|
|
Основные узлы приспособлений.Стр 1 из 3Следующая ⇒ Основные узлы приспособлений.
1. Корпуса – предназначены для удерживания в определённом положении остальных узлов приспособления. 2. Установочные элементы – опоры, пластины, призмы, цилиндрические отверстия, оправки, сложные поверхности (резьбовые, шлицевые, конусные и пр.) – те, на которые устанавливается деталь. 3. Зажимные устройства – клиновые (собственно клиновые, эксцентриковые, резьбовые); рычажные (пружины, прихваты); упругие (пружины, воздух, жидкость и т.д.) 4. Приводы – устройства, создающие зажимное усилие, вместе с управляющей аппаратурой.
Полная и неполная установка детали.
Полная установка предполагает наложение на деталь 6-ти двухсторонних связей и лишение её 6-ти степеней свободы. Неполная установка применяется в тех случаях, когда положение детали в направлении какого-либо перемещения безразлично. Роль недостающих связей играют силы трения. Отличие практических случаев установки деталей от теоретических заключаются в следующем: 1. Деталь не обладает достаточной жесткостью и подвержена деформации под действием сил резания и сил зажима. Следовательно, необходимо вводить дополнительные опоры. 2. Деталь не имеет поверхностей для обеспечения полной установки. Роль недостающих связей играют силы трения. 3. Деталь не имеет базовых поверхностей. 4. Базовые поверхности детали совпадают с обрабатываемыми поверхностями. Избыточная установка (наложение больше 6-ти связей) применяется в тех случаях, когда деталь обладает недостаточной жёсткостью и может быть деформирована в процессе обработки или закрепления.
Установочные элементы.
Они делятся на основные и дополнительные опоры. Основные опоры: 1. Цилиндрические жёсткие опоры по ГОСТ 31107-81. Опора 1 предназначена для установки деталей чистовыми базами. Опора 2 применяется в случаях, когда имеют место большие сдвигающие усилия резания и допустимы следы на базовых поверхностях. Опора 3 предназначена для установки деталей по необработанным поверхностям. Материалы и режимы термообработки: D<16 мм – стали качественные углеродистые, подвергаемые объёмной закалке с низким отпуском У7, У8А на 58…62 HRC D≥16 мм – сталь 20, 20Х, цементация на 0,8…1,2 мм и закалка 54…58 HRC
Рисунок 1 – Цилиндрические опоры
2. Опорные пластины
Рисунок 2 – Опорные пластины
3. Плавающие опоры – применяются в тех случаях, когда деталь не обладает достаточной жёсткостью или контактной прочностью.
Рисунок 3 – Плавающие опоры Дополнительные опоры: Применяются для увеличения жёсткости установки детали Устанавливаются в тех местах, где обрабатываемая деталь подвергается чрезмерной деформации от сил резания. Каждая дополнительная опора подводится к обрабатываемой детали и закрепляется индивидуально, после того как деталь будет установлена на основные опоры и закреплена основными зажимными устройствами. Применяется 3 вида дополнительных опор: 1. Самоустанавливающиеся 2. Подводимые – подводятся к поверхности обрабатываемой детали вручную. 3. Регулируемые
Рисунок 4 - Дополнительные опоры Установка по цилиндрическим поверхностям.
Рисунок 5 – Установка на палец
Рисунок 6 – Установка на оправку
Установка на палец: Применяется тогда, когда основная база у детали – торец
Рисунок 7 – Установка на палец
Материалы и режимы термообработки те же, что и для цилиндрических опор.
Рисунок 8
Рисунок 9 – Самоустанавливающийся палец Установка детали на плоскость и два цилиндрических отверстия:
Рисунок 10
Рисунок 11 – Срезанные пальцы
Размещение цилиндрических и срезанных пальцев на приспособлениях:
Рисунок 12 Установка детали на оправку
Рисунок 13
Установка детали на слабоконусной оправке
Конусность 1:1000…1:3000
Рисунок 14
Установка детали на призму
Рисунок 15
Рисунок 16 – Призма для установки длинных деталей.
Рисунок 17 – Подводимая призма (подвижная).
Рисунок 18 – Регулируемая призма.
Установка детали по коническим и прилегающим поверхностям
Рисунок 19 - Плавающий центр.
Зажатие деталей В каждом зажимном устройстве различают: 1. Элемент, который получает исходные усилия от привода (рукоятка, маховик, гайка) Q – исходное усилие. 2. Механизм, преобразующий усилие (увеличивающий или уменьшающий). 3. Элемент, находящийся в контакте с зажимаемой деталью, создающий усилие зажима. W – усилие зажима.
Классификация зажимов: 1. По способу создания исходного усилия: a. Ручные зажимы b. Механизированные 2. По конструкции преобразующего механизма: a. Клиновые b. Винтовые c. Эксцентриковые d. Рычажные e. Пружинные f. Мембранные g. Гидропластовые 3. По числу контактов, возникающих от действия одной исходной силы: a. Одноконтактные b. Многоконтактные
Определение силы зажима
Минимальная сила зажима находиться в результате решения задачи равновесия твердого тела под действием всех приложенных к нему сил. Реальная сила зажима должна быть увеличена по сравнению с минимальной на величину коэффициента запаса надежности закрепления.
W = Wmin × k k = k1 × k2 × k3 × k4 × k5 …
Типы зажимов Винтовые зажимы
Винтовые зажимы – самые используемые. К их особенностям следует отнести: большие зажимные усилия при малых исходных; универсальность – для закрепления самых разнообразных деталей; самоторможение – исходное усилие действует только в момент закрепления. К недостаткам следует отнести малую производительность, износ. Применяются в основном в единичном и мелкосерийном производстве. На рисунке 32 показан пример закрепления болтовым зажимом:
Рисунок32
Расчётные формулы:
здесь: rср- средний радиус резьбы (по ГОСТ) α – угол подъёма резьбы L – длина рукоятки f – коэффициент трения b - угол профиля j=6…16° Тогда исходное усилие зажима:
для приближённых вычислений можно использовать формулу:
На рисунке 33 показан пример зажима детали гайкой.
Рисунок 33 Расчётные формулы: В этом случае доля крутящего момента, развиваемого гаечным ключом, идущая на создание зажима, будет меньше из-за существования трения на поверхности гайки.
для приближённых вычислений можно использовать формулу:
Приблизительная таблица усилий зажима:
Эксцентриковые зажимы Это разновидность клиновых зажимов с переменным углом подъема. Положительные черты: быстродействие, самоторможение, высокая технологичность. Отрицательные черты: меньший коэффициент увеличения усилия по сравнению с винтовыми механизмами; небольшой диапазон колебания зажимаемых размеров; зависимость усилия зажима от зажимаемого размера.
Рисунок 41
tg j = f Для стандартных эксцентриков
e – эксцентриситет (несовпадение оси кулачка и его оси вращения) Если е <= D / 20 – теоретически из условия самоторможения e» D / 14 – применяемое на практике Материал эксцентрика: 40Х, сталь 45; HRC40…45 Большие эксцентрики (свыше 20 мм по толщине) выполняются из цементируемых сталей – сталь 10, 20, 20Х; HRC50…55 Под эксцентрик ставится каленая вставка из стали У7, У8А. На рисунке 42 представлен двухопорный кулачок.
Рисунок 42 Для быстрой смены сжимаемой детали (повышение производительности) используется схема, представленная на рисунке 43.
Рисунок 43
Иногда (очень редко) используют двойной эксцентрик
Рисунок 44
Кулачковые зажимы
Имеют постоянный угол подъема профиля (логарифмическая спираль) вследствие чего обладают большим диапазоном зажимаемых размеров, но более сложны в изготовлении. Кулачки могут быть как радиальными, так и торцевыми.
Рисунок 45
Пружинные зажимы Закрепление деталей происходит за счет упругих сил пружины. Существуют две разновидности пружинных зажимов: 1. для снятия обработанных деталей приходится сжимать пружину 2. для снятия обработанных деталей не нужно сжимать пружину
Особенности: Отрицательные стороны: не применяется в ручных зажимных устройствах, так как связаны с неоправданной энергией для снятия деталей; мал диапазон зажимаемых размеров.
Положительные стороны: в случае отключения пневмо или гидросистемы деталь удерживается пружиной (выше надежность и безопасность устройств). В основном применяются в агрегатных и сверлильных станках.
Рисунок 46
Рисунок 47 Конструкция с подвесной плитой. Для снятия детали не нужно сжимать пружину.
Гидропластовые зажимы Часто бывает нужно закрепить множество деталей с помощью одного усилия или наоборот: одну деталь несколькими усилиями. Гидропласт – среда, которая подчиняется закону Паскаля (передает давление во всех направлениях). Он состоит из полихлорвиниловой смолы, дибутилфтолата (пластификатора), стеората кальция, вакуумного масла. Температура плавления 120- 160° С. Требования к точности, взаимной подгонке, плунжерных пар, гидропластовых соединений.
D - при данном зазоре гидропласт будет просачиваться под давлением р Марка СМ – твердый гидропласт
Рисунок 48
Существуют два основных типа приспособлений: 3. Гидропласт служит средством выравнивания усилий зажима в многоконтактных приспособлениях. Имеет место равномерное распределение усилий, но сила зажима очень мала.
Рисунок 49
4. Приспособление, в котором исходное усилие приложено к гидропласту, который заменяет собой усилительный механизм. Эти приспособления создают большие нагрузки и достаточно компактны, но плунжеры не возвращаются в исходное состояние при снятии исходной нагрузки (необходимо применение пружин), они индивидуально притёрты (нет взаимозаменяемости). Все внутренние гидропластовые полости должны быть отполированы, острые кромки, особенно при резких поворотах и скосах, недопустимы. Длина каналов должна быть минимальной, а сечение – максимальным. На каждые 100 мм длины теряется примерно 5% усилия.
Рисунок 50
Многократные зажимы Осуществляют одновременное зажатие нескольких деталей от одного усилия. Виды:
1. Последовательный.
Рисунок 51
Особенности: - при зажиме детали между установочной поверхностью и предыдущей деталью, возникают силы трения, уменьшающие силу зажима Q. - можно зажимать лишь детали с параллельными сторонами. - для зажатия деталей с непараллельными сторонами используются специальные промежуточные установочные элементы.
Рисунок 52 2. Параллельный.
Рисунок 53 – Параллельный зажим с эластичным прижимом
Рисунок 54 – Рычажный прижим Главная особенность эластичного прижима – сила прижатия каждой детали меньше исходного усилия зажима Q. Усилие зажима зависит от размера зажимаемых деталей. Применяется при сборочных операциях, при мехобработке не применяется. У Рычажного прижима имеет место невысокая жёсткость приспособления, Но усилие зажима равномерно распределено. Так же к этой группе относятся зажимы с гидравлической связью: 1. С гидропластом. 2. Несколько гидравлических зажимов, работающих от одного гидропривода. 3. Зажимы, использующие шарики (стальные и пр.)
Рисунок 54 – Кругломер
3. Встречный.
Рисунок 55
Приводы
1. Ручные приводы – им свойственна универсальность, надёжность, рабочий приспосабливается к усилию зажима. Вместе с этим, у них малая производительность, рабочий утомляется, поэтому, если время закрепления составляет 7…10% от времени всей операции, применяют механизированный зажим (применяются в мелкосерийном и единичном производстве). Одной рукой без рывка рабочий создаёт усилие Q = 12 кгс; при плече приложения силы L = 300 мм усилие составляет Q = 40…50 кгс. Чем больше рабочий производит закреплений, тем слабее нужно закладывать усилие зажима (на 1000 закреплений/раскреплений нужно применять силу зажима порядка 6…8 кгс).
2. Пневматические приводы – получили широкое распространение в крупносерийном и массовом производстве. Основные достоинства: - простота конструкции и эксплуатации привода; - чистота привода; - высокое быстродействие К недостаткам можно отнести: - неплавное действие; - большие габариты при больших усилиях (для устранения недостатка можно применять двойной пневмоцилиндр – 2 поршня на одном штоке); - малое давление воздуха в магистрали; - при давлении р > 0,6 МПа наблюдается конденсация и замерзание влаги в магистралях (для устранения применять величину давления не больше 0,4 МПа); В качестве уплотнений используются манжеты и кольца. На 1 кольцо может приходиться давление до 30 МПа (второе кольцо ставят для гарантии). Чаще выполняют пневмоцилиндры со стальными гильзами (из улучшаемых сталей). Внутренние поверхности гильз обрабатывают в следующем порядке: шлифуют, полируют, хромируют и снова полируют.
Рисунок 56
В качестве пневмодвигателей используются пневмоцилиндры (одностороннего и двухстороннего действия) и пневмокамеры:
Рисунок 57- Пневмоцилиндр
Рисунок 58 - Пневмокамера
Особенности пневмокамер: 1. Не требуют уплотнений. 2. Не требуют точной и качественной обработки внутренних поверхностей. 3. Большой срок службы (500-1000 рабочих циклов). 4. Усилие зажима:
р – давление в магистрали D – диаметр пневмокамеры qпр – усилие пружины 5. Часть усилия уходит через мембрану на корпус. 6. Не имеют преимуществ в габаритах перед пневмоцилиндром.
3. Вакуумный привод – применяется для закрепления деталей, которые могут быть повреждены от действия сосредоточенных усилий.
рост – остаточное давление в камере Основной недостаток – вакуумные насосы чувствительны к загрязнению воздуха.
Рисунок 59
Рисунок 60 – Устройство для создания вакуума от цеховой магистрали
4. Гидравлический привод – представляет собой независимую гидравлическую установку, обслуживающую один или несколько станков. Диапазоны рабочих давлений, применяемых в оснастке – от 5 до 20 МПА, для создания давления наиболее часто используются лопастные гидронасосы типа Г12. Преимущества: - малые размеры цилиндров; - плавность действия, так как жидкость несжимаема; - возможность осуществления многократного зажатия; - меньшие требования к поверхности гидроцилиндра, по сравнению с пневмоцилиндром; - более высокий КПД, по сравнению с пневмоцилиндрами; - можно применять металлические уплотнительные кольца и уплотнительные кольцевые канавки. Недостатки: - сложность и высокая точность отдельных механизмов узлов; - затруднённая подача давления во вращающиеся конструкции; - при появлении утечек жидкость разбрызгивается.
5. Пневмогидропривод – в нём для создания давления жидкости используется давления цеховой пневмоцепи. Преимущества: - дешевизна; - малые габариты; - плавность действия; - большие развиваемые усилия; Недостатки: - невысокий КПД (80…85%); - колебания давления в пневмоцепи вызывают колебания усилий зажима; - возможно попадание воздуха в гидросистему.
Рисунок 61
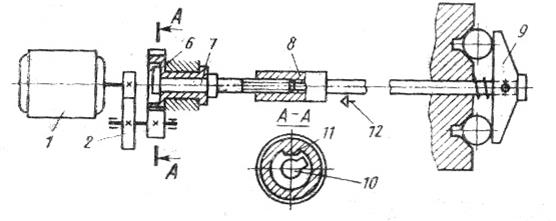
6. Электромеханический привод – привод получил малое распространении по ряду причин:
1. Быстрый износ. 2. Малые развиваемые усилия. 3. Сложность устройства. 4. Необходимость ограничения зажимного усилия и длины рабочего хода. 5. Наличие разгонной муфты К положительным чертам можно отнести: - самоторможение, то есть после закрепления детали можно отключить привод; - простота подключения и управления; - не загрязняет рабочее пространство; - высокий КПД; - легко передать энергию на вращающееся устройство.
Рисунок 62
7. Центробежно-инерционный привод – в нём в качестве источника зажимного усилия используют центробежную силу вращающихся грузов, шарнирно закреплённых на оси
Рисунок 63
Преимущества: - отсутствует посторонний источник энергии; - простота эксплуатации и изготовления; - не надо передавать усилие и энергию на вращающиеся устройства; - возможна работа без полного останова привода. Недостатки: - ограниченность усилия зажима; - зависимость усилия зажима от конструкции и частоты вращения; - сложность регулирования усилия зажима; - необходимость балансировки.
8. Магнитный привод – выпускается в двух исполнениях – в виде магнитных плит и магнитных патронов. По способу создания магнитного поля различают: - электромагнитные; - магнитные. Преимущества: - отсутствие движущихся частей; - долговечность; - развивает достаточно высокие усилия зажима, порядка 35…50 Н/см2
Электромагнитные устройства создают большие усилия, чем устройства с постоянными магнитами, но при отключении питания закрепленные детали раскрепляются. Устройства с постоянными магнитами этого недостатка лишены, но для включения/выключения необходим дополнительный привод (механический, пневматический). Применяются, в основном, на плоскошлифовальном оборудовании.
Рисунок 64
Самоцентрирующие устройства
Они сочетают в себе функции установочных и зажимных элементов. Применяются в случаях скрытого базирования. Пример базирования в две призмы (скрыта вертикальная ось базирования) показан на рисунке 65, теоретически зажатие детали происходит в 4-х точках, но на практике оказывается 2 или 3 точки контакта.
Рисунок 65
1. Кулачковые самоцентрирующие устройства
Погрешности самоцентрирующего устройства возникают в: - резьбовом механизме (из-за погрешности шага резьбы); - направляющих кулачков; - центрирующем узле.
Рисунок 66
2. Рычажные самоцентрирующие устройства
Рисунок 67 3. Упругие самоцентрирующие устройства
Цанга Служит для установки и центрирования по цилиндрическим внутренним или наружным поверхностям. Ограничение – базовые поверхности должны быть обработаны по 9-10 квалитету. Цанга обладает простотой конструкции достаточно точным центрированием, но у неё слишком мал ход лепестков.
Рисунок 68
Цанги изготавливают из следующих материалов: У7А, У8А 60…64 HRC; 65Г, 60С2А 56…60HRC
Мембранный патрон Служит для точного закрепления и базирования деталей типа втулок и колец. Бывают двух видов - специальные и переналаживаемые
Рисунок 69
4. Самоцентрирующие устройства с гидропластом
Используются для центрирования и закрепления деталей по начисто обработанным поверхностям 6,7,8 квалитетов. Для достижения минимального биения установочной поверхности относительно оси вращения гильзу оправки протачивают после её установки на станок (это делается только один раз). Изготавливаются из материалов - диаметр оправки до 40 мм – сталь 40Х (35…40HRC) - диаметр оправки свыше 40 мм – сталь У7А (33…36HRC)
Рисунок 70 Делительные устройства
Предназначены для поворота обрабатываемой детали, закреплённой в приспособлении, на заданный угол. Бывают универсальными и специальными. Делительный устройства состоят из двух характерных частей: делительного диска и фиксатора. Делительный устройства работают по двум схемам: 1. С радиальным фиксатором.
Рисунок 71
Свойства: - малые осевые габариты, но большие радиальные; - повышенная точность деления; - низкая технологичность.
2. С осевым фиксатором.
Рисунок 72
Свойства: - малые радиальные и большие осевые габариты; - точность деления меньше, чем радиальной схемы; - высокая технологичность;
Эта схема наиболее широко применяется.
Конструкции фиксаторов
1. Шариковый фиксатор – невысокая точность деления
Рисунок 73
2. Колпачковый фиксатор
Рисунок 74
3. Подпружиненный цилиндрический фиксатор (вытяжной).
Рисунок 75
Кондукторы
1. Накладные – применяются в серийном производстве, особенно для крупногабаритных деталей. Обработка на радиально сверлильных станках или с помощью дрели. Рисунок 77
2. Перекладные – предназначены для сверления в деталях отверстий, расположенных под углом.
Рисунок 78
3. Кондуктор с подвижной плитой.
Рисунок 79
4. Кондуктор с подъёмной плитой – широко распространён в массовом и крупносерийном производствах. Отличается удобством в работе и высокой производительностью (скальчатый кондуктор).
Рисунок 80
Кондукторные втулки
Бывают трёх видов: 1. Постоянные втулки – применяются для направления инструмента в условиях мелкосерийного производства, а так же для установки в них сменных и быстросменных втулок. 2. Сменные втулки – применяются в условиях крупносерийного и массового производства. Сменные втулки заменяются только во время ремонта кондуктора. 3. Быстросменные втулки – применяются в условиях мелкосерийного и единичного производства, позволяют обрабатывать отверстия последовательно несколькими инструментами без смены установки детали.
Рисунок 81
Необходимо оставлять зазор между обрабатываемой поверхностью и корпусом кондуктора, для выхода стружки. Для сталей эта высота: hст = (0,5…1,0)d Для чугуна: hчуг = (0,3…0,5)d При зенкеровании: hзенк = 0,3 × d d – диаметр втулки Кондукторные втулки должны выдерживать до 10…15 тысяч сверлений
Материалы для изготовления кондукторных втулок: d < 5 – ХВГ, 60…65HRC 5 £d £ 20 – У8А, 60…65HRC d > 20 – 20Х, сталь 20 с цементацией, 55…60HRC
Повысить срок службы кондукторных втулок можно: 1. Повышением их твердости. 2. изготовлением втулок из твёрдых сплавов. 3. Применением вращающихся кондукторных втулок (втулка представляет из себя игольчатый подшипник качения)
Корпуса приспособлений
Основные требования – жёсткость, прочность, компактность, простота в изготовлении. В оснастке применяются три типа корпусов: 1. Чугунные литые. 2. Стальные сварные. 3. Сборные.
Чугунные корпуса отличаются высокой жесткостью, отсутствием пластической деформации, могут иметь сложную форму. Но у них плохая ремонтопригодность, так же для их изготовления нужно модельное и чугунолитейное производство, что увеличивает срок изготовления приспособления. Стальные сварные корпуса отличаются высокой жесткостью. Изготавливаются из стандартного проката, их можно быстро изготовить, просты в конструировании и обладают высокой ремонтопригодностью. Из минусов можно отметить подверженность пластическим деформациям и необходимость перед мехобработкой снять сварочные напряжения. Сборные корпуса обладают наименьшей жёсткостью, но наиболее просты в проектировании и изготовлении, так же позволяют использовать разнообразные материалы.
Вспомогательный инструмент
Это устройство для базирования и закрепления режущего инструмента.
Требования, предъявляемые к вспомогательному инструменту: 1. Простота конструкции и дешевизна. 2. Высокая жесткость и прочность. 3. Высокая точность настройки и закрепления инструмента. 4. Возможность компенсации износа инструмента. 5. Отсутствие вибраций или способность к их гашению.
Виды вспомогательного инструмента: 1. Резцедержатели для призматических и круглых фасонных резцов. 2. Борштанги для расточных и токарных станков. 3. Оправки для крепления насадного инструмента. 4. Патроны для закрепления концевого инструмента.
Рисунок 82
5. Переходные втулки для закрепления инструмента. 6. Регулируемые расточные/обточные резцовые державки. 7. Резцовые головки для обработки плоских поверхностей.
Рисунок 83
Контрольные приспособления
Применяют для проверки заготовок деталей и узлов машин в тех случаях, когда эта проверка не может быть произведена с помощью универсального измерительного инструмента и калибров с достаточной точностью, либо совсем не возможна в условиях поточного автоматизированного производства.
Нормы погрешности измерения
Погрешность измерения для контроля ответственных изделий составляет 8% от поля допуска изделий. Для менее ответственных – 15…20%, для неответственных – 30% поля допуска.
Основные узлы приспособлений.
1. Корпуса – предназначены для удерживания в определённом положении остальных узлов приспособления. 2. Установочные элементы – опоры, пластины, призмы, цилиндрические отверстия, оправки, сложные поверхности (резьбовые, шлицевые, конусные и пр.) – те, на которые устанавливается деталь. 3. Зажимные устройства – клиновые (собственно клиновые, эксцентриковые, резьбовые); рычажные (пружины, прихваты); упругие (пружины, воздух, жидкость и т.д.) 4. Приводы – устройства, создающие зажимное усилие, вместе с управляющей аппаратурой.
  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|