|
|
ЦЕЛИ И ЗАДАЧИ УЧЕБНОЙ ПРАКТИКИ В МЕХАНИЧЕСКОМ ОТДЕЛЕНИИ УМ.Стр 1 из 2Следующая ⇒ ЦЕЛИ И ЗАДАЧИ УЧЕБНОЙ ПРАКТИКИ В МЕХАНИЧЕСКОМ ОТДЕЛЕНИИ УМ. Учебная практика студентов I курса в УМ проводится с целью их подготовки к изучению ряда общепрофессиональных и специальных дисциплин: “Механика”, “Материаловедение. ТКМ”, “Метрология, стандартизация и сертификация”, “Технология машиностроения”, “Детали машин и основы конструирования”, “Основы технологии производства и ремонта автомобилей”. Кроме того, эта практика подготавливает студентов к прохождению производственных практик на предприятиях лесного комплекса (специальность 170400) или на предприятиях по производству, ремонту и эксплуатации автомобилей (специальность 150200). Государственными образовательными стандартами по указанным выше направлениям подготовки инженеров определены следующие задачи учебной практики студентов: -ознакомление со структурой УМ кафедры технологии конструкционных материалов; - изучение инструкций по охране труда при выполнении работ по программе учебной практики; - ознакомление с технологическим оборудованием, инструментом и приспособлениями, которые применяются при производстве заготовок и деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с основными конструкционными и инструментальными материалами, применяемыми для изготовления деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с технологическими процессами производства деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с методами контроля технологических параметров и качества продукции; - ознакомление с организацией рабочих мест; - изучение чертежей изготавливаемых деталей и технологической документации, а также освоение общеинженерной терминологии; - изучение приемов и правил безопасной работы на технологическом оборудовании; - получение практических навыков: по технологическому обслуживанию оборудования и приспособлений к нему; по безопасным приемам управления технологическим оборудованием; по применению приспособлений при выпот-нении технологических операций; по применению ручного, станочного и контрольно-измерительного инструмента; по выполнению технологических операций при производстве заготовок и деталей автомобилей, машин и оборудования лесного комплекса. В период учебной практики студенты составляют письменные отчеты. [1]
Характеристика применяемого технологического оборудования в механическом отделении УМ. В механическом отделении УМ находятся следующие станки: · Токарный 1К-62 · Сверлильный 2Н12.5Л · Фрезерный 6Н81Г · Шлифовальный · Отрезной Характеристика сверлильного станка 2Н125Л 1.Назначение. Универсальный облегченно-упрощенный вертикально-сверлильный станок 2Н125Л предназначен для сверления, рассверливания, зенкерования, развертывания.
1. Фундаментная плита; 2. Колонна; 3. Стол; 4. Кронштейн; 5. Коробка подач; 6. Коробка скоростей.
Рисунок 2. Общий вид сверлильного станка 2Н125Л 2. Станок состоит из: На фундаментной плите 1 смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикально) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки 3. Расшифровка 2Н125Л Буквенно-цифирный индекс сверлильного станка 2Н125Лобозначает следующее: цифра 2- группа "сверлильные и расточные"; Буква Н1- Класс точности станка – Н1- нормальный. Цифра 25 - условный диаметр сверления.
Характеристика фрезерного станка 6Н81Г 1. Назначение: Фрезерный станок 6Н81Г предназначен для фрезерования плоскостей небольших деталей различной конфигурации из стали, чугуна и цветных металлов цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами. Широкая техническая характеристика станка позволяет использовать быстрорежущий инструмент. Применяется в единичном, серийном и крупносерийном производстве.
1-станина;2-коробка скоростей;3-хобот;4-стол;5-подвеска;6-салазки;7- консоль; 8-коробка передач. Рисунок 3. Общий вид станка фрезерного 6Н81Г 2. Станок состоит из: В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки.
Расшифровка 6Н81Г Буквенно-цифирный индекс сверлильного станка 6Н81Г обозначает следующее: цифра 6 - группа фрезерных станков, Н – серия (поколение) станка; 8 – номер подгруппы, 1 – исполнение станка - типоразмер (1 - размер рабочего стола - 250 х 1000
Рисунок 4. Общий вид отрезного станка 1. Станок, состоит из: Тумбы 1, на которой размещен станок 2, закрытый кожухом 3, с пультом управления 4. Внутри тумбы 1 расположена насосная станция 5. Станок, выполнен в виде маятниковой пилы с двумя осями вращения в вертикальной стойке 6. На верхней оси 7 крепится поворотное коромысло 8 с приводным абразивным диском 9 и электродвигателем 10, связанные между собой клиноременной передачей (передача на чертеже не показана), в верхней части коромысла 8 расположена консольная рукоятка 11 для ручного управления режущим диском 9. Нижняя ось 12 установлена в корпусе 13 и жестко связана одним концом с вертикальной стойкой 6, а другим - с упругим торсионом 14, закрепленным на станине 15. Для частичной компенсации массы электродвигателя 10 служит пружина 16. На станине 15 установлен механизм зажима заготовок в виде эксцентриковых тисков 17, днище станины 15 выполнено вогнутым для лучшего стока смазочно-охлаждающей жидкости (СОЖ) в слив 18. Кожух 3 коробчатой формы из металлолиста спереди и сверху, имеет прозрачный экран 19, выполненный из оргстекла. С боковых сторон кожуха 3 расположены окна 20 с резиновыми щитками 21 от разбрызгивания СОЖ и для размещения длинномерного профиля, предназначенного для распиловки. Для перемещения выведенной за кожух 3 рукоятки 11 служит радиальный паз 22 с резиновыми щитками 23. Пульт управления 4 служит для включения станка пускателем 24 и остановки его кнопкой "Стоп" 25. Насосная станция 5 представляет собой емкость с фильтрующими решетками 26 и с электронасосом 27, обеспечивающим подачу СОЖ в станок 2 по шлангу 28, слив отработанной СОЖ из станка осуществляется по сливному шлангу 18.
Рисунок 5. Общий вид станка шлифовального 2. Станок, состоит из: Шлифовальный круг 1 устанавливают и закрепляют на шпинделе шлифовальной бабки 3, которая может перемещаться относительно станины 6 в продольном или поперечном направлении с помощью стола 5 или суппорта. Заготовку 2 закрепляют в патроне 9 шпиндельной бабки или в центрах 10 шпиндельной бабки 8 и задней бабки 4 Круг и заготовка приводятся в движение электрическими или гидравлическими приводами, управляемыми оператором посредством пульта или панели 7. [2] Рисунок 8. Схемы обработки заготовок на токарно-винторезных станках
Рисунок 9. Металлообрабатывающие фрезы
Фрезы изготавливают цельными (рисунок 8, б-ж) или сборными(рисунок 8, а, з). режущие кромки могут быть прямыми (рисунок 8, д) или винтовыми (рисунок 8, а). Фрезы имеют остроконечную (рисунок 8, и) или затылованную (рисунок 8, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется. Цельные фрезы изготавливают из инструментальных сталей. У сборных фрез зубья выполняют из быстрорежущей стали или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
Рисунок 10. Схемы обработки заготовок на фрезерных станках
Рисунок 11. Металлообрабатывающие сверла
В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя. Элементы рабочей части и геометрические параметры спирального сверла показаны на рисунке 9, б. сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания; поперечную режущую кромку 12 и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Рисунок 12. Центровочные сверла Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом
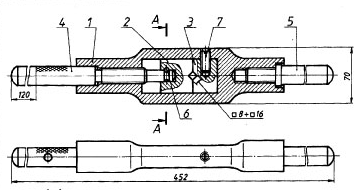
Рисунок 13. Общий вид штангенциркуля ШЦ-1 Рисунок 14. Схема подвижного люнета
Подвижный люнет имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета. Люнеты с обычными кулачками не пригодны для скоростной обработки из-за быстрого износа кулачков. В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками вместо обычных кулачков, благодаря чему облегчается работа роликов и уменьшается нагрев обрабатываемой детали. [3]
Конструкционные чугуны Серый чугун (технический) представляет собой по существу сплав Fe – Si – С, содержащий в качестве неизбежных примесей Mn, P и S. В структуре серых чугунов большая часть или весь углерод находится в виде графита. Характерная особенность структуры серых чугунов, определяющая многие его свойства, заключается в том, что графит имеет в поле зрения микрошлифа форму пластинок. Наиболее широкое применение получили доэвтектоидные чугуны, содержащие 2,4 — 3,8% С. Чем выше содержание в чугуне углерода, тем больше образуется графита и тем ниже его механические свойства. В связи с этим количество углерода в чугуне обычно не превышает 3,8%. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) углерода должно быть не меньше 2,4%. Пример: СЧ40-Серый чугун, у которого временный предел прочности на растяжение составляет 40 кгс/мм². Используют для создания толкателей, седел клапанов, головок цилиндра, тормозных барабанов, дисков сцепления, втулок, цилиндров и тд. [4] Ковкий чугун получают длительным нагревом при высоких температурах (отжигом) отливок из белого чугуна. В результате отжига образуется графит хлопьевидной формы. Такой графит по сравнению с пластинчатым меньше снижает прочность и пластичность металлической основы структуры чугуна. Металлическая основа ковкого чугуна: феррит и реже перлит. Наибольшей пластичностью обладает ферритный ковкий чугун, который применяют в машиностроении. Пример: КЧ40-3-Ковкий чугун, у которого временный предел прочности на растяжение составляет 40кгс/мм². Применяют для создания арматуры, гаечных ключей, фитинги, гайки и др.[4] Высокопрочный чугун получают присадкой в жидкий чугун небольших добавок некоторых щелочных или щелочноземельных металлов. Чаще для этой цели применяют магний в количестве 0,03 — 0,07%. Пример: ВЧ-40 -Высокопрочный чугун, у которого временный предел прочности на растяжение составляет 40кгс/мм². Применяют для изготовления отливок для работающих при температурах до 250 °С, подвергающихся повышенным статическим и динамическим нагрузкам и трению (поршни, корпуса редукторов, корпуса подшипников, корпуса червячных колес, втулки, крышки подшипников, патрубки компрессоров, диафрагмы, рамы фундаментные, рамы выхлопных частей, патрубки компрессоров, зубчатые колеса, шестерни, работающих при температурах до 350 °С и отливок подвергающихся высоким удельным давлениям пара, статическим, динамическим нагрузкам и трению: диафрагмы, обоймы, детали компрессоров паровых турбин, арматура, патрубки компрессоров, диффузоры, отсекатели, корпуса подшипников, кольца поршневые.[4]
5. Изделия, изготовленных студентами в механическом отделении УМ На стенде в механическом отделении УМ представлены изделия, изго-товленные студентами в период учебных практик: леркодержатель, зажим для фрезерных станков, вороток для метчиков и его заготовка, ручка маховичка, регулируемый вороток для метчиков и разверток, втулки и шайбы, крановый вороток и его заготовки, кернер, настольная наковальня, струбцина, фигурные оправки для приборов, крепежные изделия: винты, болты, гайки.
Рисунок 15. Эскиз болта общего назначения с шестигранной головкой
Рисунок 16. Эскиз втулки распорной с наружными и внутренними фасками
Рисунок 17. Эскиз воротка для метчиков[5]
6. Извлечение из инструкции по охране труда при выполнении работ в механическом отделении учебных мастерских. 6.1 Общие требования безопасности[6] Перед началом учебной практики в механическом отделении учебных мастерских все студенты проходят на первом занятии инструктаж по охране труда, с регистрацией в журнале на кафедре ПРЭМ (производства, ремонта, эксплуатации машин).
Инструктаж проводил доцент Швырев А.Н.
На первом же занятии в течении двух академических часов заведующий У.М. Исаев А.С. проводил демонстрационный показ работы на меллорежущем станке с подробным изложением техники безопасности на рабочем месте с последующей регистрацией инструктажа в У.М.
Допуск каждого студента к работе на станках проводит заведующих У.М. индивидуально с дополнительным инструктажем по технике безопасности на рабочем месте.
6.2 Требования безопасности при работе на токарных станках [6] Для работы на токарных станках необходимо: –при закреплении детали в кулачковом патроне или использовании планшайб следует захвататить деталь кулачками на возможно большую величину. Не допускать, чтобы после закрепления детали кулачки из патрона. Если кулачки выступают, заменить патрон или установить специальное ограждение; –в кулачковом патроне без подпора можно закреплять только короткие, длиной не более двух диаметров, уравновешенное заготовки; в других случаях для подпора применять центр задней бабки; –при обработке в центрах заготовок длиной равной 12 диаметрам и более, а также при скоростном и силовом резании деталей длиной равной восьми диаметрам и более применять дополнительные опоры (люнеты); –при обработке заготовок в центрах проверить, закреплена ли задняя бабка и после установки изделия смазать центр. При дальнейшей работе нужно периодически смазывать задний центр. Во избежаие травм от режущего инструмента необходимо: А) включить вначале вращение шпинделя, затем подачу, при этом обрабатываемую заготовку следует привести во вращение до соприкосновения ее с резцом. Врезание производить плавно без ударов; Б) перед остановкой станка сначала выключить подачу, отвести режущий инструмент от изделия, потом выключить вращение шпинделя; -отводить резцедержатель на безопасное расстояние при выполнении следующих операций: центрирование деталей на стенке, зачистка, шлифование наждачным полотном, шабрение, измерение деталей. При смене патрона и детали отодвигать заднюю бабку; – следить за правильной установкой резца и не подкладывать под него разные случайные куски металла, – работать резцами соответствующего поперечного сечения; – закреплять резец следует с минимально возможным вылетом и не менее, чем тремя ботами. Нужно иметь набор подкладок раличной толщины, длиной и шириной не менее опорной части резца; – при подводе резца близко к патрону или планшайбе соблюдать осторожность и избегать чрезмерной подачи резца; – при обработке изделий, закрепленных в центрах, применять безопасные подводковые патроны или подводковые хомуты; – не пользоваться зажимными патронами, если изношены рабочие плоскости кулачков; – после закрепления изделия в патроне сразу убрать тоцевой ключ; –обрабатываемую поверхность располагать как можно ближе к опорному или зажимному приспособлению; – не кластьдетали, инструмент и другие предметы на станину станка и крышку передней бабки; – при отрезании тяжелых частей детали или заготовки не придерживать отрезаемый конец руками; При зачистке, шлифовании обрабатываемых деталей на станке: А) не прикасаться руками или одеждой к обрабатываемой заготовке; Б) не производить указанных операций с заготовкой, имеющей выступающие части, пазы и выемки (пазы и выемки заранее заделывают деревянными пробками). Заключение На основе проведенных учебных занятий по учебной практике в механическом отделении УМ можно сделать следующие выводы: - изучили инструкции по охране труда при выполнении работ по программе учебной практики; - ознакомились с технологическим оборудованием, инструментом и приспособлениями, которые применяются при производстве заготовок и деталей автомобилей; - ознакомились с основными конструкционными и инструментальными материалами, применяемыми для изготовления деталей автомобилей; - ознакомились с технологическими процессами производства деталей автомобилей; - ознакомились с методами контроля технологических параметров и качества продукции; - ознакомились с организацией рабочих мест; - изучили чертежи изготавливаемых деталей и технологическую документацию, а также освоили общеинженерную терминологию; - изучили приемы и правила безопасной работы на технологическом оборудовании; - получили практические навыки: по технологическому обслуживанию и приспособлений к нему; по безопасным приемам управления технологических операций; по применению ручного, станочного и контрольно-измерительного инструмента; по выполнению технологических операций при производстве заготовок и деталей автомобилей.
Вывод В результате моей работы в учебных мастерских ВГЛТУ я приобрёл базовые навыки по работе с несколькими основными станками, а именно, научился работать на основном токарно - винторезном станке, который представлен в УМ моделью 1К-62, научился производить сверление на сверлильном станке 2Н12.5Л. Освоил принципы работы с Фрезерным станком 6Н81Г. Научился производить работы по шлифованию деталей на специальном Шлифовальном станке, а также пользоваться отрезным станком. Я считаю что учебная практика в мастерских, это первая ступень в становлении будущего высококвалифицированного специалиста.
Список используемой литературы 1 Высоцкий, А.Г. Рабочая программа учебной практики [Текст]: метод.указания к самостоят. изучению дисциплины для студентов специальностей 170400 – Машины и оборудование лесного комплекса и 150200 – Автомобили и автомобильное хозяйство / А.Г. Высоцкий, В.П. Миронов. – Воронеж, 2009. – 16 с. 2 Технология конструкционных материалов [Текст]: учебник для машиностроительных специальностей вузов / А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др; под общ. ред. А. М. Дальского, М.: Машиностроение, 1985. — 448 с. 3 Знайтовар.ru// ГОСТ 166-89 Штангенциркули. Технические условия . 4 Лахтин, Ю. M. Материаловедение [Текст]: учебник для высших технических учебных заведений. / Ю. М. Лахтин, В. П. Леонтьева — М.: Машиностроение, 1990. —528 с. 5 Чекмарев, А. А. Справочник по машиностроительному черчению [Текст]: / А.А. Чекмарев, В.К. Осипов. – 2-е изд., перераб. М.: Высш. Шк.; Изд. центр «Академия», 2001. – 493с. 6 Инструкция по охране труда при выполнении работ в механическом отделении учебных мастерских. Утверждена ректором ВГЛТА В.М. Бугаковым.
ЦЕЛИ И ЗАДАЧИ УЧЕБНОЙ ПРАКТИКИ В МЕХАНИЧЕСКОМ ОТДЕЛЕНИИ УМ. Учебная практика студентов I курса в УМ проводится с целью их подготовки к изучению ряда общепрофессиональных и специальных дисциплин: “Механика”, “Материаловедение. ТКМ”, “Метрология, стандартизация и сертификация”, “Технология машиностроения”, “Детали машин и основы конструирования”, “Основы технологии производства и ремонта автомобилей”. Кроме того, эта практика подготавливает студентов к прохождению производственных практик на предприятиях лесного комплекса (специальность 170400) или на предприятиях по производству, ремонту и эксплуатации автомобилей (специальность 150200). Государственными образовательными стандартами по указанным выше направлениям подготовки инженеров определены следующие задачи учебной практики студентов: -ознакомление со структурой УМ кафедры технологии конструкционных материалов; - изучение инструкций по охране труда при выполнении работ по программе учебной практики; - ознакомление с технологическим оборудованием, инструментом и приспособлениями, которые применяются при производстве заготовок и деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с основными конструкционными и инструментальными материалами, применяемыми для изготовления деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с технологическими процессами производства деталей автомобилей, машин и оборудования лесного комплекса; - ознакомление с методами контроля технологических параметров и качества продукции; - ознакомление с организацией рабочих мест; - изучение чертежей изготавливаемых деталей и технологической документации, а также освоение общеинженерной терминологии; - изучение приемов и правил безопасной работы на технологическом оборудовании; - получение практических навыков: по технологическому обслуживанию оборудования и приспособлений к нему; по безопасным приемам управления технологическим оборудованием; по применению приспособлений при выпот-нении технологических операций; по применению ручного, станочного и контрольно-измерительного инструмента; по выполнению технологических операций при производстве заготовок и деталей автомобилей, машин и оборудования лесного комплекса. В период учебной практики студенты составляют письменные отчеты. [1]
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|