|
|
Классификация сварочной дугиСтр 1 из 6Следующая ⇒ Сварочные дуги классифицируются: · по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом; · по степени сжатия дуги – свободная и сжатая дуга; · по схеме подвода сварочного тока – дуга прямого и косвенного действия; · по роду тока – дуга переменного тока (однофазная или 3-х фазная) и дуга постоянного тока;
· по полярности постоянного тока – дуга на прямой полярности, дуга на обратной полярности; · по виду статической вольтамперной характеристики – дуга с падающей, жёсткой и возрастающей характеристикой.
Дугу называют короткой, если длина её составляет 2-4 мм; Дуга нормальная составляет 4-6 мм; · Дуга длинная более 6 мм
Сварочная дуга должна иметь определённые технологические условия, обеспечивающие её быстрое зажигание, устойчивое горение, малую чувствительность к изменению её длины в определённых пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла. Условия зажигания и устойчивого горения сварочной дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока, прямая или обратная полярность (на постоянном токе), диаметр электрода, температура окружающей среды. Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. В процессе горения дуги ток и напряжение находятся в определённой зависимости. Эта зависимость при постоянной длине дуги называется статической вольтамперной характеристикой дуги. Рис 2.
Рис.2. Статическая характеристика дуги Uд = f(Iд) при постоянной длине луги
Таким образом, первым условием зажигания и поддержания дуги является наличие достаточно мощного источника питания. Вторым условием является наличие ионизации столба дуги за счёт введения в состав покрытия штучных электродов или во флюс таких элементов как калий, натрий, барий, литий и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют её возникновению. Третьим условием устойчивости горения дуги на переменном токе является наличие в сварочной цепи дросселя. В процессе горения дуги образуются обрывы (100 обрывов в секунду при частоте тока 50 гц). При включении дросселя в сварочную цепь происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется. Однако полная стабилизация горения дуги достигается в точке пересечения вольтамперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги. Рис 3.
Рис. 3. Вольтамперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (кривые а,б); при автоматической сварке под флюсом (кривые в,г); (кривая д) – вольтамперная характеристика источника питания; 1 – точка устойчивого горения дуги
Ухудшает также стабилизацию горения дуги наличие магнитного дутья, возникающего от воздействия магнитных полей. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе.
Рис. 4. Действие собственных магнитных полей на дугу Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс. Рис. 5.
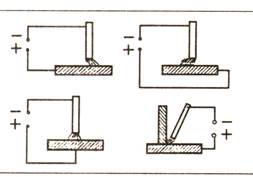
Рис. 5. Влияние ферромагнитных масс на отклонение сварочной дуги Отклонение дуги вызывает также и место подвода тока. Рис 6.
Рис.6. Влияние места подвода тока и наклона электрода на отклонение дуги
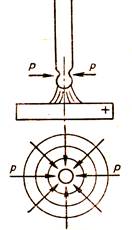
При горении сварочной дуги происходит взаимодействие электрического магнитного полей, в результате чего возникают электромагнитные силы, которые направлены от наружной поверхности дуги к её оси и сжимают столб дуги (пинч-эффект). Под действием сжимающих электромагнитных сил и высокой температуры на конце электрода происходит плавление металла, образование и отрыв капли металла, которая переносится на изделие. Рис. 7.
Рис. 7. Сжимающее действие силовых магнитных линий на конец расплавленного электрода
В зависимости от размера и скорости образования капель различают капельный или струйный перенос. При ручной сварке в сварочную ванну переносится примерно 95 % электродного металла, остальное это брызги и пары. Капельный перенос происходит при сварке штучными покрытыми электродами. В этом случае большинство капель заключено в оболочку из шлака, образовавшегося из расплавленного покрытия. Аналогичные процессы переноса металла электрода в шов наблюдаются при сварке под флюсом и порошковой проволокой. Струйный процесс переноса металла характерен для сварки плавящимся электродом в защитных газах. При струйном переносе образуются мелкие капли, которые следуют одна за другой в виде непрерывной цепочки (струи). Струйный процесс переноса электродного металла возникает при сварке проволокой малого сечения с большой плотностью тока. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих элементов в сварочной проволоке и к повышенной чистоте металла капель и сварного шва. При импульсно-дуговой сварке перенос металла имеет свои особенности, так как с помощью специальной системы создаются условия управляемого и направленного переноса металла с незначительными потерями на угар и разбрызгивание. Существуют две разновидности управляемого переноса металла. Первая состоит в том, что при каждом импульсе сварочного тока от электрода отделяется и переносится в сварочную ванну одна капля расплавленного металла (при сварке в среде аргона). Вторая разновидность состоит в том, что во время прохождения импульса сварочного тока большей длительности, чем в первом случае, происходит интенсивное плавление электрода со струйным переносом металла На рис. 8. представлен процесс переноса электродного металла.
Рис.8. Процесс переноса электродного металла на изделие при короткой дуге: а) – крупнокапельный; б) – струйный; I- IV – последовательные этапы переноса металла; dк – диаметр капли; dэ – диаметр электрода
Вопросы: 1. Какие факторы влияют на зажигание и устойчивое горение дуги? 2. Что выражает (ВАХ) - статическая вольтамперная характеристика дуги? 3. На какие участки можно разделить ВАХ дуги? 4. В чём различие падающей ВАХ и жёсткой? 5. Каково первое и наиважнейшее условие зажигания дуги? 6. Какова роль ионизации при зажигании и горении дуги? 7. Для чего в сварочную цепь включают дроссель (индуктивность)? 8. Что такое магнитное дутьё и как оно проявляется? 9. Каковы меры борьбы с магнитным дутьём? 10. В чём сущность переноса металла через дугу в процессе сварки? 11. Какие виды переноса металла существуют? 12. При каком виде сварки осуществляется капельный перенос? 13. При каком виде сварки может быть осуществлён струйный перенос.   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|