|
|
Лекция 11. Молирование и прессование заготовокСвободное молирование Заготовки серийных оптических деталей (линз, призм, пластин) – изготавливают горячим формованием стекла нагретого до температуры пластичного деформирования. Свободное молирование выполняют по схеме, показанной на рис.11.1. Бесформенные куски стекла, разогретые до состояния текучести, растекаясь под действием силы тяжести, принимают размеры формы, в которую они загружены. При этом объём куска стекла 3 должен соответствовать объёму заготовки 4. Форма 1 для молирования – металлическая, футерованная керамикой 2. Перед молированием куски стекла проверяют на отсутствие внутренних дефектов (камней, свилей и др.). Свободное молирование производят на специальных тепловых пеках непрерывного действия. Установлено что экономически целесообразно молировать заготовки массой более 1 кг и размерами в плане 100´100 мм.
Принудительное молирование
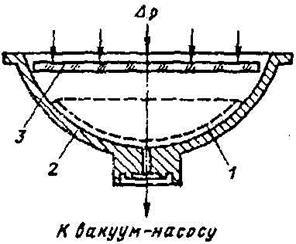
Выполняют в металлических формах, как показано на рис.11.2. В отличие от свободного молирования, принудительное молирование осуществляется под действием вакуума, создаваемого при откачке насосом воздуха из-под находящейся формы 2 с плоской заготовкой 3. Если процесс проходит при температуре соответствующей началу пластичной деформации стекла, то микронеровности формы не отпечатываются на молировании поверхности заготовки 1. Это позволяет получать заготовки сферических и асферических поверхностей не требующие дальнейшей механической обработки. Молирование выполняется на полуавтоматических заготовках, состоящих из кольцевой печи нагрева и туннельной печи отжига, соединённых между собой горячей камерой. Принудительным молированием изготовляются заготовки диаметром до 600 мм и толщиной до 8 мм.
Прессование заготовок Прессование проводят в закрытой металлической форме для деталей массой до 0,5 кг из предварительно приготовленных нарезок оптических деталей. Нарезки это прямоугольные куски стекла, полученные путём раскалывания плитки сырьевого стекла и имеющий массу равную массе прессовки. Для прессования нарезки предварительно разогревают в электрических или газовых печах до температуры размягчения соответствующей вязкости стекла от Штабик – это стеклянный пруток круглого сечения с полированной поверхностью. Штабики получают с помощью устройства, показанного на рис 11.4. Устройство состоит из печи 1 нагревателя 3 и тигля 2 с донным патрубком. Кусок стекла 7 загружают в тигель и разогревают до температуры размягчения, а после включения нагревателя 4 стекло медленно вытекает из тигля вниз, струя стекла 5 заправленного в ролике 6 вытяжного устройства. При вращении роликов происходит непрерывное вытягивание штабика, с его регулированием температуры патрубка и частотой вращения ролика.
Тонкий отжиг стекла Является последней стадией технологического процесса изготовления заготовок оптических деталей, цель его получить высокую оптическую однородность стекла каждой заготовки с едиными дли всей партии показателями преломления и дисперсией. Тонкий отжиг в электрических камерных печах, схема построена на рис.11.5. Такая печь имеет высокую теплоизолирующую крышку 3 и систему нагревателей 4, обеспечивающих равномерный нагрев и принудительное снижение температуры. Заготовки 5 укладывают в массивные насыпи 1, способствующие уменьшению градиентов температуры печи. Управление процессом нагрева и охлаждения заготовки производится автоматически по температурному графику, показанному на рис.11.6. Температурный график подразделён на: нагрев; выдержка; ответственное охлаждение; остывание. В процессе тонкого отжига заготовки сначала нагревают до верхней температуры отжига с возможно большой скоростью, затем дают выдержку при постоянной температуре. Во время выдержки происходит релаксация- уничтожение остаточных механических напряжений в стекле. Ответственное охлаждение в интервале температур от Тв до Тн производится с постоянной скоростью. Скорость ответственного охлаждения зависит от размеров заготовки и требования к ним по двойным лучепреломлениям, показателю преломления, дисперсии. Обычно скорость охлаждения выбирают в пределах о 0,05 до 20°С/ч. После ответственного охлаждения заготовку увеличивают, для чего постепенно приоткрывают колпак пеки. Изменяя скорость охлаждения в интервале ответственного охлаждения можно в определённых пределах изменить значения коэффициента преломления и дисперсии для данной партии заготовок.
Рис.11.1 Свободное моллирование Рис.11.2 Принудительное моллирование
Рис.11.3 Прессование заготовок линз Рис.11.4 Вытягивание штабиков
Рис.11.5 Печь тонкого отжига стекла Рис.11.6 Температурный график тонкого отжига: 1-нагрев; 2-выдержка; 3-ответственное охлаждение; 4-охлаждение
  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 до
до  Па×с. Во избежание прилипания стекла на печи посыпают мелкодисперсный порошок обожжённого каолина. Разогретая порция стекла переносится из печи в нагретую до температуры равной 400¸600°С пресс-форму гидравлического или пневматического пресса. Формирующие элементы пресс-формы кольцо-матрица 2, и поддон-выталкиватель 3. Устройство для прессования заготовок, показанных на рис. 11.3,изготавливается из жаропрочной стали и чугуна. Нарезку укладывают в форму таким образом, чтобы сторона её на полу печи легла вниз на поддон 3. Отпрессованную заготовку вынимают из пресса и охлаждают, а затем перемешают в печь грубого отжига. Каждую партию заготовок сопровождают паспортом, в котором указана оптическая конструкция стекла и показатели качества заготовок. Другим методом получения прессовок является прессование из жидкой стекломассы, отрезаемой автоматическими ножами от струи стекла вытекающего из фидерного устройства ванной печи. Прессование осуществляется на многопозиционных роторных прессах из штабиков.
Па×с. Во избежание прилипания стекла на печи посыпают мелкодисперсный порошок обожжённого каолина. Разогретая порция стекла переносится из печи в нагретую до температуры равной 400¸600°С пресс-форму гидравлического или пневматического пресса. Формирующие элементы пресс-формы кольцо-матрица 2, и поддон-выталкиватель 3. Устройство для прессования заготовок, показанных на рис. 11.3,изготавливается из жаропрочной стали и чугуна. Нарезку укладывают в форму таким образом, чтобы сторона её на полу печи легла вниз на поддон 3. Отпрессованную заготовку вынимают из пресса и охлаждают, а затем перемешают в печь грубого отжига. Каждую партию заготовок сопровождают паспортом, в котором указана оптическая конструкция стекла и показатели качества заготовок. Другим методом получения прессовок является прессование из жидкой стекломассы, отрезаемой автоматическими ножами от струи стекла вытекающего из фидерного устройства ванной печи. Прессование осуществляется на многопозиционных роторных прессах из штабиков.