|
|
ВНЕПЕЧНЫЕ МЕТОДЫ ОБРАБОТКИ СТАЛИПерспективными и дешевыми являются внепечные (внеагрегатные) методы обработки стали, обеспечивающие повышение качества стали, выплавляемой современными методами. Используют различные способы внепечной металлургической обработки стали для снижения в ней содержания газовых примесей, главным образом, кислорода, вредных включений серы, а также уменьшения загрязненности стали неметаллическими включениями. Основные способы внепечной обработки стали – вакуумный, синтетическими шлаками, инертными газами, редкоземельными металлами (РЗМ) и др. При вакуумной обработке жидкую сталь, находящуюся в ковше, выдерживают перед разливкой в вакуумной камере при давлении 300 МПа в течение 10–12 мин. Раскислители не вводят. Первоначально перед вакуумированием ставили цель снижения концентрации водорода в стали до пределов, при которых в крупных поковках не возникают флокены. В настоящее время эта цель значительно расширена: под вакуумной обработкой понимают понижение давления над металлическим расплавом для дегазации и смешения равновесия химических реакций, зависящих от внешнего давления и протекающих в расплаве с образованием газообразных продуктов. Например, реакции между растворенными в расплаве углеродом и кислородом, углеродом и оксидами металлов приводят к снижению концентрации вредных примесей (главным образом газовых), повышению пластических свойств, ударной вязкости и качества стали. Выделение газов при вакуумировании вызывает бурное кипение и перемешивание металла. При этом содержание кислорода может уменьшаться в малоуглеродистой стали от 0,01–0,03 до 0,003–0,005%. При замене раскисления в ковше внепечным вакуумированием повышается качество стали и увеличивается выход годного металла из слитков. Для повышения качества трубной стали (рафинирования) ее обрабатывают жидким синтетическим ишаком в ковше. В отдельной печи с угольной футеровкой подготавливают синтетический шлак, называемый известково-глиноземистым, который состоит из 38–45% А12О3 и 52–55% СаО с небольшим количеством кремнезема и не более 1 % FeO. Шлак обладает высокой обессеривающей и раскислительной способностью, что позволяет получать столь хорошо раскисленную, с низким содержанием серы, имеющую повышенную пластичность и вязкость. Количество серы в стал и снижается на 50–70%, а содержание неметаллических включений уменьшается в 1,5 раза по сравнению с обычным ее производством. В шлак, находящийся в ковше, заливают жидкий металл из печи после раскисления. Благодаря относительной простоте и высокой производительности данный способ не вызывает заметного удорожания стали. Продувка жидкой стали инертными дачами (аргоном, гелием и др.) в печи или ковше также значительно улучшают ее качество. Способ прост и сравнительно дешев. Удаление водорода и азот при таком рафинировании стали происходит главным образом за счеч перехода растворенных в жидком металле газов в объем пузырьков инертного газа, а удаление кислорода связано с всплыванием оксидных неметаллических включений в шлак, что приводит к улучшению пластических свойств и вязкости стали. Обработка стали инертными газами позволяет получать конструкционную сталь, близкую по содержанию газов и неметаллических включений к стали электрошлакового и вакуумного дугового переплава. В ряде случаев рафинирование стали инертными газами проводят после ее обработки в ковше синтетическими шлаками. Все большее распространение получают также процессы вдувания в металл (в ковше) сильных раскислителей и десульфураторов (щелочноземельных металлов). Например, струей аргона вдувают в ковш кальций и его соединения. Обработка стали редкоземельными металлами сопровождается уменьшением содержания серы, а также неметаллических включений. Редкоземельные элементы в виде "мишметалла" (сплавы церия, лантана, неодима и празеодима или ферроцерия) вводят в ковш или изложницу при разливке после раскисления стали. Кроме того, возможна присадка бора для обработки жидкой стали. Редкоземельные и щелочноземельные элементы, а также бор, обладая высоким сродством к кислороду, являются активными раскислителями стали. Они нейтрализуют отрицательное влияние легкоплавких примесей, располагающихся по границам и в местах дефектов зерен. Вместо легкоплавких включений по границам зерен и межосевым: пространствам дендритов в первую очередь кристаллизируются устойчивые тугоплавкие соединения, что приводит к повышению прочности стали. Церий, например, активно взаимодействует с серой, висмутом, оловом, свинцом, образуя стойкие химические соединения и очищая тем самым границы зерен. В результате образования и всплытия сульфидов содержание серы в стали снижается в 2–5 раз. Наряду с удалением серы происходит связывание азота в стойкие нитриды, повышающие прочность стали. Бор вводят в сталь в количестве 0,0015%, а редкоземельные металлы – в количестве 0,1–0,5%. Обработка стали РЗМ, синтетическими шлаками и вакуумированием приводит к одинаковому изменению ее механических свойств: повышению пластических свойств; возрастанию в 1,5–2 раза ударной вязкости; смещению критической температуры хрупкости (порога хладноломкости) в область более низких температур; уменьшению склонности к хрупкому разрушению, чувствительности к концентрации напряжений и анизотропии механических свойств в готовом прокате.
СПОСОБЫ РАЗЛИВКИ СТАЛИ После выплавки и выпуска жидкой стали в ковш ее разливают в слитки различной формы и массы, служащие заготовками для получения изделий в прокатных и кузнечных цехах. Разливают сталь двумя способами: в специальные формы – изложницы для получения слитков и непрерывным литьем на установках непрерывной разливки стали. Разливочные ковши состоят из прочного кожуха с цапфами для захвата их краном. В дне ковша имеется отверстие, через которое выливают жидкую сталь при ее разливке. Это отверстие закрывается изнутри ковша стопором через систему рычагов, выведенных на стенку ковша. Внутри ковш и стопор футеруют шамотным кирпичом. Сталь, выпушенную из печи в разливочный ковш, выдерживают в ковше в течение 5–10 мин для выравнивания ее состава и всплытия присутствующих в ней неметаллических включений и газов. Применяют изложницы двух форм: с уширением кверху и наличием дна для разливки спокойной стали; с уширением книзу без наличия дна (сквозные) для разливки кипящей и полуспокойной стали. Изложницы без дна ставят при разливке на поддоны. Слитки для сортового проката (уголки, двутавры и т. д.) имеют круглое или квадратное сечение, слитки для проката на лист – плоские. Изложницы заполняют различными способами: сверху, непосредственно из ковша или снизу, через вертикальный литник сифонным способом. Из вертикального литника при сифонном способе расплавленная сталь через горизонтальные литниковые ходы поступает снизу в несколько изложниц, заполняя их снизу вверх по принципу сообщающихся сосудов. Вследствие простоты и отсутствия потерь металла в виде литников часто предпочитают разливку стали сверху в изложницы. Так как разливка сверху экономичнее сифонной, то ее применяют для углеродистых и других марок стали. Но поверхность этих отливок неровная, с пленами, поэтому после прокатки требуется дополнительная ее зачистка. Высококачественные и легированные стали разливают главным образом сифонным способом во избежание потерь дорогостоящего металла на зачистку поверхности. Сифонной разливкой получают, как правило, небольшие слитки массой до 2,5 т. Наиболее часто слитки отливают массой 1–20 т. а в ряде случаев – 100 т и более. При разливке спокойной стали сверху изложниц устанавливают прибыльные надставки, изнутри футерованные огнеупорной массой, что приводит к более длительному сохранению жидкого состояния стали в них, позволяет питать слиток металлом при усадке. Как известно, при затвердении металл уменьшается в объеме и происходит его усадка. Прибыльная часть слитка в связи с утеплением застывает в последнюю очередь и в ней сосредотачиваются все неметаллические загрязнения и усадочные пустоты, а весь слиток остается практически чистым. Непрерывную разливку стали для получения слитков осуществляют на установках непрерывной разливки вертикального и радиального типов. Установка вертикального типа представляет собой многоэтажное сооружение. Из разливочного ковша через промежуточное разливочное устройство также в виде ковша сталь заливается непрерывной и равномерной струей в кристаллизатор. Он изготавливается в виде медного с двойной стенкой короба. Кристаллизатор слегка качается вверх и вниз и интенсивно охлаждается проточной водой, что приводит к формированию прочных и плотных стальных слитков. Из кристаллизатора слиток постепенно и непрерывно вытягивается валиками со скоростью, равной скорости кристаллизации слитка. На выходе из кристаллизатора перед тянущими валками непрерывный слиток попадает в зону вторичного охлаждения, где охлаждается водяными душами, в результате чего происходит полное его затвердевание. На выходе из валков непрерывный слиток газорезом разрезается на отдельные слитки требуемой длины. Установка непрерывной разливки стали радиального типа более подходящая для размещения в современных сталеплавильных цехах. Принцип ее работы аналогичен рассмотренному. На установках непрерывной разливки стали облегчаются условия труда рабочих и повышается производительность разливки стали и дальнейшей обработки стальных слитков. В зависимости от сечения и формы слитков одноручьевая установка непрерывной разливки стали может выпускать 20–150 т/ч слитков.
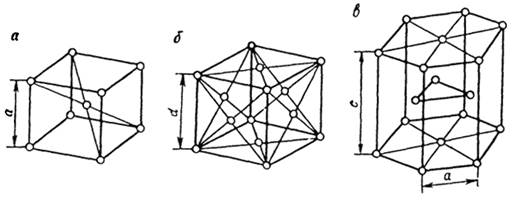
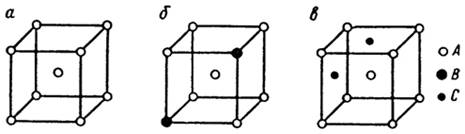
ЭЛЕМЕНТЫ МЕТАЛЛОВЕДЕНИЯ Металлы и их сплавы в твердом состоянии – кристаллические тела, в которых атомы (положительно заряженные ионы) располагаются в определенном закономерном порядке. Силы их взаимного притяжения и отталкивания уравновешены и твердое тело сохраняет свою форму. Правильное, закономерное расположение атомов в пространстве и определяет кристаллическое строение металлов и сплавов. Кристаллические решетки у различных металлов и сплавов разные. Простейшая ячейка кристаллической решетки – кубическая. Атомы (ионы) расположены в вершинах куба, соприкасаются друг с другом и колеблются возле точек равновесия, т.е. возле узлов решетки с большой частотой. Наиболее часто у металлов и сплавов, а также у железа и стали встречаются более плотно упакованные ячейки кристаллических решеток: объемно центрированный куб (ОЦК), гранецентрированный куб (ГЦК), гексагональная плотноупакованная (ГПУ) и др. Кристаллическая ячейка ОЦК (рис. 1, а) имеет атомы во всех вершинах куба, а также один атом в его центре на пересечении диагоналей куба. Кристаллическая ячейка ГЦК (рис. 1, б) характеризуется расположением атомов в вершинах куба и в центре каждой его грани на пересечении ее диагоналей. В ячейке гексагональной' решетки атомы расположены в вершинах шестиугольных оснований призмы, в центрах этих оснований и внутри призмы (рис. 1, в). В реальных условиях у кристаллов металла наблюдается то или иное отклонение от правильного кристаллографического строения их решеток. Эти несовершенства принято называть дефектами кристаллического строения металлов и сплавов. К ним относятся точечные дефекты (вакансии или свободные узлы кристаллической решетки), линейные дефекты (дислокации) и др.
Рис. 1. Элементарные ячейки кристаллических решеток: а – объемно-центрированный куб (ОЦК); б – гранецентрированный куб (ГЦК); в – гексагональная плотноупакованная (ГПУ); а, с, d – параметры решетки
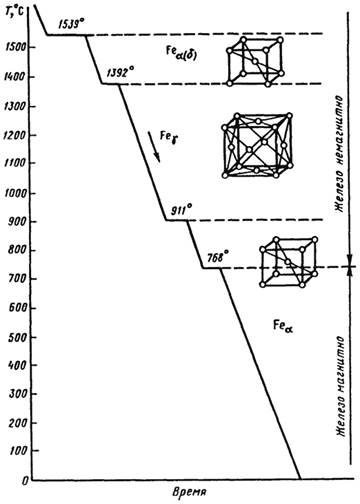
Рис. 2. Кривая охлаждения железа Некоторые металлы, такие, как железо, кобальт и другие, а следовательно, и сплавы на их основе при нагреве и охлаждении до различных температур в твердом состоянии могут иметь различное кристаллическое строение с определенной кристаллической решеткой в данном интервале температур. Это явление существования одного металла в нескольких кристаллических формах носит название аллотропии, или полиморфизма. Различные кристаллические формы металла называются аллотропическими, или полиморфными, модификациями.
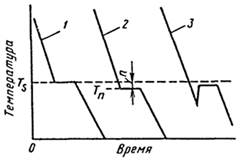
Рис. 3. Кривые охлаждения чистых металлов: 1 - теоретическая; 2 и 3 – экспериментальные
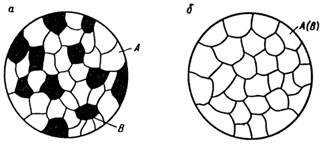
Аллотропические модификации обозначают греческими буквами (α, β, γ, δ и т.д.), добавляемыми к символу, соответствующему данному элементу. Твердое железо при различных температурах существует в двух аллотропических модификациях: Fеα и Feγ. В соответствии с этим кривая охлаждения железа (рис. 2) имеет иной вид по сравнению с кривой охлаждения чистого металла без аллотропического превращения в твердом состоянии (рис. 3). Превращение одной аллотропической формы в другую сопровождается при охлаждении выделением скрытой теплоты кристаллизации. Поэтому на кривой охлаждения железа при температурах аллотропического превращения наблюдаются горизонтальные площадки. Верхняя ветвь кривой охлаждения (см. рис. 2) характеризует охлаждение жидкого железа. При температуре T = 1539 °С наблюдается горизонтальная площадка, что соответствует кристаллизации аллотропической модификации Feα. Она имеет кристаллическую решетку ОЦК, свою структуру и свойства, является немагнитной. Ветвь кривой охлаждения в интервале температур 1539-1392 °С является охлаждением твердой модификации Fеα(δ)· При температуре 1392 °С наблюдается вторая горизонтальная площадка, которая соответствует перекристаллизации в твердом состоянии одной аллотропической модификации в другую: Feα → Feγ. Модификация Feγ имеет кристаллическую решетку ГЦК (гранецентрированный куб), свою структуру и свойства, является немагнитной. Далее происходит охлаждениеFeγ, что характеризуется ветвью кривой охлаждения в интервале температур 1392-911 °С. При температуре 911 °С наблюдается третья горизонтальная площадка на кривой охлаждения, что соответствует новой перекристаллизации железа в твердом состоянии с перестройкой кристаллической решетки. Здесь происходит переход Feγ в Feα. Железо Feα имеет кристаллическую решетку ОЦК, свою новую структуру и свойства и начиная с температуры 768 °С (точка Кюри) становится магнитным. Нижняя ветвь кривой охлаждения от 911 °С до комнатной температуры является охлаждением новой твердой модификации железа – Feα. При температуре 768 °С наблюдается перегиб кривой охлаждения, что отвечает появлению магнитных свойств у железа. Изменения структуры, механических и физических свойств в этой точке не происходит. Охлаждение жидкого металла, не обладающего полиморфизмом, сопровождается плавным понижением температуры (верхняя ветвь кривой охлаждения) (см. рис. 3). В этом периоде не наблюдается качественного изменения состояния металла, поэтому его называют простым охлаждением металла. При достижении теоретической температуры кристаллизации Ts на кривых охлаждения появляются горизонтальные площадки, показывающие, что температура металла в период кристаллизации остается постоянной. Это объясняется выделением при кристаллизации скрытой теплоты кристаллизации, которая компенсирует отвод тепла в процессе охлаждения металла. Длина горизонтального участка кривой охлаждения соответствует времени протекания кристаллизации, показывая начало и конец процесса. По окончании кристаллизации, т.е. когда завершится переход металла из жидкого в твердое состояние, температура опять снижается – происходит охлаждение металла в твердом состоянии (нижняя ветвь кривой охлаждения). В реальных условиях процесс затвердевания может происходить лишь при переохлаждении металла до реальной температуры кристаллизации Тn (где n – степень переохлаждения), лежащей ниже теоретической температуры кристаллизации Ts. Разность между теоретической и реальной температурами кристаллизации металла называют степенью переохлаждения п. На кривой 3 наблюдается скачок в повышении Тn за счет бурного выделения скрытой теплоты кристаллизации в первый ее момент. В промышленности для строительных конструкций и газонефтепроводов применяют главным образом сплавы на основе железа, называемые сталями и чугунами. Для изучения состояния сплавов разных концентраций при различных температурах применяют диаграммы состояния – графическое изображение фазового состояния сплавов в зависимости от температуры и концентрации в условиях равновесия при постоянном давлении. Их строят экспериментальным путем по кривым охлаждения для сплавов разных концентраций. Вещества, составляющие сплав, называют компонентами. Строение сплавов более сложное по сравнению с чистыми металлами. Свойства сплавов очень разнообразны и зависят от того, какие компоненты составляют сплав, в каких количествах и в какие взаимодействия они вступают в жидком и твердом состояниях. Поэтому в технике наибольшее применение имеют сплавы по сравнению с чистыми металлами. Компоненты в сплаве могут не взаимодействовать друг с другом и образовывать в твердом состоянии механическую смесь кристаллов обоих компонентов, кристаллизующихся одновременно (рис. 4, а); растворяться друг в друге и образовывать жидкий и твердый растворы (рис. 4, б); вступать в химическое взаимодействие и образовывать химическое соединение, а также промежуточные и сложные фазы (например, твердый раствор на базе химического соединения). Твердые растворы по микроструктуре представляют собой, как и чистые металлы, однородные зерна.
Рис. 4. Схемы микроструктур сплавов: а - механическая смесь компонентов А и В; б – твердый раствор компонентов В и А
Твердый раствор однофазен и состоит из одного вида кристаллической решетки. Он образуется на основе одного из компонентов, называемого металлом-растворителем. В кристаллическую решетку металла-растворителя входят атомы другого компонента, называемого растворенным веществом. Твердые растворы делятся на растворы замещения и внедрения в зависимости от характера размещения атомов растворенного вещества в кристаллической решетке растворителя (рис. 5). В твердых растворах замещения атомы растворенного компонента В замещают частично атомы кристаллической решетки компонента-растворителя А. В твердых растворах внедрения атомы растворенного компонента С внедряются в кристаллическую решетку компонента-растворителя А, располагаясь между атомами А, Твердые растворы замещения бывают ограниченные и неограниченные. При неограниченной растворимости атомы растворителя А могут быть замещены атомами растворенного вещества В. Это возможно, если оба компонента имеют одинаковые структуру и кристаллические решетки, малое различие атомных размеров компонентов, а также близкие по строению и физической природе валентные оболочки атомов.
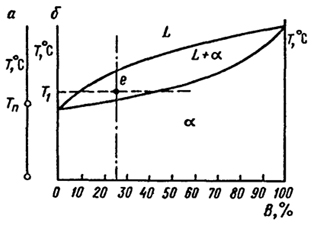
Рис. 5. Твердые растворы на основе металла с кристаллической решеткой ОЦК: а – чистый металл; б – твердый раствор замещения; в – твердый раствор внедрения Твердым раствором на базе химического соединения называют вещество, в кристаллической решетке которого могут находиться атомы другого элемента, заменившего атомы одного из компонентов. Например, вместо Fe3С будет (Fe, Μn)3С. Фазой называют однородную по химическому составу, кристаллическому строению и свойствам часть системы, отделенную от других частей системы границей раздела. Фазами могут быть жидкий раствор компонентов сплава, их твердый раствор, химическое соединение, кристаллы чистых компонентов. Системой называют совокупность фаз, находящихся в равновесии при определенных внешних условиях (температура, давление). Однофазной системой является, например,однородный жидкий раствор компонентов (жидкость). Примером двухфазной системы может служить механическая смесь кристаллов двух компонентов. В качестве компонентов могут быть и устойчивые их химические соединения. Внутреннее строение металлов и сплавов характеризует, микро-и макроструктура. Микроструктура - внутреннее строение металлов и сплавов, изучаемое под микроскопом при больших увеличениях (в 50-2000 раз). Она определяется формой и размером фаз, их взаимным рас-,положением. Макроструктура - внутреннее строение металлов и сплавов, изучаемое при небольших увеличениях с помощью лупы (до 10-30 раз) или невооруженным глазом (визуально). Она служит для определения различных дефектов металла, неоднородности его строения и т.д. Тип диаграммы состояния зависит от взаимодействия компонентов в жидком и твердом состояниях. Если система однокомпонентная, например чистый металл, то диаграмма состояния будет иметь одну ось ординат – шкалу температур. На ней будет нанесена одна точка, соответствующая равновесной температуре перехода из жидкого в твердое агрегатное состояние (и наоборот, из твердого – в жидкое) чистого металла Тn. Эта равновесная температура плавления определяется на кривой его охлаждения. Если в системе два компонента, то вторая ось – ось абсцисс будет шкалой концентраций сплава, так как диаграмму состояния двух-компонентного сплава строят в двух измерениях (температура – концентрация).
Рис. 6. Диаграммы состояния однокомпонентной системы (а) и двухкомпонентной системы с неограниченной растворимостью В и А в твердом и жидком состояниях (б): L – жидкий раствор; α – твердый раствор В в A; L + α – двухфазная область; е – сплав заданной концентрации 25 %-ного В при данной температуре Т1
Эта диаграмма состояния сплавов имеет две вертикальные шкалы температур, соответствующие по концентрации первому А и второму В компонентам (рис. 6). Каждая точка на диаграмме состояния характеризует состояние сплава данной концентрации при данной температуре; каждая вертикаль – соответствует сплаву данной концентрации, рассматриваемому при различных температурах.
  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|