|
|
Область применения источников переменного и постоянного тока ⇐ ПредыдущаяСтр 6 из 6 ПЕРЕМЕННЫЙ ТОК Ручная дуговая сварка штучными электродами. Автоматическая сварка под слоем флюса. Ручная и автоматическая сварка вольфрамовым электродом лёгких сплавов в среде инертных газов. ПОСТОЯННЫЙ ТОК Ручная дуговая сварка штучными электродами. Автоматическая сварка под слоем флюса. Механизированная (полуавтоматом) и автоматическая сварка плавящимся электродом в среде активных и инертных газов. Ручная и автоматическая сварка вольфрамовым электродом легированных сталей, меди и титана в среде инертных газов. Технологические возможности источников питания определяются внешними вольтамперными характеристиками. Статическая характеристика источника питания представляет собой зависимость выходного напряжения от тока нагрузки при постоянном значении напряжения питающей сети в установившемся режиме. По виду статических вольтамперных характеристик источники питания можно подразделить на источники с падающими (ПВХ) «крутыми» и «пологими», или жёсткими (ЖВХ) внешними характеристиками. Источники с внешними характеристиками двух видов называются универсальными. При ПВХ источник питания работает в режиме регулятора сварочного тока. Напряжение ХХ приблизительно постоянно. Каждому виду сварки соответствует определённая крутизна ПВХ. Например, более крутые характеристики используются для аргонодуговой сварки, более пологие – для сварки под флюсом. Длина дуги в процессе сварки при ПВХ регулируется вручную или системой регулирования в сварочном автомате. При механизированной сварке в среде СО2 и автоматической сварке под флюсом при постоянной скорости подачи электродной проволоки применяют источники питания с ЖВХ. В этом случае источник питания работает как регулятор рабочего напряжения, которое регулируется в заданных пределах при условии заданной величины силы сварочного тока. Регулирование напряжения при ЖВХ может быть плавным, ступенчатым и смешанным. Величина сварочного тока определяется скоростью подачи электродной проволоки, а источник питания задаёт напряжение дуге и обеспечивает саморегулирование длины дуги. Продолжительность работы источников питания не должна быть длительной во избежание перегрева изоляции силовой части. Источники питания для РДС работают в продолжительном режиме при номинальной нагрузке (ПН). Этот режим определяется отношением времени сварки tсв к сумме времени сварки и времени холостого хода tхх и выражается в процентах (%); ПН = tсв /(tсв + tхх) × 100 % ПН источников питания для ручной дуговой сварки обычно составляет 60 %. Если вместо холостого хода происходит отключение силовой цепи источника питания от сети, то такой режим называют повторно-кратковременным (ПВ). Эти режимы определяются аналогичным отношением времени сварки (tсвк сумме времени сварки и времени паузы tп. ПВ также определяется в %. ПВ = tсв /(tсв + tп) × 100 % Где tп – время паузы, при котором отсутствуют потери энергии, имеющиеся при холостом ходе. Повторно-кратковременный режим используют при работе со сварочными полуавтоматами. Трансформаторы для РДС обычно работают при естественном охлаждении, остальные источники требуют принудительного охлаждения. Каждому ИП присваивается условное обозначение из букв и цифр. Первая буква обозначает вид источника питания (ИП) (Т – трансформатор, В – выпрямитель, У – установка); вторая – вид сварки: (Д – дуговая); третья - способ сварки (Ф – под флюсом, Г – в защитных газах). Отсутствие буквы означает ручную дуговую сварку. Трансформаторы выпускаются по ГОСТ 95-77 на номинальные силы тока 160, 250, 315, 400 и 500 А. Конструктивно трансформаторы серии ТДМ относятся к группе трансформаторов стержневого типа. Им характерна простота конструкции, малый расход активных материалов, широкие пределы регулирования тока. Одним из распространённых является ТДМ – 317. Кратко конструкция выглядит так – первичная катушка закрепляется неподвижно в нижнем положении, вторичная с помощью винта передвигается по сердечнику, изменяя расстояние между катушками. Сварочный ток регулируется изменением расстояния между обмотками. Рис. 6.
Рис. 6. Внешний вид передвижного сварочного трансформатора тип ТДМ-317; 1 – металлический кожух; 2 – ручка для перемещения; 3 – крышка; 4 – рукоятка для плавного изменения сварочного тока; 5 – переключатель диапазонов сварочного тока; 6 – рым-болты для подъёма; 7 – токоуказатель.
Конструкции трансформаторов серии ТДМ весьма разнообразны. Выпускаются с механическим и электрическим регулированием.
СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ Отечественные выпрямители имеют, как правило, 3-х фазное питание, выполняются, как на диодах, так и на тиристорах. Общий вид широко применяемого выпрямителя ВД – 306 представлен на рис. 7.
Рис.7. Выпрямитель ВД – 306: а – вид с боку со снятым кожухом; б – общий вид; 1 – выпрямительный блок с вентилятором; 2 – трёхфазный понижающий трансформатор; 3 – рукоятки плавного регулирования сварочного тока; 4 – амперметр; 5 – кнопка «Пуск» и «Стоп»; 6 – переключатель диапазонов сварочного тока; 7 – колёса; 8 – разъёмы для подключения (+) и (-); 9 – разъём для подключения выпрямителя в сеть.
Выпрямители для ручной дуговой сварки выпускаются по ГОСТ 13821-77 на токи 200, 315, 400 А при ПН = 60 % и имеют крутопадающие характеристики. Выпрямители выполнены по трёхфазной мостовой схеме на кремниевых диодах. Универсальные выпрямители типа ВДУ выпускаются на токи 500, 630 и 1250 А. Выпрямитель для импульсно-дуговой сварки обеспечивает питание сварочной дуги пульсирующим однополярным током, т.е. постоянным базовым током, на который периодически с частотой 50 или 100 Гц накладываются кратковременные импульсы тока. Выпрямитель входит в комплект полуавтомата ПДИ-304 для механизированной импульсно-дуговой сварки алюминия и нержавеющих сталей в среде аргона.
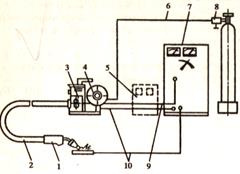
ПОЛУАВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ И ИХ ОСНОВНЫЕ УЗЛЫ В настоящее время широко применяется механизированная сварка. Развитие сварочных полуавтоматов и автоматов направлено на совершенствование унификации их узлов, снижение массы и расширение технологических возможностей с целью обеспечения высокого качества сварных узлов. Принята единая система обозначения аппаратов для дуговой сварки, состоящая из буквенно-цифровых индексов: Первые две буквы обозначают наименование изделий и способ сварки: ПД – полуавтомат для дуговой сварки; АД – автомат для дуговой сварки; УД – установка для дуговой сварки. Третья буква обозначает вид защиты сварочной дуги. Ф – флюсовый; Г – газовый; ФГ – флюсогазовый. Для полуавтоматов дуговой сварки плавящимся электродом по способу защиты принята следующая классификация: 1) в активных защитных газах (Г); 2) в инертных газах (И); 3) под флюсом (Ф); 4) открытой дугой (О). По способу регулирования – толкающему, тянущему, универсальному. На следующих рисунках (8, 9, 10) представлены полуавтоматы и возможности их применения. Надо заметить, что в полуавтоматах механизирована только подача сварочной проволоки, которая подаётся в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Рис.8. Полуавтомат ПДГ в комплекте с основными узлами: 1- сменная газовая горелка; 2 – шланг для подачи электродной проволоки; 3 – подающий механизм; 4 – кассета для электродной проволоки; 5 – блок управления БУСП-2; 6 – газовый шланг; 7 – источник питания; 8 – газовая аппаратура; 9 – провода цепи управления; 10 – сварочный кабель.
Полуавтоматы этой серии состоят из подающего механизма, источника питания, сварочной горелки, и соединительных шлангов. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 9), так и на передвижных установках, (рис. 10).
Рис.8. Стационарная установка для механизированной сварки крупногабаритных изделий: 1 –консоль, 2 – монорельс; 3 – тележка; 4 – сварочный полуавтомат; 5- гибкий шланг.
Рис. 9. Передвижная установка механизированной сварки для монтажных работ: 1 – кассета с электродной проволокой; 2 – газовая аппаратура; 3 – подающий механизм; 4 – консоль; 5 – гибкий шланг; 6 – пульт управления; 7 – источник питания.
Рабочим инструментом сварочного полуавтомата является сварочная горелка. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. На рис. 11 представлена широко применяемая сварочная горелка для сварки плавящимся электродом в среде защитного газа.
Рис. 11. Сварочная горелка полуавтомата для сварки плавящимся электродом в среде защитных газов: 1 – рукоятка; 2 – переходная втулка; 3 – сопло; 4 – токоподводящий наконечник; 5 - предохранительный щиток; 6 – пусковая кнопка.
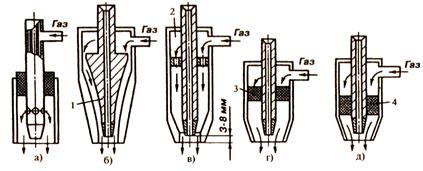
Рукоятка сварочной горелки должна быть прочной и удобной в работе. С этой целью её изготовляют из изоляционного материала в форме, наиболее удобной для руки сварщика. Наиболее ответственными элементами сварочной горелки являются сопло и токоподводящий наконечник. Сопло горелки находится в зоне высоких температур, происходит налипание брызг расплавленного металла, которые периодически необходимо очищать. Для надёжной защиты зоны сварочной дуги от влияния окружающего воздуха, необходимо чтобы поток защитного газа был спокойным без завихрений. Для подачи газа в сварочные горелки разработаны различные схемы, представленные на (Рис. 12.).
Рис. 12. Схемы питания сварочных горелок защитным газом: а – с кольцевым подводом газа; б – с отражателями (1); в – с успокоительными камерами (2); г – с сеточными вставками (3); д – с металлокерамическими вставками (4).
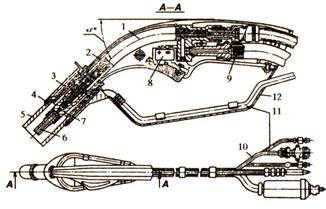
Основным параметром сварочных горелок является номинальный сварочный ток, который должен соответствовать стандартному ряду: 125, 160, 220, 250, 315, 400,500, 630 А. Некоторые горелки, работающие на малых токах, имеют естественное охлаждение. Сварка на больших токах требует принудительного охлаждения, которое осуществляется с помощью подвода воды. На (Рис.13) изображена горелка ГДПГ-501-4 с охлаждаемым соплом.
Рис. 13. Сварочная горелка типа ГПДГ-501-4: 1 – корпус; 2 – сменный канал; 3 – водоохлаждаемое сопло: 4 – пружинное кольцо; 5 – сменное сопло; 6 – токоподводящий наконечник; 7 – держатель наконечника; 8 – выключатель; 9 – токогазопровода; 10 – провода управления; 11 – шланг.
Для подачи электродной проволоки от полуавтомата к сварочной горелке используют гибкие шланги. Для сварочных горелок, работающих на токах до 315 А включительно, в гибких шлангах проложены провода цепей управления и сварочного тока, а по направляющему каналу проходит электродная проволока. При высоких значениях тока в гибких шлангах проходит только электродная проволока. Элементы каналов должны быть сменными из-за производственного износа. При работе с омеднённой проволокой срок службы каналов увеличивается почти в два раза. Конструкции некоторых типов гибких шлангов приведены на (Рис. 14).
Рис. 14. Конструкции гибких шлангов: а – типа КШПЭ; б – КМ: 1 – защитный слой; 2 – направляющий канал; 32 – провода цепи управления; 4 – внутренняя защитная оболочка; 5 – наружный защитный слой.
Электродная проволока перемещается от полуавтомата через гибкий шланг к сварочной горелке с помощью подающего механизма. Существуют различные схемы подающих механизмов. В схеме толкающего типа электродвигатель имеет жёсткую характеристику. Такая схема применяется при сварке стальной проволокой. Тянущий механизм удобен тем, что снижает сопротивление проталкиванию проволоки, но увеличивает массу горелки. Подающие механизмы таких типов являются редукторными. Выпускают конструкции безредукторных механизмов, (Рис.15).
Рис.15. Безредукторный подающий механизм типа «Изаплан»: 1 – планетарные подающие ролики; 2 – корпус с коническим отверстием; 3 – основание головки; 4 – электропривод.
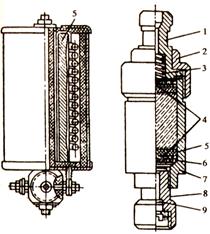
Скорость подачи проволоки регулируется изменением частоты вращения ротора электродвигателя постоянного тока. Усилие сжатия роликов регулируется перемещением по резьбе конусного корпуса подающей головки. Для сварки в среде защитных газов пост необходимо оснастить комплексом соответствующей аппаратуры, в который входят: Баллон с защитным газом, инертным газом, подогреватель, осушитель, редукторы, расходомеры. Редуктор предназначен для снижения давления защитного газа после баллона. При использовании углекислого газа применяют стандартные редукторы для кислорода – ДКД-8-65 или специальные для СО2 - У-30. Подогреватель служит для подогрева углекислого газа, поступающего из баллона, для исключения замерзания редуктора, (Рис.16).
Рис.16. Подогреватель углекислого газа: 1 – корпус; 2 – кожух; 3 – трубка змеевик; 4 – теплоизоляционный слой; 5 – нагревательный элемент; 6 – накидная гайка.
Осушитель газа поглощает влагу из углекислого газа. В качестве осушителя применяют медный купорос или силикагель. Объём осушителя на одну зарядку позволяет осушить (4- 6) баллонов, (Рис. 17).
Рис.17. Осушитель углекислого газа: 1 – втулка; 2 – накидная гайка; 3 – пружина; 4 – сетки; 5 – фильтр; 6 – сетчатая шайба; 7 – корпус; 8 – штуцер; 9 – сетка.
Расходомеры предназначены для измерения расхода газа, благодаря чему можно поддерживать дозировку защитного газа. Различают несколько разновидностей расходомеров: поплавковый (ротаметр), дроссельный (с калибровочным отверстием в диафрагме) и их разновидности, (рис. 18).
Рис. 18. Расходомеры: а – с конусной стеклянной трубкой (ротаметр); б – с дросселирующей диафрагмой; в – с калиброванной диафрагмой; а- 1(стеклянная трубка), 2(поплавок, 3(корпус); б,в – 1(диафрагма); б – (Р1 – Р2)перепад давления.
В комплект аппаратуры сварочного поста входит и отсекатель газа. Отсекатель газа – это электромагнитный клапан, который предназначен для автоматического управления подачей газа. Включение электромагнитного клапана сблокировано с пусковой кнопкой полуавтомата, что обеспечивает продувку газовых каналов и подготовку защитной среды перед зажиганием сварочной дуги, а также сохранение защитной среды после гашения дуги до полного остывания металла. Контрольные вопросы: 1. Чем отличается аппарат для механизированной сварки от аппарата для автоматической сварки? 2. Каковы достоинства полуавтоматов? 3. Какие системы подачи сварочной проволоки существуют? 4. В чём заключается задача гибких шлангов? 5. Что входит в комплект поста для сварки в защитных газах?
АВТОМАТЫ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ Автоматы тракторного типа АДФ и АДГ предназначены для дуговой сварки под флюсом и в среде защитного газа стыковых и угловых соединений типа тавр или лодочка электродной проволокой сплошного сечения. Сварку можно выполнять, как внутри колеи, так и вне её на расстоянии до 200 мм. Для дуговой сварки изделий с различными формами и размеров сварных швов таких, как криволинейные швы, швы с переменным сечением применяю автоматы подвесного типа. Некоторые автоматы в схематическом виде представлены на (Рис.19, Рис.20, Рис.21).
Рис. 19. Сварочный автомат тракторного типа АДФ: 1 – светоуказатель пути; 2 – подающий механизм; 3 – флюсобункер; 4 – промежуточные ролики; 5 – кассета с электродной проволокой; 6 – пульт управления; 7 и 10 – маховики для ручной регулировки положения сварочной горелки; 8 – рукоятка пуска самоходной тележки; 9 – самоходная тележка – трактор; колёса тележки.
Для сварки под флюсом на переменном токе автоматы АДФ комплектуются сварочными трансформаторами ТДФ – 1002, ТДФ -1601, ТДФЖ – 2002. Для сварки под флюсом и в среде защитного газа на постоянном токе автоматы АДФ и АДГ комплектуют универсальными выпрямителями ВДУ-505 или ВДУ-1201. Сварочный трактор
Рис.20. Сварочный автомат тракторного типа А-1648 (ТС-43): 1 – флюсобункер; 2 – мундштук; 3 – подающий механизм; 4 – самоходная тележка; 5 – кассета с электродной проволокой; 6 – пульт управления.
Подвесной сварочный автомат
Рис.21. Сварочный аппарат подвесного типа, самоходный, серия А-1400: 1 – суппорт; 2 – подвесной механизм; 3 – механизм вертикального перемещения; 4 – самоходная тележка; 5 – флюсовая аппаратура; 6 – кассета; 7 – пульт управления; 8 – опорный монорельс; 9 – фиксатор от опрокидывания.
На базе однодугового автомата серии А-1400 создан двухдуговой автомат А-1412 подвесного типа, который предназначен для дуговой сварки под флюсом изделий из углеродистых с различной формой свариваемых кромок. Автомат имеет два подающих механизма, схематично изображён на рис. 22. Основными преимуществами многодуговой сварки по сравнению с однодуговой при прочих равных условиях является: уменьшение сварочных деформаций, увеличение объёма продукции с единицы производственной площади и более компактное размещение источников питания.
Рис. 22. Двухдуговой сварочный автомат А-1412: 1 – подающие механизмы; 2 – подвеска для крепления подающих механизмов; 3 – механизм вертикального перемещения; 4 –самоходная тележка; 5– флюсобункер; 6 -кассета; 7–пульт управления; 8–опорный монорельс; 9–фиксатор опрокидывания.
Контрольные вопросы: 1. Для каких видов сварки предназначены автоматы типа АДФ и АДГ? 2. Какими источниками питания могут комплектоваться АДФ и АДГ? 3. Для чего выпускаются и применяются автоматы подвесного типа? 4. В чём различие одно - дуговых и двухдуговых автоматов?
6. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ Исходным металлом для производства сварочных работ является прокат, литьё, поковки. После получения необходимого металла со склада его подвергают чистке, правке и вырезке заготовок из громоздких листов проката для облегчения транспортировки заготовок и дальнейших операций по изготовлению деталей. Для правки и зачистки заготовок имеются специальные приспособления и оборудование. Данные операции можно проводить вручную и механизированным способом, всё зависит от габаритов и конфигурации заготовок. Подготовка под сварку производится либо общая, либо пооперационно, в зависимости от разработанного технологического процесса. Для подготовки к сварке, проведению сборки узлов или конструкции в целом, применяется вспомогательное технологическое оборудование или проектируется и изготовляется новое оборудование целевого назначения. Качество сварных швов при ручной дуговой сварке зависит от квалификации сварщика. Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, форм и качества. При РДС такими характеристиками являются: - диаметр электрода; - сила сварочного тока; - напряжение дуги; - скорость сварки; - род тока; - полярность; - и др. Для качественного выполнения сварного шва существует множество различных методик его наложения на соединяемые изделия. Однако же при РДС качество сварного соединения зависит от опыта и, соответственно, квалификации сварщика. При РДС сварщик это главный и ответственный исполнитель, который выполняет сварочные работы в любых условиях и в любых пространственных положениях.
ОСОБЕННОСТИ НАНЕСЕНИЯ СВАРНЫХ ШВОВ В ПОЛОЖЕНИЯХ, ОТЛИЧНЫХ ОТ НИЖНЕГО Сварка швов в вертикальном положении затруднена, так как металл сварочной ванны под воздействием силы тяжести стекает вниз. Для уменьшения воздействия силы тяжести на металл сварочной ванны сокращают объём самой сварочной ванны путём снижения сварочного тока на 15 – 20 %. Диаметр электрода не должен превышать 4 – 5 мм. Сварка вертикальных швов выполняется снизу вверх, рис.1а, или сверху низ, рис. 1б. Наиболее удобной является сварка снизу вверх.
Рис.1. Сварка вертикальных швов: а) – снизу вверх; б) – сверху вниз; 1, 2 –положения электрода.
При сварке сверху вниз глубина проплавления значительно меньше, поэтому она применяется, как правило, для сварки тонкого металла. Сварка горизонтальных швов сложнее, чем сварка вертикальных. Для повышения производительности РДС можно повышать сварочный ток до верхнего предела, рекомендуемого для данного диаметра электрода. Можно производить сварку опиранием на «чехольчик», наклонным или лежачим электродом и т. д. Некоторые способы сварки показаны на рисунках-схемах (2, 3, 4).
Рис.2. Сварка наклонным электродом с опиранием на чехольчик.
Рис.3. Сварка лежачим электродом; 1 – свариваемые детали; 2 – лежачий электрод; 3 – бумажная изоляция; 4 – медный брусок.
Рис.4. Схема сварки наклонным электродом: 1- электрод; 2- обойма; 3- штатив; 4- изолирующая подкладка.
Большое количество деталей машин и механизмов выходит из строя вследствие истирания и т.п. Одним из методов восстановления и упрочнения деталей является наплавка. Наплавка это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением. Существует восстановительная наплавка – наплавка изношенных поверхностей осей, втулок и т. д. и изготовительная наплавка, т.е. добавление к детали дополнительного возвышения и т. п., не предусмотренного ранее. Наплавка производится материалом, удовлетворяющим ТУ для данного изделия. Не все способы наплавки могут обеспечить выполнение предъявляемых требований. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Для примера приводятся сравнительные характеристики некоторых способов наплавки.
Несмотря на невысокие показатели приведённых характеристик ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм и может выполняться во всех пространственных положениях.
7. Автоматическая сварка под флюсом
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1 - 6 мм. При этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине. В то же время требуется большая точность в подготовке и сборке деталей под сварку. По роду тока различают дуги, питаемые постоянным током прямой или обратной полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Рис. Схема автоматической сварки под слоем флюса
При автоматической сварке механизированы все основные операции, непосредственно связанные с процессом сварки. К ним относятся: - зажигание сварочной дуги в начале процесса сварки; - подача электродной проволоки в сварочную зону со скоростью ее плавления; - поддержание устойчивого горения дуги в процессе сварки; - перемещение электродной проволоки вдоль шва со скоростью сварки; - защита жидкого металла сварочной ванны от вредного влияния кислорода и азота воздуха; - заварка кратера в конце шва и окончание процесса сварки.
Отличительной особенностью процесса автоматической сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем сыпучего зернистого флюса. Под действием тепла дуги расплавляется основной металл, электродная проволока и часть флюса, непосредственно прилегающего к зоне сварки. Высота слоя флюса на основном металле составляет 20-60 мм. Электродная проволока подается в зону сварки со скоростью ее плавления,0на плавится и переходит в шов в виде отдельных капель. Одновременно с этим проволока передвигается вдоль свариваемых кромок, в результате чего происходит процесс сварки. Существует несколько разновидностей сварки под флюсом, которые расширяют технологические возможности процесса, в основном, повышая производительность процесса рис.
Рис. Схема автоматической сварки под флюсом: а-однодуговая; б-двухдуговая; в-трехфазной дугой; г-двухэлектродная
Однако физическая сущность остается одной. Расплавленный флюс образует плотную эластичную оболочку – шлако - газовый пузырь. Поверх этого пузыря находится слой флюса. Шлако - газовый пузырь надежно защищает расплавленный металл от вредного воздействия кислорода и азота воздуха, а также предохраняет его от разбрызгивания. Флюс также может легировать расплавленный металл кремнием, марганцем и другими элементами. Флюс обладает ионизирующими свойствами и способствует устойчивому горению дуги. В шлако - газовом пузыре создается большое давление газов, которое оттесняет часть жидкого металла в противоположную сторону направления сварки. После остывания жидкого металла образуется сварной шов, покрытый затвердевшей коркой шлака. Прослойка жидкого металла между дугой и дном сварочной ванны обладает малой теплопроводностью, а поэтому величина ее оказывает большое влияние на глубину провара. При автоматической сварке сварной шов состоит из 2/3 расплавленного основного металла и 1/3 электродного металла. Благодаря тепловой защите шлака и флюса сварной шов охлаждается медленно, поэтому условия протекания металлургических процессов при автоматической сварке более благоприятны, чем при ручной дуговой и газоэлектрической сварке Металл шва, полученного автоматической сваркой, как правило, свободен от всякого рода включений и имеет нужный химический состав. При ручной дуговой сварке качественное выполнение сварных швов возможно только при высоком мастерстве сварщика. Получение качественных швов автоматической сваркой значительно проще. Автоматическая сварка требует от сварщика умения управлять автоматами и настраивать режимы сварки. Управление автоматами и их настройка довольно просты. Контроль качества швов, выполненных автоматической сваркой упрощается, так как он может осуществляться по настройке автомата и исходным материалам. При правильно выбранных режимах сварки и доброкачественных исходных материалах – флюсе, электродной проволоке, свариваемом металле – все швы будут иметь высокое качество. При ручной же дуговой сварке качество шва зависит, прежде всего, от квалификации рабочего. При автоматической сварке сварщику не требуется защитных устройств, предохраняющих его от вредного воздействия, излучения сварочной дуги и брызг металла. Кроме того, сварщику не нужно наклоняться над местом сварки и дышать загазованным воздухом, как это происходит при ручной сварке. Это в большой степени облегчает, улучшает условия труда сварщика. Высокая производительность при автоматической сварке достигается применением большой силы тока, сокращением машинного времени благодаря повышению скорости сварки, уменьшением количества наплавленного присадочного металла вследствие глубокого проплавления основного металла, повышением коэффициента наплавки до 14-30 г/Ач. Как известно, производительность сварки (количество расплавляемого металла в единицу времени) прямо пропорциональна величине сварочного тока. При сварке под флюсом вылет электрода значительно меньше, чем при ручной дуговой сварке. Поэтому можно, не опасаясь перегрева электрода и отделения защитного покрытия, в несколько раз увеличить силу сварочного тока. Производительность сварки под флюсом в 5 — 20 раз выше, чем при ручной дуговой сварке. Плавление электродного и основного металла происходит под флюсом, надежно изолирующим их от окружающей среды. Флюс способствует получению чистого и плотного металла шва, без пор и шлаковых включений, с высокими механическими свойствами. Введение во флюс элементов-стабилизаторов и высокая плотность тока в электродах позволяют получить устойчивое горение дуги и на переменном токе. Работа на высоких плотностях тока в электроде позволяет производить сварку металла значительной толщины без разделки кромок. Практически отсутствуют потери на угар и разбрызгивание электродного металла. Процесс сварки почти полностью механизирован. Простота процесса позволяет использовать для обслуживания сварочных аппаратов сварщиков-операторов без длительной их подготовки. Механизированная сварка под флюсом по сравнению с ручной дуговой сваркой значительно улучшает условия труда сварщика-оператора, повышает общий уровень и культуру производства.
Высокое качество сварного шва и следовательно сварного соединения достигается хорошей шлаковой защитой расплавленного металла от вредного влияния кислорода и азота воздуха, хорошим формированием и увеличением плотности металла шва, возможностью легирования шва и сведения к минимуму опасности непровара корня шва. Экономия электроэнергии получается благодаря лучшему использованию тепла дуги и отсутствию потерь тепла при разбрызгивании металла. Экономия электродной проволоки происходит в результате отсутствия при автоматической сварке под флюсом потерь электродного металла на огарки при ручной дуговой сварке и угар и разбрызгивание при сварке в защитных газах.
8. ГАЗОВАЯ СВАРКА И РЕЗКА Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счёт тепла, получаемого при сгорании горючего газа в смеси с кислородом. В процессе сварки металл соприкасается с газами пламени, а вне пламени с окружающим воздухом. Происходит обогащение кислородом, азотом, водородом, основной процесс - окисление. В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит и нагрев основного металла до высоких температур. Поэтому при сварке одновременно происходит ряд сложных процессов, как в пределах шва, так и в зоне термического влияния. Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы: - газы: кислород и горючий газ; - присадочная проволока; - кислородные и ацетиленовые баллоны; - редукторы; - шланги (рукава) для подачи газа; - горелки и резаки с набором мундштуков; - принадлежности для сварки и резки: очки, ключи для подсоединения шлангов, редукторов к баллонам и горелкам; - флюсы и др. материалы; - сварочный стол. Для газосварщика рабочим местом является сварочный пост в комплексе с соответствующим оборудованием (рис. 1.).
Рис.1. Стационарный учебный пост для газовой сварки: 1 – ацетиленовый трубопровод; 2 – кислородный трубопровод; 3 – постовой водяной затвор; 4 – постовой кислородный редуктор. Материалы, применяемые при сварке и резке Газы: кислород технический (1 м3 весит 1,33 кг). О2. Для сварки и резки выпускают технический кислород 1 и 2 сорта по ГОСТ 5583-78 с чистотой 99,7 и 99,5 соответственно. Ацетилен (1 м3 весит 1,09 кг). С2Н2. Пропан и другие газы заменители В промышленности ацетилен получают при разложении жидких горючих. Получение ацетилена промышленным способом на 30-40 % дешевле чем в генераторах из карбида кальция, однако ацетиленовые генераторы в определённых случаях необходимы. Генераторы по способу взаимодействия карбида кальция с водой принято кратко обозначать следующим образом: - КВ – “карбид в воду”; - ВК – “вода на карбид”; - ВК и ВВ - комбинированные “вода на карбид” и “вытеснение воды”. Конструкции различных ацетиленовых генераторов представлены на рис.2.
Рис.2. Схема ацетиленовых генераторов: а – «карбид на воду»; б – «вода на карбид»; в – «сухого разложения»; г – «вытеснения»; д – комбинированная система «вода на карбид» и «вытеснения»; 1 – бункер или барабан с карбидом кальция; 2 – реторта; 3 – система подачи воды; 4 – газосборник; 5 – спуск ила; 6 – отбор газа.
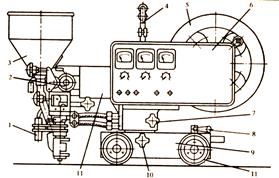
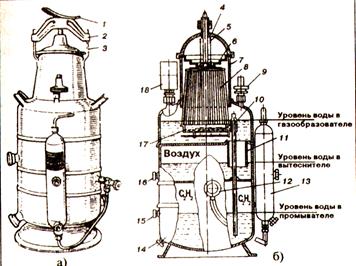
Рис.3. Внешний вид и схема передвижного ацетиленового генератора среднего давления АСП-10: а – внешний вид: 1 – винт; 2 – коромысло; 3 – направляющие; б – схема: 4 – крышка; 5- пружина; 6 – мембрана; 7 – горловина; 8 – корзина для карбида кальция; 9 – предохранительный клапан; 10 – трубка; 11 – патрубок; 12 – вентиль; 13 – предохранительный затвор; 14 – сливной штуцер; 15 – контрольная пробка; 16 – сливной штуцер; 17 – поддон; 18 – контрольный манометр.
Предохранительный затвор 13 служит для исключения проникновения взрывной волны в генератор при обратном ударе пламени, а также от проникновения воздуха и кислорода от потребителя. Рис.4.
Рис.4. Водяной затвор ЗСГ-1,25-4 генератора АСП-10: 1 – ниппель; 2 – пламепреградитель; 3 – корпус; 4 – гуммированный клапан; 5 – колпачок; 6 – штуцер; 7 – пробка; 8 – рассекатель; 9 – контрольная пробка.
Обратные предохранительные клапаны устанавливают после редуктора или перед горелкой. Рис.5
Рис.5шланговый обратный клапан: 1 – корпус; 2 – дисковый клапан; 3 – медная сетка; 4 – пористый металлический фильтр; 5 – выпускной клапан; 6 – несгораемый уплотнитель; 7 – ниппель; 8 – накидная гайка.
Применяется также сухой предохранительный затвор рис.6.
Рис.6. Сухой мембранный предохранительный затвор ЗСН – 1,25: 1 – корпус; 2 – пружина; 3 – взрывная камера; 4 – мембрана; 5 – коническая утолщённая мембрана; 6 – газоподводящий коллектор; 7 – седло; 8 – петлевой трубопровод.
Баллоны для кислорода выпу<   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|