
|
|
СИСТЕМЫ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯСтр 1 из 8Следующая ⇒ Практическая работа № КАПИЛЛЯРНЫЙ МЕТОД КОНТРОЛЯ Цель работы – знакомство с применяемыми на ремонтных заводах и в локомотивных депо методами капиллярного контроля и обучение студентов отысканию дефектов у вкладышей коленчатого вала дизеля и других деталей тепловоза методом капиллярного контроля. Общие положения Цветная дефектоскопия применяется для контроля состояния деталей из магнитных и немагнитных материалов (цветных металлов, пластмасс, твердых сплавов), имеющих пороки, выходящие на поверхность. Сущность метода основанана регистрации контраста цветного индикаторного следа на фоне поверхности контролируемой детали. Деталь, подлежащую контролю, очищают и обезжиривают; затем погружают в индикаторную жидкость или наносят ее на поверхность детали. По истечении 5–10 минут, когда индикаторная жидкость глубоко проникает в трещины и поры, деталь промывают проточной холодной водой или 5–процентным раствором каустической соды. Затем деталь сушат (обычно подогретым воздухом), покрывают мелким сухим микропористым порошком силикагеля или водным раствором каолина или мела (на 1 литре воды 600–700 г каолина или 300–400 г порошка мела). Нанесенный на поверхность детали каолин или мел должен высохнуть. Поскольку размеры пор в силикагеле (каолине, мелу) меньше ширины трещины, то под действием капиллярных сил индикаторная жидкость заполняет микропоры силикагеля. В результате над трещиной появляется цветная линия в виде жилки, копирующая форму и размеры трещины. По ширине жилки судят о глубине трещины – чем шире жилка, тем глубже трещина. В качестве индикаторной жидкости, может служить состав, приготовленный из 80% керосина, 15% трансформаторного масла, 5% скипидара и 10 г краски «Судан 3» на 1 литр состава. При люминесцентном методе контроля деталей, который не отличается от цветного, используют жидкости, в состав которых вводятся люминофоры – вещества, которые светятся собственным светом под воздействием ультрафиолетовых лучей. Состав индикаторной жидкости: трансформаторное масло – 5%, керосин – 50% с добавлением на 1 литр 5 г технического антрацена. При люминесцентном методе контроля используют переносной дефектоскоп КД-31Л, предназначенный для локального контроля деталей при ремонте тепловозов. Дефектоскоп представляет собой ультрафиолетовый облучатель, соединенный кабелем с пускорегулирующим аппаратом. Цветной метод неразрушающего контроля применяется для выявления трещин, пор и других подобных дефектов в деталях, изготовленных из различных металлов, твердых сплавов и пластмасс. Цветной метод нагляден, прост и недорог. С его помощью можно контролировать детали в сборочных единицах без их разборки. Метод цветной дефектоскопии позволяет обнаружить на поверхности детали дефекты глубиной до 0,01 и шириной до 0,001 мм при темперaтуре детали 15–20°С.
Для выполнения данной работы необходимо иметь лупу 5–10 кратного увеличения, деревянный молоток, меловой раствор и бачок с индикаторной жидкостью.
Контроль состояния вкладышей сводится к выявлению внешних и скрытых дефектов. Внешние дефекты – повреждения поверхности баббитовой заливки, наклеп, потемнение тыльной части, забоины и риски – определяются визуальным осмотром. В необходимых случаях применяют лупы. Замеченные повреждения у каждого вкладыша фиксируют в карте контроля вкладышей журнала лабораторных работ. Вкладыши, не удовлетворяющие требованиям правил (по наличию обнаруженных дефектов), бракуют. К скрытым дефектам вкладышей, которые нельзя обнаружить визуальным осмотром, относятся трещины в теле и отслоение баббитовой заливки от тела вкладыша. Для отыскания скрытых дефектов вкладышей поступают следующим образом. Контролируемые вкладыши опускают на 16–20 минут в ванну с индикаторной жидкостью, затем извлекают из ванны, насухо протирают и покрывают меловым раствором. После высыхания мелового раствора, вкладыши остукивают деревянным молотком по тыльной части. Дребезжащий (или глухой) звук укажет на отслоение от тела вкладыша баббитовой заливки, а потемнение в виде узких жилок, появляющихся на поверхности вкладыша, – на наличие трещин. После дефектоскопии меловой раствор с поверхности вкладышей удаляется. Обнаруженные повреждения у каждого вкладыша отмечают в карте контроля вкладышей и сравнивают с допускаемыми дефектами, регламентированными правилами ремонта. После этого дается заключение о возможности дальнейшей эксплуатации каждого вкладыша. Практическая работа №2 Технологическая аппаратура Для выполнения этой работы необходим ультразвуковой дефектоскоп УЗД-64, работающий по принципу отраженного излучения с набором индикаторов. Он состоит из генератора электрических импульсов и генератора развертки, под действием которого электрические импульсы перемещаются по экрану электроннолучевой трубки и блока усилителя. В качестве генератора импульсов используется конденсатор, который периодически разряжается и через управляемый прибор (тиратрон) посылает импульсы тока в колебательный контур дефектоскопа. Генератором пилообразного напряжения для развертки служит электронная лампа 6Ж4. На лицевой панели дефектоскопа, кроме экрана электроннолучевой трубки, расположены рукоятки режимов работы и рукоятка глубиномера.
Рисунок 2. Принципиальная схема ультразвукового дефектоскопа: 1 – электроннолучевая трубка; 2 – генератор развертки; 3 – усилитель; 4 – импульсный генератор; 5 – приемный индикатор; 6 – передающий индикатор; 7 – контролируемое изделие; 8 – дефект детали; I– служебный импульс;II– донный сигнал;III– эхо-сигнал Импульсный генератор 4 через равные промежутки времени посылает короткие электрические импульсы на пьезоэлектрическую пластинку передающего индикатора 6, который преобразует эти импульсы в ультразвуковые колебания и направляет их в контролируемое изделие 7. Одновременно с этим вступает в работу генератор развертки 2. При отсутствии дефекта ультразвуковые колебания отражаются от противоположной поверхности изделия (дна) и воспринимаются такой же (или той же) пластиной приемного индикатора 5, где они вновь преобразуются в электрические импульсы, которые поступают в усилитель 3, а затем на вертикально-отклоняющие пластины электроннолучевой трубки 1. На ее экране при этом возникает так называемый донный сигнал. При наличии в изделии дефекта часть ультразвуковых колебаний вначале отразится от него (эхо-сигнал), а остальная часть отразится от противоположной стороны изделия (донный сигнал). Усиленный эхо-сигнал попадает на вертикально-отклоняющие пластины электроннолучевой трубки раньше донного. Вследствие этого на экране левее донного появится эхо-сигнал от дефекта (см. рис.2). Прием эхо-сигналов происходит в промежутке между двумя очередными электрическими импульсами генератора. Дефектоскоп позволяет определять местонахождение дефекта и оценивать его размеры. Аппарат работает на переменном токе и подключается к сети, как и магнитные дефектоскопы, трехжильным кабелем, третья жила которого служит для заземления металлических частей дефектоскопа.
Рисунок 3. Индикатор к ультразвуковому дефектоскопу для отыскания трещин в ручьях поршня: 1 – штепсельный разъем; 2 – индукционные катушки; 3,7 – демпферы; 4,6 – пьезоэлектрические пластинки; 5 – поршень; 8 – корпус; 9 – дефект детали; I– начальный импульс;II– сигнал настройки по бездефектному поршню;III– предельная высота сигналов дефектоскопа
Индикатор для выявления трещин и рыхлостей против второго ручья поршня 5 дизеля представляет собой плексигласовый корпус 8 (рис.3), в который под углом 45° вставлены плоские (8×3 мм, 5×14 мм) пьезоэлектрические пластинки 4 и 6 и две индукционные катушки 2. Пластины катушки соединены между собой и со штепсельными разъемами 1 при помощи константановой проволоки. Демпфером у каждой пластины служит эпоксидная смола 3 и 7 с резиной в качестве наполнителя. Собственная (резонансная) частота ультразвуковых колебаний индикатора 2,5 МГц. Для контроля коленчатых валов дизелей Д100 используются пять различных индикаторов. Два из них с метками IIIпредназначены для контроля шатунных шеек, два индикатора с метками К – для контроля коренных шеек валов, индикатор с меткой А – для отыскания поперечных трещин на галтели хвостовика вала под антивибратор. Индикаторы с метками Ш и К с двумя одинаковыми плоскими пьезоэлектрическими пластинами из титанита бария (толщиной 3 и диаметром 18 мм) служат для выявления поперечных трещин, а индикаторы с одной пластиной – для выявления продольных трещин на шейках вала. Корпусы индикаторов с метками Ш и К различаются между собой только радиусами кривизны контактирующих поверхностей. Конструктивное оформление и схема индикатора с меткой К для обнаружения поперечных трещин показаны на рисунке 4. Как видно, одна из пластин индикатора служит для передачи, а другая – для приема ультразвуковых колебаний. Шейки коленчатого вала контролируют поверхностными ультразвуковыми волнами, а проверка ручьев поршня ведется наклонными волнами. Настройка и проверка работы дефектоскопа по эталонам ведется согласно прилагаемому к аппарату руководству.
Рисунок4. Индикатор к ультразвуковому дефектоскопу для отыскания трещин у коренных шеек коленчатого вала дизеля: 1 – пьезоэлектрическая пластина; 2 – индукционная катушка; 3 – корпус; 4 – штепсельное гнездо; 5 – демпфер.
Практическая работа №3 Практическая работа №5 ДЕФЕКТАЦИЯ КОЛЕНЧАТОГО ВАЛА Материальное обеспечение:
2. Коленчатый вал на призмах на поверочной плите. 3. Скоба микрометрическая. 4. Индикатор на штативе. 5. Индикатор и упор на высоком штативе. 6. Лупа 5 + 10-кратного увеличения. 7. Штангенреисмас. Диаметры шатунной шейки
Действительная овальность шейки: 171,84 – 171,73 = 0,11 мм. Действительная конусность шейки: 171,76 – 171, 73 = 0,03 мм.
3.3. Оформление отчета
Результаты измерения геометрии коренной и шатунной шеек необходимо внести в журнал лабораторных работ и определить действительные значения овальности и конусности. Сравнивая полученные величины с допустимыми (см. правила ТО и ТР), делают вывод о состоянии шеек. В случае невозможности дальнейшей эксплуатации необходимо дать предложения по восстановлению шеек коленчатого вала. Практическая работа № 6 ДЕФФЕКТАЦИЯ ПОРШНЯ, ШАТУНА. Материальное обеспечение 1. Поршень. 2. Шатун. 3. Поверочная плита — 2 шт. 4. Индикатор со штативом — 2 шт. 5. Домкратики. 6. Микроштихмас. 7. Валики контрольные. 8. Подставочные призмы. 9. Приспособление для проверки шатуна на изгиб.
Организация и методика выполнения работы Для нормальной и длительной эксплуатации любого механизма, кроме регламентированной точности зазоров необходимо обеспечить правильное геометрическое расположение рабочих поверхностей, т. е. параллельность или перпендикулярность сопрягающихся поверхностей. Рассматривая судовой ДВС, следует в процессе его сборки обеспечить параллельность наружной образующей поверхности поршня зеркалу цилиндровой втулки. Отклонение параллельности этих поверхностей не должно превышать 0,15 мм/м. Указанная погрешность зависит от целого ряда звеньев, но наибольшая ее доля подает на узел поршень-шатун. В силу чего к координации поверхностей этих деталей предъявляются жесткие требования.
А. Технические условия на обработку поршня Ось отверстия под поршневой палец должна быть перпендикулярна оси поршня и пересекать ее (рис 2). Допускаемые отклонения: а) на неперпендикулярность – b ≤ О,10 ÷ 0,15 мм/м; б) на смещение оси отверстия под палец от оси поршня - ≤ 0.10 + 0,30 мм.
Проверка координации поверхности поршня 1. Проверка перпендикулярности осей отверстия под поршневой палец и поршня производится различными способами, один из котopыx рассмотрим: а) косвенная проверка на плите 6 при помощи контрольного валика 1 и индикатора 4, установленного на штативе 7, или микроштихмаса 5 (рис 1). При такой проверке торец поршня, устанавливаемый на плиту, должен быть, перпендикулярен его оси. Неперпендикулярность осей определяется по формуле:
Рис. 1Проверка координации поверхности поршня l – расстояние между точками измерения. б) пересечение осей пальца и поршня также проверяется на плите при помощи контрольного валика 1, угольника 6, микроштихмаса 2 (рис. 2) Рис. 2 Проверка пересечения осей пальца и поршня
Этот способ наиболее точен, т.к. измерения не связываются с торцом тронка. Величина отклонения от пересечения осей равна половине разности размеров, полученных с помощью микроштихмаса, или от разности показаний индикатора в первом положении поршня и после поворота его на 1800, т.е.
где i - разность показаний индикатора или микроштихмаса с носовой и кормовой сторон, мм; Технические условия на обработку шатуна. Проверка координации поверхностей шатуна. Проверка перпендикулярности осей отверстий в головках и стержнях шатуна производится аналогично проверке перпендикулярности осей отверстий под поршневой палец и поршня. Для получения правильных результатов необходимо, чтобы поверхность стержня и шатуна, по которой производится определение, была прямолинейной, контрольный валик плотно, но легко (от руки) входил в отверстие оправки. Неперпендикулярность осей определяется по формуле:
Где Δi - разность показаний индикаторов с носовой и кормовой сторон, мм; l – расстояние между упором и стержнем индикатора, м.
непараллельность осей отверстий в головках шатунов, как видно из рис.2, определяется путем измерения микроштихмасом расстояний между контрольными валиками, вставленными в отверстие головок шатуна в начале, с одной стороны, затем с другой. Величина отклонений рассчитывается по формуле:
1. контрольный валик; 2. контрольный валик; 3. призма; 4. домкрат; 5. плита; 6. индикатор; 7. микроштихмас.
Рис.2 Проверка параллельности осей головок шатуна на пересечение и перекрещивание
Для проверки параллельности осей отверстий в головках, шатун устанавливают на плите так, чтобы контрольный валик одной из головок был параллелен плите. При помощи индикатора проверят относительно плиты положение контрольного валика другой головки. Величину отклонения от параллельности осей отверстий в головках шатуна, иначе, его скручивание определяют по формуле:
Где Δi - разность показаний индикатора на длине l, мм l – Расстояние между точками измерения, мм
1 - верхняя головка шатуна, 2 - втулка верхней головки, 3 - стержень шатуна, 4 - нижняя головка шатуна, 5 – вкладыш шатунного подшипника, 6 - кpышкa нижней головки шатуна, 7 - шплинт, 8 - корончатая гайка, 9 - фиксирующий усик вкладыша, 10 – шатунный болт. Порядок выполнения работы Проверить параллельность осей головок шатуна на пересечение и перекрещивание (рис. 7), для чего: а) в головки шатуна завести контрольные валики 1 и 2; б) шатун с контрольными валиками уложить на призму и домкрат 4, проверить индикатором 6 параллельность валика 1 к плите 5 в) подвести измерительный штифт индикатора 6 к контрольному валику 2 с носовой стороны и зафиксировать показания iнос; затем подвести его с кормовой стороны зафиксировать iкорма, после чего вычислить разность показаний:
г) определить параллельность на перекрещивание по формуле:
Практическая работа №5 Порядок работы с прибором 1. Подсоединить шнур преобразователь к разъёму на торцевой панели блока измерения. 2. Включить прибор нажатием кнопки «ВКЛ». На индикаторе прибора пойдёт обратный отсчёт времени 30 секунд для самотестирования и подготовки прибора к работе. По окончании отсчёта на индикаторе появится символ «----», что свидетельствует о готовности прибора к измерениям. 3. Для проведения измерений необходимо установить преобразователь на изделие нормально к поверхности, прижать его, не допуская покачивания, и добиться устойчивых показаний толщины покрытия на индикаторе. 4. После каждого замера оторвать преобразователь от поверхности и поднять его в воздух. Если позволяют условия контроля, допускается передвигать датчик-преобразователь прибора по поверхности покрытия. Показания прибора при этом будут изменяться в зависимости от толщины. При подъёме преобразователя в воздух на индикаторе остаётся последний результат измерения толщины покрытия, изменяющийся только при проведении следующего измерения. 5. До начала основных измерений требуется произвести калибровку прибора на стандартных образцах. Для чего: 5.1. Установить датчик на металлический эталонный образец и с помощью кнопок «>» и «<» установить на дисплее прибора значение нуля. 5.2. Установить датчик прибора на эталонном образце «0,103 мм» и с помощью кнопок «>» и «<» установить на дисплее прибора значение, соответствующее толщине стандартного образца. 5.3. Установить датчик прибора на образце «1,91 мм» и с помощью кнопок «>» и «<» установить на дисплее прибора значение, соответствующее толщине эталонного образца. 5.4. Калибровку по каждой из эталонных мер толщины производить поочерёдно до тех пор пока погрешность измерений не станет превышать допустимую.
Контрольные вопросы
1. Что принимается за действительную овальность шейки? 2. Что принимается за действительную конусность шейки? 3. В чем причины неравномерного износа коренной шейки коленчатого вала? 4. Каким способом восстанавливается геометрия шеек коленчатого вала ДВС? 5. Сколько градаций имеют шейки коленчатого вала ДВС типа 10Д100? 6. Как определить градацию шейки? Дефекты макроструктуры К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины (рис. 3).
Рис. 3. Дефекты макроструктуры в швах К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины (рис. 3). Газовые поры образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу. Как правило, такой дефект встречается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса, присутствии вредных примесей в защитных газах, неправильной регулировке пламени сварочной горелки, чрезмерной скорости сварки, нарушающей газовую защиту ванны жидкого металла, неправильном выборе марки сварочной проволоки, в особенности при сварке в среде углекислого газа. Газовые поры могут быть распределены в шве отдельными группами, в виде цепочки вдоль шва или в виде отдельных включений. Иногда образуются сквозные поры, так называемые свищи. Степень пористости шва и размер отдельных пор во многом зависят от того, как долго сварочная ванна находится в жидком состоянии, которое позволяет образующимся газам выйти из шва. Шлаковые включения являются результатом небрежной очистки кромок деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев. Кроме того, они возникают при сварке длинной дугой, неправильном наклоне электрода, недостаточной величине сварочного тока или мощности горелки, завышенной скорости сварки. Шлаковые включения различны по форме (от сферической до игольчатой) и размерам (от микроскопических до нескольких миллиметров). Они могут быть расположены в корне шва между отдельными слоями, а также внутри наплавленного металла. Шлаковые включения, так же как и газовые поры, ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений. Непроваром называют местное несплавление основного металла с наплавленным, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки: окислов, а иногда и грубой шлаковой прослойки внутри швов. Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная величина тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва. При автоматической сварке под флюсом и электрошлаковой сварке непровары обычно образуются в начале процесса, когда основной металл еще недостаточно прогрет. Поэтому сварку начинают на входных технологических планках, отрезаемых в дальнейшем. Иногда непровары по сечению шва возникают из-за вынужденных перерывов в процессе сварки. При точечной и шовной контактных сварках причинами непроваров являются недостаточная величина тока, продолжительность сварки и давления, большая рабочая поверхность электродов. При стыковой контактной сварке непровары наиболее часто образуются в результате несвоевременного выключения сварочного тока. Трещины и непровары являются наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров. Трещины разделяют на горячие и холодные в зависимости от температуры их образования. Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-13000 С. Их образование вызывается наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить. Холодные трещины возникают при температурах 100-3000 С в легированных сталях и при нормальных температурах - в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны. Дефекты микроструктуры Микроструктура шва и околошовной зоны (рис. 4) в значительной мере определяет свойства сварных соединений и характеризует их качество. Дефектами микроструктуры сварного соединения являются: микропоры и микротрещины, нитридные, кислородные и другие неметаллические включения, крупно-зернистость, участки перегрева и пережога. На участке перегрева (см. рис. 4) металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и выше хрупкость металла (перегретый металл плохо сопротивляется ударным нагрузкам). Наиболее опасным дефектом является пережог, при котором в структуре металла шва много окисленных зерен с малым взаимным сцеплением. Такой металл хрупок и не поддается исправлению. Пережог возникает при высокой температуре сварки, плохой изоляции сварочной ванны от воздуха или избытке кислорода в пламени горелки.
Рис. 4. Схема распределения структур в сварном шве и околошовной зоне (цифрами I, II, III и т.д. обозначены одни и те же участки на разрезе шва, кривой распределения температур и шкале температур на диаграмме железо-углерод)
Дефектами сварных швов называются различные отклонения от требований чертежа и технических условий, ухудшающие качество сварного соединения: его механические свойства, сплошность, герметичность и пр. Причинами дефектов могут являться неудовлетворительная свариваемость металла, плохое качество электродов, покрытий и флюсов, неправильные технология и режим сварки, недостаточная квалификация сварщика и др. По месту расположения в шве дефекты могут быть внешними и внутренними. Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны — дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5—10% толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию. Поэтому самое отрицательное влияние на прочность сварных соединений оказывают, например, такие дефекты, как трещины, расположенные по оси шва, и узкие, глубокие непровары. Внешние дефекты. Отклонения по ширине и высоте швов. Причинами дефекта являются: 1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными и уширения приходится заполнять наплавленным металлом; 2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине; 3) несоблюдение установленного режима сварки. Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла. Наружные трещины (рис. 196, а, б), продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.
Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают. Подрезы — уменьшение толщины основного металла в месте перехода к наплавленному (рис. 196, в, г). Этот дефект возникает при сварке излишне большим током или г<   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|



 Или для способа по рисунку:
Или для способа по рисунку:










 Также выделяют следующие виды трещин:
Также выделяют следующие виды трещин:
 К продолговатым полостям (2015, Ab) относятся несплошности, вытянутые вдоль оси сварного шва. Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.
К продолговатым полостям (2015, Ab) относятся несплошности, вытянутые вдоль оси сварного шва. Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.
 К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ 30242-97) – это полость, которая образуется вследствие усадки при затвердевании. Кратером называется незаваренная усадочная раковина в конце валика сварного шва.
К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ 30242-97) – это полость, которая образуется вследствие усадки при затвердевании. Кратером называется незаваренная усадочная раковина в конце валика сварного шва.
 Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Остроугольными включениями называются включения с хотя бы одним острым углом. Виды твердых включений:
Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Остроугольными включениями называются включения с хотя бы одним острым углом. Виды твердых включений:
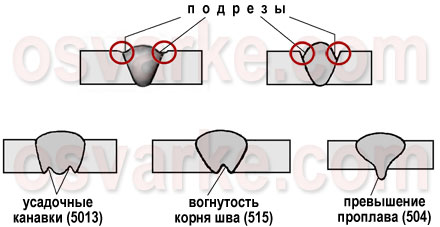
 Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения. К нарушениям формы шва по ГОСТ 30242-97 относятся:
Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения. К нарушениям формы шва по ГОСТ 30242-97 относятся:
 Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом – угловым смещением. Чрезмерной асимметрией углового шваназывается значительное превышение размеров одного катета над другим.
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом – угловым смещением. Чрезмерной асимметрией углового шваназывается значительное превышение размеров одного катета над другим.
 Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натеки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натеки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
 Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле шва угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
Все дефекты, не включенные в группы 1–5 (ГОСТ 30242-97), относятся к прочим дефектам (600):
Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле шва угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
Все дефекты, не включенные в группы 1–5 (ГОСТ 30242-97), относятся к прочим дефектам (600):
