|
|
Обозначение точности размеров
Точность на чертежах проставляется для посадок, для образующих посадку деталей и для свободных размеров.
Точность посадочных размеров
В обозначении посадок должен находиться номинальный размер, общий для обоих соединяемых элементов (отверстия и вала), за которым записываются обозначения полей допусков каждого элемента, начиная с отверстия независимо от системы допусков. Причем посадка может записываться в трех вариантах, например: Æ 63 Н8/f7; Æ 63 Точность деталей и посадки в целом может быть записана в трех видах: буквенном, цифровом и смешанном. На рис. 3.13, а показано обозначение точности соединения, на рис. 3.13, б – для вала и на рис. 3.13, в – для отверстия. Для слесаря-сборщика важно знать характер сопряжения, поэтому на сборочном чертеже целесообразно проставлять буквенное обозначение. Для токаря или шлифовальщика важно знать отклонения в абсолютных единицах, поэтому на чертежах деталей проставляются цифровые обозначения или смешанные, что более предпочтительно.
а б в
Рис. 3.13
При простановке точности следует отметить следующее:
если одно из отклонений равно нулю, то оно не записывается, хотя место для него оставляется; если количество знаков после запятой разное, то его следует выровнять с помощью нулей; если отклонения симметричные, то запись отклонений дается одним числом, например: Æ 36 Js7 (±0,015).
Точность свободных размеров
Точность свободных размеров проставляется в технических требованиях на чертеж как неуказанные предельные отклонения и может быть исполнена в трех видах: – по квалитетам с 12-го по 18-й по ГОСТ 25346-89; – по специальным классам точности по ГОСТ 25670-83; – комбинированно. Конкретный вариант выбирается по табл. 3.3. Классов точности по ГОСТ 25670-83 насчитывается четыре: «точный», «средний», «грубый», «очень грубый». Допуски по классам точности обозначаются буквой t с простановкой индексов 1, 2, 3, 4, соответствующих перечисленным классам точности.
Таблица 3.3 Варианты записи предельных отклонений
* Применение варианта 2 не рекомендуется.
Обозначения, принятые в табл. 3.3: – IT – односторонние предельные отклонения от номинального размера в «минус» по квалитету (соответствует валу h); + IT – односторонние предельные отклонения от номинального размера в «плюс» по квалитету (соответствует отверстию H); – t – односторонние предельные отклонения от номинального размера в «минус» по классу точности; + t – односторонние предельные отклонения от номинального размера в «плюс» по классу точности; ± t/2 – симметричные предельные отклонения по классу точности. Выбор варианта точности неуказанных предельных отклонений зависит от конструктивных и технологических требований и связан с традициями машиностроения. При применении ГОСТ 25670-83 в промышленности нашей страны односторонние предельные отклонения рекомендуется назначать по варианту 1, т. е. по квалитетам и классам точности. Устанавливаемые этим вариантом односторонние предельные отклонения (в «тело») для валов и отверстий по квалитетам способствуют снижению массы деталей, а следовательно, экономии материалов, гарантируют соблюдение предписанных зазоров, свободное введение одних деталей в другие при сборке. Кроме того, они обеспечивают унификацию технологических процессов, размеров заготовок, межоперационных размеров, инструментов и калибров, применяемых для однотипных элементов с неуказанными и указанными предельными отклонениями, так как последние, как правило, назначают также в «тело» и по квалитетам. Таким образом, не рекомендуется применение варианта 2 по табл. 3.3. Для размеров элементов, не относящихся к валам и отверстиям, приведенные выше соображения необязательны, поэтому для них удобнее пользоваться симметричными предельными отклонениями по классам точности, получившими распространение в мировой практике. Для металлических деталей, полученных в результате механической обработки, связанной с резанием материалов, рекомендуется использование сочетания допусков IT13, IT14 и класса точности «средний».
Принципы построения ЕСДП
Сведения, изложенные ранее, можно тезисно оформить в виде признаков или принципов. 1) Выявление номинальных размеров в соответствии с рядами предпочтительных чисел. В основном машиностроительном диапазоне (0 – 500 мм) образовано 130 номинальных размеров, которые сведены в 13 интервалов. 2) Установление точности изготовления по 20 квалитетам. Допуски по квалитетам одинаковы для любого элемента (отверстия, вала, прочего) в одном номинальном размере и одной точности. При переходе от одного квалитета к другому допуск изменяется на 60 %, а через пять квалитетов величина его увеличивается или уменьшается в пять раз. 3) Установление 27 основных отклонений валов и 27 основных отклонений отверстий. Основные отклонения для валов рассчитываются по эмпирическим формулам, а основные отклонения отверстий определяются по двум правилам: общему и специальному. 4) Установление двух систем: системы отверстия и системы вала с односторонним расположением поля допуска основных деталей. Поле допуска основного отверстия расположено выше нулевой линии, т. е. в «плюс», а основного вала – в «минус» (ниже нулевой линии). В каждой системе может быть до 28 посадок по трем группам: с зазором (11 посадок); с натягом (12); переходные (5).
5) Установление нормальной температуры. Допуски и предельные отклонения относятся к размерам деталей при температуре + 20 °C.
ГЛАДКИЕ ПРЕДЕЛЬНЫЕ КАЛИБРЫ
Калибрами называют бесшкальные контрольные инструменты, которые служат для контроля деталей в процессе производства, т. е. для проверки того, находится ли выполняемый размер детали в пределах заданных отклонений. С помощью калибров нельзя определить числовые значения проверяемой величины, можно установить лишь годность детали, т. е. соответствие действительных значений заданным. Рабочие калибры предназначены для контроля деталей в процессе их изготовления, ими пользуются рабочие-станочники, операторы и наладчики оборудования, а также иногда контролеры отдела технического контроля (ОТК) предприятия-изготовителя. Приемные калибры применяют контролеры ОТК и представители заказчика для приемки деталей. Контрольные калибры применяют для проверки размеров рабочих и приемных калибров-скоб и установки на контролируемый размер регулируемых калибров. Комплект предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходной стороны (ПР) и непроходной (НЕ). Деталь считается годной, если калибр под действием собственного веса или усилия, примерно равного ему, ПР проходит по контролируемой поверхности детали, а НЕ не проходит. Вставки и насадки калибр-пробок изготавливают из сталей Х или ШХ-15. Допускается изготовление вставок и насадок из сталей У10А или У12А для калибров всех видов кроме неполных калибр-пробок, получаемых штамповкой, а также из стали 15 или 20 для калибров диаметром более 10 мм. Параметры шероховатости рабочих поверхностей должны находиться в пределах Ra 0,04…0,32 мкм в зависимости от вида калибра, точности контролируемого параметра изделия и его размера. Для повышения износостойкости и снижения затрат в условиях производства часто применяют калибры со вставками и насадками из твердосплавных материалов. Износостойкость таких калибров в 50 – 150 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров в три – пять раз.
Калибр-пробки
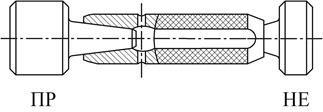
Гладкие калибры для контроля отверстий выполняются в форме цилиндров, т. е. являются прототипами проверяемых отверстий, и поэтому называются пробками. Обе пробки – проходная и непроходная – могут быть выполнены как одно целое, если диаметр отверстия меньше 50 мм, и отдельно, если он больше (рис. 4.1).
Рис. 4.1
Если пробка ПР не входит в отверстие, то деталь считается негодной, но брак исправимый, т. е. требуется дополнительная обработка отверстия. Если пробка НЕ вошла в отверстие, то это означает, что деталь бракованная и исправлению не подлежит.
Калибр-скобы
Гладкие калибры для контроля валов выполняются в виде скоб, причем скобы могут быть нерегулируемыми (рис. 4.2, а, б) и регулируемыми (рис. 4.2, в). Если калибр-скоба ПР не проходит по валу, то брак исправимый, а если калибр-скоба НЕ проходит по валу, то он считается окончательно бракованным. Калибр-скобы бывают односторонними (см. рис. 4.2, а, в) и двухсторонними (см. рис. 4.2, б). Регулируемые скобы со вставками или передвижными губками (см. рис. 4.2, в) позволяют компенсировать износ и могут настраиваться на разные размеры, однако они имеют меньшие по сравнению с нерегулируемыми скобами точность и надежность и, как правило, применяются для контроля размеров с допусками не точнее 8-го квалитета.
Рис. 4.2
Контрольные калибры
Для контроля нерегулируемых калибр-скоб и для установки регулируемых калибров применяются контрольные калибры: для проходной стороны (К-ПР), непроходной (К-НЕ) и для контроля износа (К-И). Они обычно выполняются в виде шайб (рис. 4.3).
Однако, несмотря на малый допуск контрольных калибров, они искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры имеют ограниченное применение. В мелкосерийном и единичном производстве целесообразно вместо контрольных калибров применять концевые меры длины или универсальные измерительные приборы.
  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 ; Æ 63 H8 – f7.
; Æ 63 H8 – f7.