|
|
Определение межоперационных припусков, допусков и размеров заготовкиИсходные данные Группа стали………………………………………………………………….М2 Группа сложности ……………………………………………………………...С1 Степень точности…………………………………………...……………..……Т5 Марка материала…………………………………………………...Сталь 25 ХГТ Исходный индекс………………………………………………………..………13
Рисунок 2.2– эскиз детали 50-1701212-А Шестерня I и задней передач коробки передач c основными размерами.
Таблица 2.3- Предельные отклонения и поля допусков основные размеры детали.
Расчет припуска на поверхность шестерни диаметром 50 мм. сводим в таблицу.
Таблица 2.4 – Расчет припусков и предельных размеров по технологическим переходам на обработку шлицевого отверстия шестерни диаметром 50+0,12
1. Определяем элементы припуска - заготовка Rz = 150 мкм.;(2 c 63, табл.4,5) h = 200 мкм. - зенкерование Rz = 50 мкм.; (2 c 65, табл.4,6) h = 50 мкм. - протягивание Rz = 4 мкм.; h = 6 мкм. - калибровка Rz = 0,6 мкм.; h =0 мкм. 2. Определяем суммарное значение пространственных отклонений:
где: где:
Определим погрешность на следующие операции:
где:
Допуск на поверхности используемые в базовых на токарно-многорезцовой операции, определяем для штамповок повышенной точности, для группы стали М1, степени сложности С2. Расчет минимальных значений припусков производим, пользуясь основной формулой:
Минимальный припуск: под зенкерование
под протягивание
под калибровку
Определяем расчетный размер dp:
Определяем допуски на выполняемый размер, результаты заносим в таблицу. Определив наибольшие предельные размеры, определяем наименьшие предельные размеры:
Определяем предельные значения припусков
Определяем предельное значение припусков
Определяем общие припуски
Определяем общий номинальный припуск
где:
Определяем номинальный размер заготовки
Проверка правильности выполнения расчета:
1600-120=5000-3520 1480=1480
Расчет выполнен верно.
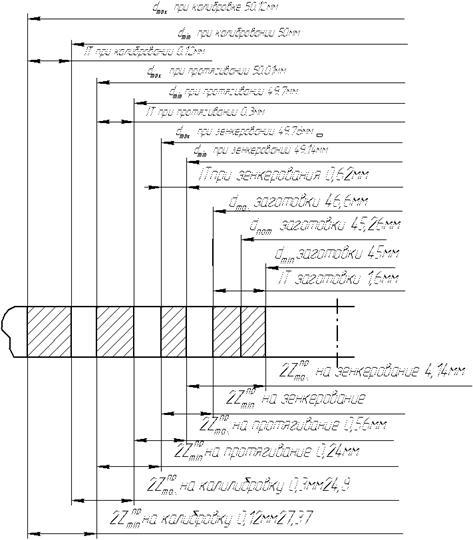
Рисунок 2.3- Схема графического расположения припусков, допусков и межоперационных отклонений на обработку поверхности диаметром 50 мм шестерни На остальные обрабатываемые поверхности шестерни припуски и допуски выбираем по таблицам и записываем их значения в таблицы
Таблица 2.5– Припуски и допуски на обрабатываемые поверхности. В миллиметрах.
Таблица 2.6-Припуски и допуски на обрабатываемые поверхности по ГОСТ 7505-89
Выбор оборудования На основании годовой программы выпуска деталей, типа производства, размеров детали и её конструкции, требований точности, шероховатости и экономичности обработки требование наиболее полного использования станков по мощности, простоты обслуживания, использования станка и применения станков отечественного производства производится выбор оборудования для каждой технологической операции.
Таблица 2.7 – Техническая характеристика оборудования
  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





















 =1 удельная кривизна заготовки (2 с.71 т.4,8),
=1 удельная кривизна заготовки (2 с.71 т.4,8),  =93 диаметр заготовки,
=93 диаметр заготовки, мм (ГОСТ 7505-89 т.9)
мм (ГОСТ 7505-89 т.9)

 =0,05 коэффициент уточнения формы при зенкеровании (2 с.73)
=0,05 коэффициент уточнения формы при зенкеровании (2 с.73)











































 и
и 





 =1,1мм – верхнее отклонение размера заготовки (ГОСТ7505-89 с.12 т.8);
=1,1мм – верхнее отклонение размера заготовки (ГОСТ7505-89 с.12 т.8); =0,12мм – верхнее отклонение размера детали
=0,12мм – верхнее отклонение размера детали