху при обробці різанням поділяються на три групи: · робочий рух (або рух різання); · установчий; · допоміжний. Складовими робочих рухів є головний рух і рух подачі. Головний рух здійснює процес зняття стружки, а рух подачі — процес різання. Наприклад, під час свердлення головним рухом є обертання свердла, а його переміщення вздовж осі або вбік — є рух подачі, що дозволяє одержати наскрізний отвір або канавку певної глибини. У металорізальних верстатах головний рух найчастіше буває обертальним (токарні, свердлувальні, фрезерні, шліфувальні верстати) або прямолінійним (стругальні, довбальні верстати). Головний рух надається заготовкам (верстати токарної групи) або різальному інструменту (фрезерні, поперечно-стругальні тощо). У верстатах з головним обертальним рухом подача і різання безперервні, у верстатах з головним зворотно-поступальним — різання переривчасте. За рівнем спеціалізації металорізальні верстати поділяють на: • універсальні; • спеціалізовані; • спеціальні. Універсальні призначені для виконання різноманітних операцій при виготовленні деталей, різних за розмірами і формою; спеціалізовані — для обробки однотипних деталей різних розмірів; спеціальні — для виготовлення деталей одного типорозміру. За технологічними ознаками (залежно від характеру обробки) верстати поділяють на такі групи: • токарні; • свердлильні й розточувальні; • шліфувальні, полірувальні, доводочні; • для електрофізичної й електрохімічної обробки; • зубо- і різьбообробні; • фрезерні; • стругальні, довбальні, протяжні; • розрізні; • різні. Верстати кожної з цих груп поділяються на типи за такими основними ознаками: · технологічне призначення (круглошліфувальні, плоскошліфувальні); · конструктивні особливості (універсально-фрезерні, поздовжньо-фрезерні); · розташування робочих деталей у просторі (вертикально- свердлильні, горизонтально-свердлильні); · кількість робочих деталей верстата (одношпиндельні, багатошпиндельні); · ступінь автоматизації (з ручним керуванням, напівавтомати, автомати). У промисловості найпоширеніші токарні, свердлильні, фрезерні та шліфувальні верстати. Обробка різанням включає дві множини способів її реалізації: лезову та абразивну обробки. Лезова обробка передбачає оброблення поверхонь заготовки одно- та багатолезовими інструментами — різцями, свердлами, фрезами, розвертками, протяжками та ін. Абразивна обробка — це обробка поверхонь абразивними інструментами, виготовленими з природних або штучних абразивних матеріалів, — абразивними кругами, сегментами, брусками, стрічками та вільними абразивами у вигляді порошків, паст тощо. Застосовується як у випадку, коли потрібна підвищена точність і якість обробки поверхні, так і для чорнового обдирання, різання заготовок, заточення різальних інструментів. До абразивної обробки відносяться шліфування, полірування, хонінгування,притирання, доводка та ін. Усі способи обробки різанням поділяють, у свою чергу, за точністю та шорсткістю обробленої поверхні на: · чорнові; · напівчистові; · чистові; · оздоблювальні. Шліфування На верстатах шліфувальної групи деталі обробляють методами шліфування, тонкого шліфування і точіння, хонінгування, суперфінішування, притирання, полірування, абразивно-рідкого полірування. Шліфування - це процес обробки поверхні металу абразивним (шліфувальним) інструментом (шліфувальними кругами, брусками, шкуркою). Абразивний інструмент складається із зерен абразивного матеріалу, скріплених між собою зв'язуючою речовиною. Шліфування є основним методом одержання виробів високої точності з незначною шорсткістю поверхні та застосовується переважно для завершальної чистової обробки. Він є один із продуктивних методів обробки різних поверхонь заготовок інструментом, що має вигляд тіла обертання, різальними елементами якого є безліч дуже твердих абразивних зерен. Шліфування проводиться на спеціальних шліфувально-полірувальних верстатах з використанням повстяних, бязевих чи фетрових кругів.Абразивний матеріал (наждак, корунд, електрокорунд) наноситься на круг за допомогою столярного клею. Особливістю шліфування є одночасне мікрорізання декількома зернами, кожна з яких має 2-3 ріжучі леза й більше. Чим більше зерен беруть участь у різанні, тим менша шорсткість обробленої поверхні. Існують також заточувальні верстати на яких власноміць заточують ріжучий інструмент: свердла, фрези, токарні різці тощо. Від того, яким способом і яка буде форма оброблюваної поверхні, шліфування поділяється на декілька видів. При круглому шліфуванні здійснюється взаємне переміщення шліфувального круга і деталі вздовж її осі, з так званою поздовжньою подачею. Також задається переміщення поперечної осі для додання циліндричному або конусному виробу заданої величини діаметру. Цим способом обробки користуються при обробці валів, втулок, шпинделів, колінних валів та інших продуктів машинобудування. Кругле внутрішнє шліфування призначене для роботи з циліндричними або конічними поверхнями, розташованими під зовнішніми частинами, геометричних елементів деталей. При шліфуванні на внутрішньо-шліфувальних верстатах процес обробки передбачає обробку з поздовжньою подачею, а різне шліфування з поперечною подачею — обробку з планетарним вектором руху. Прикладом використання внутрішнього шліфування можуть бути частини внутрішніх поверхонь таких деталей як: цангова оправа, цанга, шпиндель тощо. При безцентровому шліфуванні деталь не закріплюють у центрах або в патроні, а базують по оброблюваній або раніше обробленій поверхні. Деталь починає обертатися від провідного кола, швидкість якого раз в 60 – 100 менша, ніж швидкість основного шліфувального круга. Плоске шліфування здійснюється на робочій поверхні основного столу, або на електромагнітній плиті залежно від оброблюваного матеріалу. Це можуть бути: плитки паралельні, використовувані при фрезеруванні, плитки Йогансона призначені для контролю розмірів тощо. Шліфування кривих або ламаних поверхонь деталей називають профільним шліфуванням. Приміром, кулачки розподільного вала мають форму відмінну від кола, тому поверхню їх шліфують на спеціальних верстатах. Різьбошліфування – це обробка елементів різьби за допомогою спеціального абразивного інструменту. Такий вид обробки застосовується з метою одержання якісної поверхні спеціальних гвинтів. Зокрема такий метод використовується при виготовленні гвинтів для верстатів. Зубошліфування – вид обробки, що застосовується в машинобудуванні, яка дозволяє шліфувати зубчасті колеса із загартованої сталі (з твердістю робочих поверхонь HRC 48 – 60), яку виконують з високою точністю в залежності від умов роботи. Шліфування зубів здійснюється на спеціальному обладнанні, як правило, з програмним управлінням. Шлицешліфування – різновид шліфування, яке проводиться на спеціальних верстатах. Застосовується такий спосіб для обробки валів із шліцьовими сполуками. Глибинне шліфування є різновидом обдирного оброблення поверхні. Однак, у ряді випадків глибинне шліфування, для досягнення якості оброблюваної поверхні, може бути чистовим. Обробку проводять з великими глибинами (п’ять мм), та із малими поздовжніми подачами. Глибинне шліфування застосовують для профільного шліфування, в тому числі широкими колами, для шліфування стружкових канавок на свердлах, гребінок, пазів. Також при шліфуванні різьби, зубів, черв’яків деталей паливної апаратури і при алмазній обробці твердо-сплавних різальних інструментів. Поєднане шліфування – це обробка одночасно декількох сегментів деталей на шліфувальному верстаті з однієї технологічної установки. У тому випадку, коли шийки деталі розташовані близько одна до одної, застосовують широкі кола для одночасного охоплення цих елементів оброблювальної деталі. А для обробки виробів, в яких ці місця розташовані на значній відстані один від одного, використовуються шліфування декількома колами одночасно розташованими на одному валу. Останній метод дозволяє суттєво підвищити продуктивність і точність щодо взаємного розташування шліфованих поверхонь. Тонке точіння здійснюють застосовуючи великі швидкості різання при малій товщині шару, що зрізується. Найкращим матеріалом для тонкого точіння, за умов масового виробництва виробів з кольорових металів і сплавів, вважають алмази, які характеризуються високою розмірною стійкістю. Для завершальної обробки заготовок з чорних металів застосовують різці з твердосплавними пластинами або пластинками з кубічного нітриду бору. Хонінгування - метод завершальної обробки дрібнозернистими абразивними брусками. Такий інструмент закріплюють у спеціальній хонінгувальній головці, яка здійснює разом з ним обертальний (головний) рух і поступальне переміщення вздовж осі заготовки (рух подачі). Хонінгування застосовують здебільшого при обробці точних отворів. Хонінгування зовнішніх поверхонь здійснюють на спеціалізованих (горизонтально-хонінгувальних) або модернізованих (шліфувальних, горизонтально-розточувальних) верстатах; продуктивність при цьому порівняно зі суперфінішуванням у 2–4 рази вища внаслідок більшої кількості брусків і великих тисків. Обробляють отвори у різних деталях, зокрема в деталях двигуна (отворів блоків циліндрів, гільз циліндрів, отворів кривошипної і поршневої головок шатунів, отворів шестерень), тощо. Хонінгування забезпечує стабільне отримання точних отворів і необхідних параметрів шорсткості обробленої поверхні. Суперфінішування - метод тонкої кінцевої обробки для одержання дуже гладкої поверхні. Здійснюють, використовуючи дрібнозернисті абразивні бруски, закріплені у спеціальній головці, за умов поєднання обертального і поступального рухів головки вздовж осі оброблюваної деталі та коливального руху брусків. Така обробка забезпечує шорсткість (чистоту) поверхні Ra = 0,025...0,012мкм. Притирання забезпечує одержання точних розмірів (до 0,1 мкм) і дуже малу шорсткість поверхні (Ra = 0,025...0,012мкм). Обробку здійснюють з використанням так званого — "притира", на поверхню якого наносять абразивну пасту або абразивний порошок, змішаний з маслом. Притирами служать різні диски, що обертаються, плити, бруски, кільця, стрижні з чавуну, міді, свинцю, твердих порід дерева та інше. Притирання виконують на універсальних і спеціальних притирочних верстатах або вручну. Полірування - це кінцева обробка виробів дрібнозернистим абразивом зі зв'язкою (оливою, сумішшю воску, парафіну, сала з гасом), нанесеного на поверхню круга, диска або стрічки з м'якого еластичного матеріалу. Деталі після полірування добре працюють у потоках газів або рідини, іноді полірування використовують як попередню обробку декоративних виробів або перед нанесенням гальванічних покриттів. Вона надає поверхні виробу високої чистоти і дзеркального блиску. Металеві вироби обробляють наполірувальних верстатах, вдаються також до електролітичної та електромеханічної обробки. Полірування виробів з деревини полягає у нанесенні на них розчину прозорої смоли і подальшому натиранні поверхонь або лакофарбових покриттів. Поверхню виробів з каменю обробляють зволоженим повстяним кругом, на який нанесено полірувальний порошок. Пластмасові вироби полірують у барабанах, куди разом з ними завантажують полірувальну суміш — наприклад тонкоподрібнену пемзу, просочену машинним чи вазеліновим маслом, або на полірувальних верстатах. Абразивно-рідке полірування з використанням водно-абразивної суспензії (подають під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь обертання; • внутрішньо-шліфувальні - для обробки внутрішніх поверхонь обертання; • плоскошліфувальні — для обробки площин; • спеціальні (шліцешліфувальні, зубошліфувальні, різешліфувальні та інші); • заточувальні — для заточування інструмента. Найпоширеніші кругло- й плоскошліфувальні верстати. Залежно від форми деталей, при обробці поверхонь застосовують різні схеми (види) шліфування: - кругове зовнішнє з поздовжньою подачею; - кругове зовнішнє з радіальною подачею; - внутрішнє; - плоске периферією круга на верстатах з прямокутним столом; - плоске торцем круга на верстатах з прямокутним столом; - плоске периферією круга на верстатах з круглим столом; - плоске торцем круга на верстатах з круглим столом; - безцентрове з поздовжньою подачею; - безцентрове з радіальною подачею. Вимоги до полірованим виробам. Деталі й вироби, що підлягають поліруванню, не повинні мати подряпин і глибоких рисок, так як вивести їх поліруванням надзвичайно важко, а іноді практично неможливо. Вироби з кольорових і дорогоцінних металів, що не володіють, як правило, високою твердістю, щоб уникнути дефектів від ударів рекомендується транспортувати в спеціальній тарі з індивідуальними осередками. При виборі питомої тиску треба враховувати і властивості оброблюваного металу. Чим м'якше метал, тим легше зняти з нього шар, але тим важче досягти однорідності поверхні. Полірування твердих металів у порівнянні з м'якими при одних і тих же умовах обробки (однакові вихідна шорсткість, точність, що підлягає зніманню припуск: і т. д.) ведуть з великими питомими тисками полірувальником на оброблювану поверхню. Полірування абразивною стрічкою. Полірування абразивною стрічкою (рис.1) є різновидом шліфування. Робоча поверхня стрічки, на яку нанесена полірувальна паста, характеризується розмірами абразивних зерен пасти і числом їх на одиниці поверхні. Застосовується для обробки великих деталей зі складним профілем. Полірування в ручну Для полірування вручну використовують полірувальні палички та дерев'яні бруски, на які наносять полірувальні пасти з оксидів хрому або заліза. Іноді полірування виробляють на натягнутих нитках, покритих полірувальними пастами. На рівних металевих площинах блиску можна досягти за допомогою полірувального напилка - бруска, обтягнутого м'якою шкірою, на яку наносять полірувальні пасти. Історична довідка
З давніх часів люди шукали, надійні способи з'єднання різних елементів деталей між собою, будь то будівництво житла, або виготовлення знаряддя для полювання, виробництва, використовуючи при цьому різні пристосування здійснюють велику допомогу у виготовленні якогось виду з'єднання. Вчений Архімед, який жив багато років тому до нашої ери, в стародавній Греції використовував, метод гвинтової канавки для передачі води на значне відстань, при виготовленні свого винаходу використовуючи певні інструменти та пристосування надають допомогу в виробництві даного пристрою. Розвиток технічного прогресу вимагало більш надійного з'єднання деталей між собою. Важко сказати, точно, коли з'явився перший болтове з'єднання і хто його винахідник, але точно відомо, що за основу взято винахід Архімеда, передача обертального руху гвинтовими канавці. Дане з'єднання отримало широке практичне застосування у всіх галузях, в промисловості, в машинобудуванні і т.д. розроблено спеціальні інструменти, і пристосування які дозволяють отримати дане з'єднання, назву таке з'єднання отримало болтове, що складається з двох частин болта і гайки. Кожна деталь має елемент різьблення, болт зовнішню, гайка внутрішню. При отриманні різьблення використовуються відмінні один від одного, як інструменти, так і пристосування. Вимоги до даного виробу Я визначив перелік вимог, які будуть ставитися до мого плашкотримача.
Аналіз виробів-аналогів
Модель №1 Модель №2
Модель №3
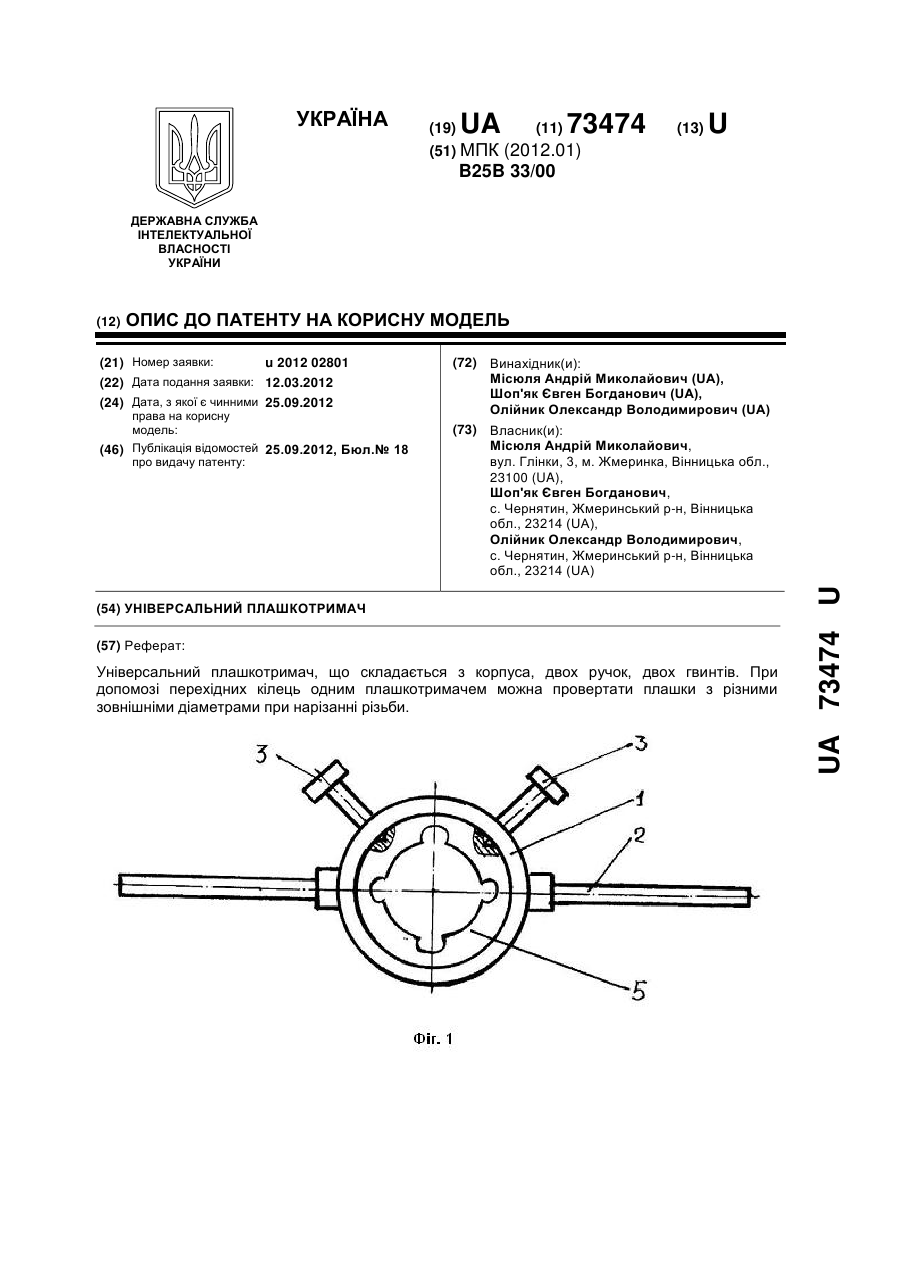
В результаті проведеного аналізу моделей-аналогів можна зробити наступний висновок. Всі вироби відповідають своєму призначенню. Але для виготовлення в шкільних умовах, з точки зору відпущеного часу та матеріальних затрат, підходять не всі. Так, наприклад, модель №2 складна за технологією виконання, а також вимагає значних фінансових затрат. Модель №3 має гарний привабливий вигляд, вимагає помірних фінансових затрат але має деяку складність у виконанні. Модель №1 не складна за технологією виготовлення, не вимагає значних фінансових затрат, має непоганий зовнішній вигляд. І тому моделлю – прототипом для подальшого проектування я обрав модель №1. Конструкторський етап Опис зовнішнього вигляду Виріб який я обрав, має не найвище естетичну привабливість, але за своєю простотою він є досить практичним у виконанні за допомогою нього зовнішньої різьби. Також із-за своєї простоти він є досить легким у виготовленні, і несе низькі матеріальні затрати Специфікація виробу Плашкотримач складається з корпуса (1), двох ручок (2), двох гвинтів (3).
Ескіз плашкотримача Економічна оцінка виробу З - загальна сума. С1 - вартість рукоятки. С2 - вартість Плашкотримач. С3 - вартість гвинтів. С4 - вартість електроенергії.
С1 - сортовий прокат 1 м. Коштує 100 грн. Я використовував 0,25 м. Тоді С1 = 0,25х100/1=25 грн. С2 - сортовий прокат 1 м. Коштує 500 грн. Я використовував 0,02. Тоді С2 = 500х0,02/1= 10 грн. С3 - вартість гвинтів дорівнює 4 шт.x 1,50 грн = 6 грн. С4 - N = 520 Вт = 0,52кВт Ціна 1кВт / год = 0,75 грн. T = 12 годин знайти: Вартість роботи на верстаті -? Рішення: Вартість = N × T × Ціна 1кВт / год = 0,52кВт × 12 годин × 0,75 грн. = 4,68 грн Відповідь: вартість 12 годин роботи на верстаті дорівнює 4,68 гривень. С = 25 + 10 + 6 +4,68 = 45,68 = 46 грн. Екологічна оцінка виробу При виготовленні та експлуатації спроектованого мною вироби не тягнуть за собою жодних негативних змін у навколишньому середовищі. Так само матеріал, з якого виготовлений плашкотримач, не несе ніякої шкоди, як людині, так і природі. Технологія виготовлення
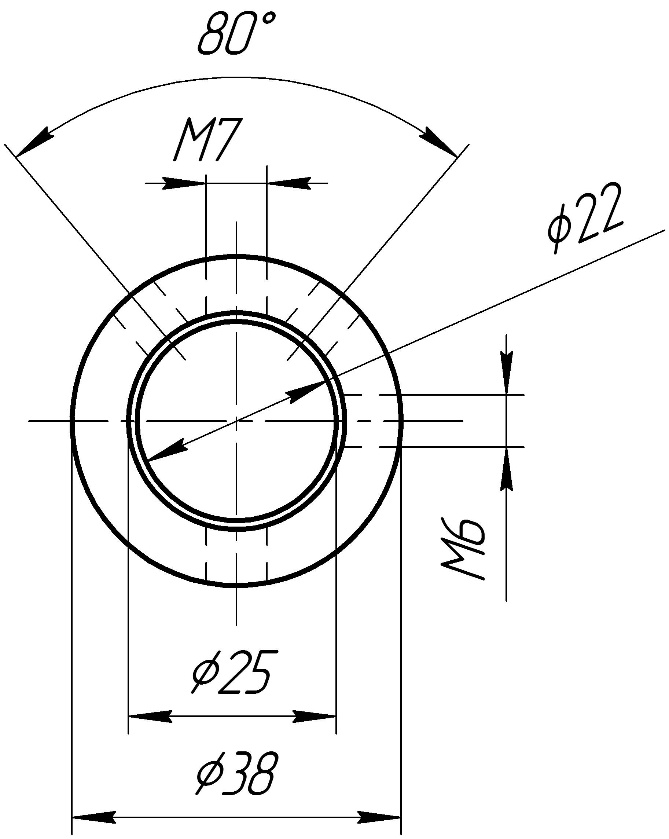
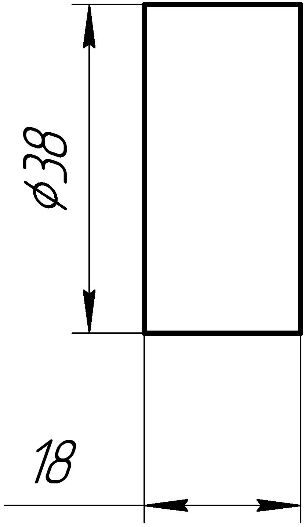
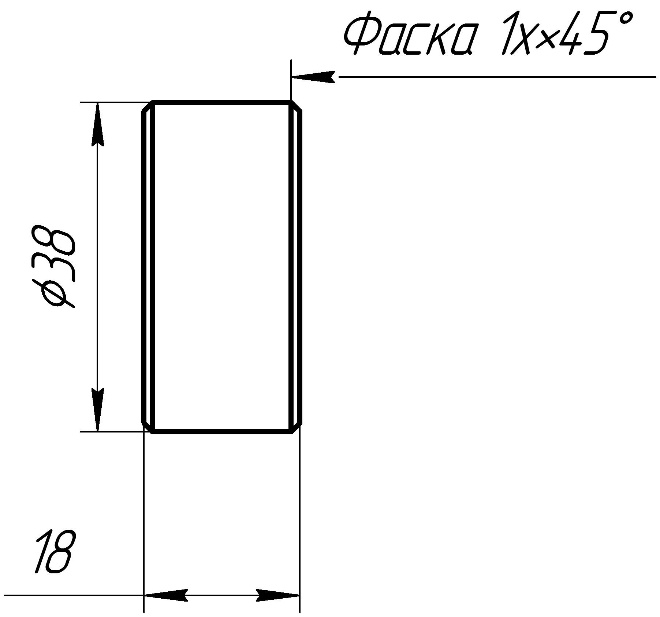
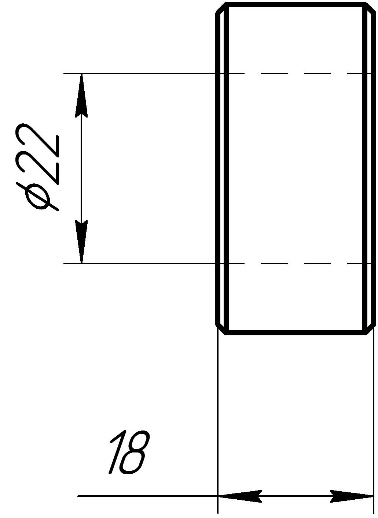
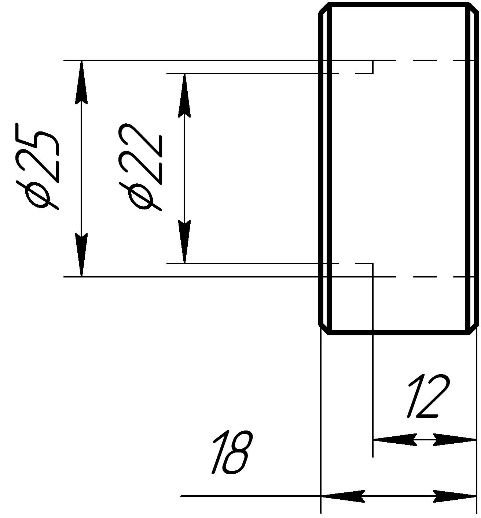
Корпус плашкотримача
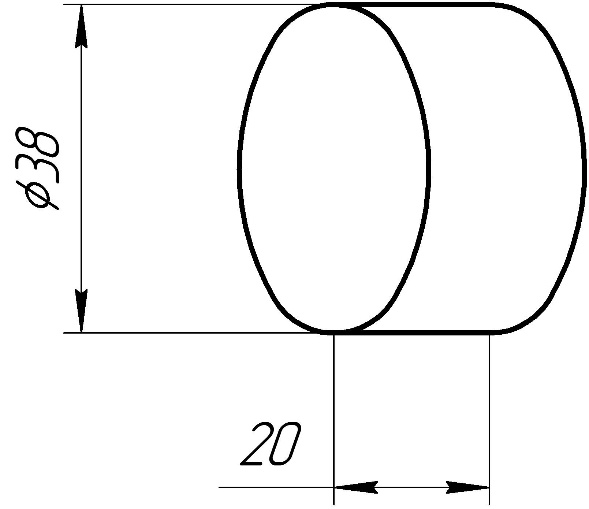
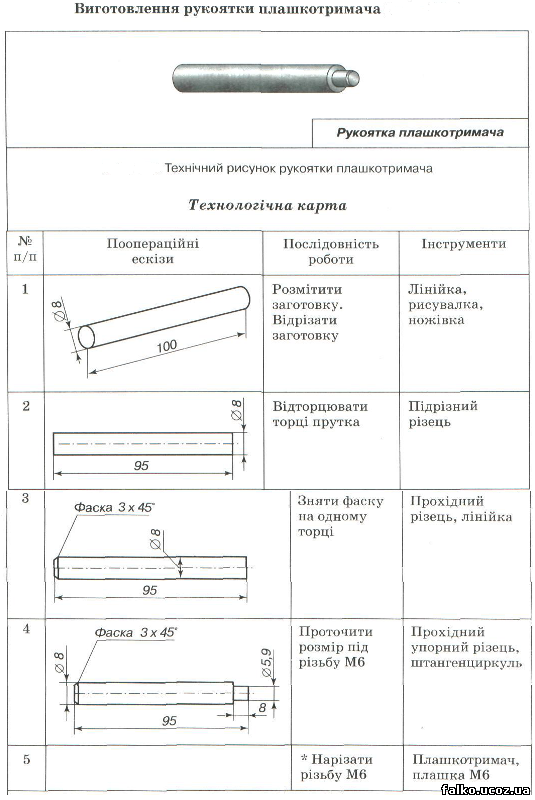
Виготовлення Рукоятки
Рукоятка плашкотримача
Заключна частина На мій погляд, плашкотримач вийшов на славу. Він з успіхом був прийнятий моїми знайомими, а найголовніше він виконав закладену в ньому функцію. Робота над проектом була досить цікава і втомлива, при виготовленні деталей, не раз я ламав голову, як і що, робити, але результат порадував усіх.
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ 1. Смирнов В. О., Білецький В. С. Фізичні та хімічні основи виробництва. — Донецьк: Східний видавничий дім, 2005. 2. Основи формоутворення поверхонь при механічній обробці: Навчальний посібник/ Н. С. Равська, П. Р. Родін, Т. П. Ніколаєнко, П. П. Мельничук.— Ж.: ЖІТІ, 2000.— 332с. 3. Металорізальні інструменти [Текст]: навч. посібник. Ч. 2 / П. Р. Родін [та ін.]; Київський політехнічний ін-т. — К.: ІСДО, 1993. — 180 с.: іл. 4. Богуслаєв В. О. Основи технології машинобудування [Текст]: навч. посібник / В. О. Богуслаєв, В. І. Ципак, В. К. Яценко. — Запоріжжя: Мотор СІЧ, 2003. — 336 с.: іл.
ЗМІСТ ВСТУП……………………………………………………………………..3 РОЗДІЛ І. ІСТОРІЯ РОЗВИТКУ І СТАНОВЛЕННЯ ТРУДОВГО НАВЧАННЯ, ЯК ШІКЛЬНИЙ ПРЕДМЕТ……………………………………………....5 1.1. Загальний огляд історії розвитку трудового навчання…………..5 1.2. Сучасний етап розвитку трудового навчання як шкільного предмету……………………………………………………………………8 РОЗДІЛ ІІ. ПЕДАГОГІЧНИЙ ОГЛЯД МЕТОДИКИ НАВЧАННЯ ТЕХНОЛОГІЙ……………………………………………………………...11 2.1. Формування і розвиток методики навчання технологій як складової педагогічної науки………………................................................................11 2.2. Розвиток теорії та методики трудового навчання на сучасному етапі………………………………………………………………….……...22 ВИСНОВОКИ………………………………………………………...…....26 СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ…………………………...……..28 Додатки……………………………………………………………………...29
ВСТУП Актуальність теми. Способи обробки металів тиском і литтям, як правило, не дають необхідної точності розмірів і чистоти поверхні заготовок (винятки складають спеціальні види лиття і холодне штампування). Тому куванням, штампуванням і литтям в більшості випадків виготовляють заготовки (напівфабрикати), що потребують додаткової обробки. Остаточна обробка виконується різанням, яке полягає в знятті з поверхонь заготовки визначеного шару металу, що залишається спеціально для цього. Шар металу, що знімається з металу, називається припуском на обробку. В результаті видалення припуску заготовка набуває точніших форми, розмірів та заданої шорсткості поверхонь, тобто перетворюється в деталь. На цей вид оброблення припадає понад 90% трудомісткості виготовлення більшості деталей. Для його реалізації існує ціла низка різноманітного металорізального обладнання, різного за розмірами, продуктивністю, ступенем автоматизації, яке забезпечує здійснення різних способів обробки різанням практично в усіх типах виробництва. Обробка різанням є складним і дорогим процесом, який відрізняється значною трудомісткістю і значними втратами металу Механічна обробка металів різанням є технологічним процесом необхідним для виготовлення, обслуговування і ремонту деталей, вузлів і агрегатів машин, устаткування і конструкцій, де обробка металу здійснюється шляхом зняття стружки, за допомогою ріжучими інструментами на металоріжучих верстатах з метою додання деталям заданих форм, розмірів і якості поверхневих шарів. Обробка металів різання поділяється на: точіння, стругання, свердління, розгортання, простягання, фрезерування, шліфування, хонінгування, полірування і ін. Важливе місце в обробці металів різання посідає абразивна обробка. Абразивна обробка здійснюється за допомогою абразивного інструменту. Застосовується як у випадку, коли потрібна підвищена точність і якість обробки поверхні, так і для чорнового обдирання, різання заготовок, заточення різальних інструментів. До абразивної обробки відносяться шліфування, полірування, хонінгування, притирання, доводка та ін. Досить часто використовують шліфування та полірування. Метою шліфування є вирівнювання поверхні деталі і надання їй гладкості, а також видалення верхнього шару матеріалу для забезпечення заданої товщини виробу. І полірування використовують з метою зменшення шорсткості поверхні як у декоративних, так і в експлуатаційних цілях — підвищення її зносостійкості. Тому вивчення даної теми, її значення в різних індустріальних галузях, де використовується метал та здійснюється його обробка, дали підставу для обрання теми дослідження: « Механічна обробка металів різання, абразивна обробка металів, шліфування, полірування » Об’єкт дослідження – Механічна обробка металів різанням Предмет дослідження – абразивна обробка, а саме шліфування та полірування Мета дослідження полягає в значимості процесів різання металу, а саме його обробка різними абразивними інструментами, з метою здійснення точної остаточної обробки, підвищення зносостійкості та надання їй гладкості, що є декоративною ціллю обробки. Поставлена мета передбачає виконання таких задач: · ознайомитися з основними операціями обробки металів різанням; · ознайомитися з основними видами інструменту і технологією абразивної обробки матеріалів; · з’ясувати мету використання різних процесів обробки металів; Для виконання поставлених завдань використовувалися такі методи дослідження: конкретно-пошуковий (аналіз, синтез, систематизація джерел і матеріалів), поняттєво-термінологічний (визначення суті операцій механічної обробки металів різанням), системний (вивчення видів абразивної обробки та визначення цілей їх виконання). Обробка металів різанням — це процес зняття різальним інструментом шару металу заготовки (стружки) для надання виробу потрібної форми, заданих розмірів і чистоти поверхні. Види обробки металів різанням розрізняють залежно від конструкції різального інструмента, що застосовують, або від характеру руху інструмента і заготовки при обробці вручну чи на металорізальному верстаті. Усі види руху при обробці різанням поділяються на три групи: · робочий рух (або рух різання); · установчий; · допоміжний. Складовими робочих рухів є головний рух і рух подачі. Головний рух здійснює процес зняття стружки, а рух подачі — процес різання. Наприклад, під час свердлення головним рухом є обертання свердла, а його переміщення вздовж осі або вбік — є рух подачі, що дозволяє одержати наскрізний отвір або канавку певної глибини. У металорізальних верстатах головний рух найчастіше буває обертальним (токарні, свердлувальні, фрезерні, шліфувальні верстати) або прямолінійним (стругальні, довбальні верстати). Головний рух надається заготовкам (верстати токарної групи) або різальному інструменту (фрезерні, поперечно-стругальні тощо). У верстатах з головним обертальним рухом подача і різання безперервні, у верстатах з головним зворотно-поступальним — різання переривчасте. За рівнем спеціалізації металорізальні верстати поділяють на: • універсальні; • спеціалізовані; • спеціальні. Універсальні призначені для виконання різноманітних операцій при виготовленні деталей, різних за розмірами і формою; спеціалізовані — для обробки однотипних деталей різних розмірів; спеціальні — для виготовлення деталей одного типорозміру. За технологічними ознаками (залежно від характеру обробки) верстати поділяють на такі групи: • токарні; • свердлильні й розточувальні; • шліфувальні, полірувальні, доводочні; • для електрофізичної й електрохімічної обробки; • зубо- і різьбообробні; • фрезерні; • стругальні, довбальні, протяжні; • розрізні; • різні. Верстати кожної з цих груп поділяються на типи за такими основними ознаками: · технологічне призначення (круглошліфувальні, плоскошліфувальні); · конструктивні особливості (універсально-фрезерні, поздовжньо-фрезерні); · розташування робочих деталей у просторі (вертикально- свердлильні, горизонтально-свердлильні); · кількість робочих деталей верстата (одношпиндельні, багатошпиндельні); · ступінь автоматизації (з ручним керуванням, напівавтомати, автомати). У промисловості найпоширеніші токарні, свердлильні, фрезерні та шліфувальні верстати. Обробка різанням включає дві множини способів її реалізації: лезову та   Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|