
|
|
Описание материала детали и её свойства.Стр 1 из 4Следующая ⇒ Введение. Наша страна в настоящее время находится на новом этапе своего развития - этапе становления ее нового общественного устройства. Дальнейшее развитие Российской Федерации на этом этапе во многом зависит от величины ее экономического потенциала. В настоящее время развитие российской промышленности переживает сложный и долгий этап модернизации. В условиях трансформационной экономики промышленность России является частью сложного комплекса отраслей. Особое место машиностроения в структуре промышленности обусловлено тем, что оно оказывает определяющее воздействие на развитие производительных сил и производственных отношений. Промышленность, в особенности тяжёлая индустрия, является основой расширенного воспроизводства в экономике. Она непрерывно воспроизводит средства производства как для собственного развития, так и для других сфер рынка. Развитие промышленности способствует рациональному размещению производительных сил, всестороннему развитию экономических районов России и эффективному использованию различных видов природных ресурсов. Промышленный потенциал России представлен топливно-энергетическим, машиностроительным и оборонным комплексом. На территории РФ основной проблемой остаётся обеспечения развития, эффективного функционирования и обеспечения роста промышленности и одной из ведущих её отраслей – машиностроения. Основными факторами, способствующими приросту физического объёма машиностроительного производства являются следующие: 1) наращивание физических объёмов производства топливно-сырьевых отраслях с целью увеличения экспортных поставок; 2) относительная стабилизация реальных денежных доходов населения;
4) активизация в ряде производств импортозамещения за счёт выпуска взаимных продуктов совместными предприятиями; 5) увеличение производства некоторых видов продукции, вызывающее по технологической цепи рост производства другой машиностроительной продукции; 6) значительное увеличение инвестиций в реальный сектор экономики. Развитие промышленности способствует рациональному размещению производительных сил, всестороннему развитию экономических районов страны, целесообразному использованию богатых природных ресурсов. Промышленность является основой укрепления обороноспособности страны, так как производит все виды и средства современной военной техники.
Обоснование выбора оборудования и краткие паспортные данные станка. Токарно – винторезный станок модели 16К20. Универсальный токарно – винторезный станок предназначен для выполнения различных токарных и резьбонарезных работ. На станке можно нарезать резьбу различного профиля, на наружных и внутренних цилиндрических поверхностях с помощью резцов, резьбовых гребенок, плашек и метчиков.
Технические характеристики токарно – винторезного станка модели 16К20. Класс точности....................................... П Наибольший диаметр обрабатываемой заготовки, мм.
Над поперечными салазками суппорта..................220 Наибольший диаметр обрабатываемого прутка проходящего через отверстие шпинделя, мм................................... 50 Расстояние между центрами, мм........................ 710,1000, 14000,2000. Наибольшая длина обтачивания, мм...................... 645,935, 1333,1935. Частота вращения шпинделя, об/мин..................... 12,5-1600. Число скоростей шпинделя...............................22 Пределы подач, мм/об: Продольных....................................... 0,05…-2,8 Поперечных......................................0,025-..1,4 Пределы шагов нарезаемых резьб: Метрических....................................... 0,5…112 Модульных....................................... 0,5…112 Дюймовых (число ниток на один дюйм (1))..................56… 0,5 Питчевых, питч..........................................56… 0,5 Электродвигатель главного привода Мощность кВт.......................................... 10 Частота вращения, об/мин.....................................1460 Габаритные размеры Длинна, ширина. высота........................ (2505…3795)×1198×1600
Обоснование выбора режущего инструмента и технологической оснастки. Токарные резцы По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбовые и фасонные.
ГОСТ 10903-77
Настоящий стандарт распространяется на спиральные сверла Инструментальная быстрорежущая сталь, аналог Р6М5К5.
Оправка ГОСТ 15067-90 Державка (оправка) –это вспомогательный инструмент для крепления резцов. Есть несколько преимуществ в использовании державок. Вместо цельного резца во многих случаях, для удобства в работе, используют державку со ставным резцом. Как правило его изготавливают из быстрорежущей стали. Вставной резец может заточить деталь быстрее и качественнее, с использованием державки, так как резец в державке плотно прилегает к рабочей части и так же эффективно производит работу. Еще одно достоинство державки состоит в том, что для обдирки, а так же тяжелой работы, державку вместе с резцом можно переставлять в резцедержателе суппорта. При такой установке режущая кромка оказывается позади тела резца, которым является державка, таким образом, дрожание инструмента или его заедание во много раз уменьшается. Державка состоит из трех частей.Оправка, Скоба, Винт
Наиболее распространен самоцентрирующийся трехкулачковый патрон. Кулачки перемещаются одновременно при помощи диска с архимедовой спиралью. В витки этой спирали входят нижними выступами кулачки. На обратной стороне диска нарезано коническое колесо, с которым соединены три конических зубчатых колеса. При повороте ключом одного из них поворачивается и коническое колесо диска и посредством спирали перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка; в зависимости от вращения в ту или иную сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь. Кулачки изготовляют обычно трехступенчатыми, для повышения износостойкости их закаливают.
Мерительный инструмент Штангенциркуль ШЦ-1 166 -89
Штангенциркуль один из самых распространенных инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Калибр-пробка ГОСТ 14810-80: Калибр пробки принимают в серийном и массовом производстве для контроля отверстий. Их изготавливают двусторонними (полыми) для отверстий до 100мм и односторонними (неполными) для отверстий свыше 100мм. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ- не проходит, то размер отверстия находится в пределах допуска
Тиски ГОСТ 4045-80
(иногда называют тисами) слесарный или столярный инструмент для фиксирования детали при различных видах обработки (пиление, сверление, строгание и т. д.). Тиски представляет собой пару параллельных губок, одна из которых обычно неподвижна, а вторая прижимается к детали при помощи винта.
Организационная часть. Охрана труда Охрана труда – это система технических, санитарно- гигиеничных, организационных и правовых мероприятий, направленных на обеспечение безопасных для жизни и здоровья человека условий труда. Требования по охране труда сформулированы в кодексе законов о труде (КЗоТ) Российской Федерации (РФ); они конкретизируются в общих, межотраслевых и отраслевых по технике безопасности и санитарных нормах. Профилактикой травматизма на производстве является соблюдение правил техники безопасности, профилактикой профессиональных заболеваний – нормализация условий труда. К мероприятиям по технике безопасности относят механизацию тяжелых, трудоемких, опасных и вредных работ, правильную организацию рабочих мест, применение предохранительных устройств, приборов, а так же систем ограждения блокировки, заземления и зануления, автоматического отключения и другое. Комплекс мероприятий по охране труда включает также нормированные условия труда (режим труда и отдыха), подготовку персонала: обучения, тренировки, инструктирование, обеспечение средствами индивидуальной защиты, а также аварийной – спасательные меры. Порядок заработки и согласование требований безопасности в стандартных и технических условий регламентируется ГОСТ1.26-77ГСС. Порядок разработки и согласования требований безопасности в стандартах и Особое внимание в системе безопасного труда (ССБТ) уделяется работе с абразивным инструментом: ГОСТ 12.3.028-82. Процесс обработки абразивными и эльборовым инструментом. Требования безопасности, ГОСТ 12.3.023-80. Процессы обработки алмазным инструментом.
Электробезопасность. Причинами электропоражения могут быть неисправность изоляции, коммутационный аппаратуры, электродвигателей и средств обеспечивающих электробезопасность при аварийном режиме работы станка. Средствами обеспечения электробезопасности являются: защитное заземление; зануление; защитное отключение; малое напряжение; электрическое разделение сетей; выравнивание потенциалов; компенсация токов замыкания на землю; изоляция токоведущих частиц; индивидуальные средства защиты; оградительные устройства; предупреждающая сигнализация; блокировка; знаки безопасности. Защитное заземление – это преднамеренное соприкосновения с землей или ее эквивалентом металлических нетоковедущих частей станка, которые могут оказаться под напряжением. Зануление – это преднамеренное электрическое соединение с нулевым защитным проводником металлических токоведущих частей станка, которые могут оказаться под напряжением. Электрическое разделение сетей – это защитное заземление, осуществляемое автоматическим отключением поврежденной электроустановки от питающей сети. Защитное отключение – это быстродействующая защита, отключающая электрооборудование станка при возникновении опасности поражения током. Перед работой станочник должен убедиться в исправности эклектической части станка и в его надежном заземлении (занулении). При поражении человека не отпускающем током т.е. электрическим током, Помещение должно быть оборудовано вентиляционной установкой. Согласно требованиям охраны труда рабочего, все рабочие месте подлежат аттестации.
Введение. Наша страна в настоящее время находится на новом этапе своего развития - этапе становления ее нового общественного устройства. Дальнейшее развитие Российской Федерации на этом этапе во многом зависит от величины ее экономического потенциала. В настоящее время развитие российской промышленности переживает сложный и долгий этап модернизации. В условиях трансформационной экономики промышленность России является частью сложного комплекса отраслей. Особое место машиностроения в структуре промышленности обусловлено тем, что оно оказывает определяющее воздействие на развитие производительных сил и производственных отношений. Промышленность, в особенности тяжёлая индустрия, является основой расширенного воспроизводства в экономике. Она непрерывно воспроизводит средства производства как для собственного развития, так и для других сфер рынка. Развитие промышленности способствует рациональному размещению производительных сил, всестороннему развитию экономических районов России и эффективному использованию различных видов природных ресурсов. Промышленный потенциал России представлен топливно-энергетическим, машиностроительным и оборонным комплексом. На территории РФ основной проблемой остаётся обеспечения развития, эффективного функционирования и обеспечения роста промышленности и одной из ведущих её отраслей – машиностроения. Основными факторами, способствующими приросту физического объёма машиностроительного производства являются следующие: 1) наращивание физических объёмов производства топливно-сырьевых отраслях с целью увеличения экспортных поставок; 2) относительная стабилизация реальных денежных доходов населения;
4) активизация в ряде производств импортозамещения за счёт выпуска взаимных продуктов совместными предприятиями; 5) увеличение производства некоторых видов продукции, вызывающее по технологической цепи рост производства другой машиностроительной продукции; 6) значительное увеличение инвестиций в реальный сектор экономики. Развитие промышленности способствует рациональному размещению производительных сил, всестороннему развитию экономических районов страны, целесообразному использованию богатых природных ресурсов. Промышленность является основой укрепления обороноспособности страны, так как производит все виды и средства современной военной техники.
Описание материала детали и её свойства. Марка стали 45 ГОСТ 1050-88 сталь конструкционная углеродистая качественная
Свойства: Удельный вес: 7826 кг/м3
В качестве заготовки для изготовления детали «Стойка», принимаем заготовку полученную способом проката. Прокатка- пластическое деформирование металла вращающимися валками. Различают три вида прокатки: продольную, поперечную и поперечно- винтовую. При продольнойпрокатке заготовка деформируется между двумя вращающимися в разные стороны валками. Валки затягивают заготовку и перемещают ее перпендикулярно собственным осям. При поперечной прокатке валки, вращаясь в одном направлении, придают вращение заготовке, которая перемещается вдоль осей валков и деформируется. При поперечно – винтовой прокатке валки расположены на скрещивающихся осях и сообщают заготовке вращательное и поступательное движение. В зависимости от прокатываемого профиля валки могут быть гладкими, ступенчатыми и ручьевыми. Вырез на боковой поверхности валков называют ручьем. Совокупность ручьев первой пары валков образуют калибр. В процессе прокатки уменьшается толщина заготовки при одновременном увеличении ее длины и ширины. Отношение полученной длины к первоначальной называют вытяжкой. Вытяжка при прокатке обычно равна 10…60% за один проход. Получаемые прокаткой профили можно разбить на три группы: листовой прокат, сортовой прокат, специальные виды проката. Поперечно – винтовая прокатка на трех валковых станках применяется для получения круглых заготовок переменного сечения. Также можно получать прокат, состоящий из расположенных цилиндрических, конических и сферических поверхностей.
До́пуск — разность между наибольшим и наименьшим предельными значениями параметров (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым. В Российских стандартах допуск — абсолютная величина.
 1.4 Составление технологической последовательности обработки 1.4 Составление технологической последовательности обработки
  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 3) резкое замедление темпов спада инвестиций в основной капитал по объектам производственного назначения;
3) резкое замедление темпов спада инвестиций в основной капитал по объектам производственного назначения;
 1.Технологическая часть.
1.Технологическая часть. Над станиной........................................ 400
Над станиной........................................ 400 Масса станка, m...............................................3,2
Масса станка, m...............................................3,2
 Проходные резцы применяют для обработки заготовки вдоль оси и для подрезки торца. К проходным резцам относятся и проходные упорные. Их используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол. Подрезные резцы применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения. Для подрезания торца (с поперечной подачей) может быть использован и проходной упорный резец, для чего его необходимо повернуть на некоторый угол с целью образования вспомогательного угла. Токарный расточной резец для обработки сквозных отверстий приведен на, а для обработки глухих отверстий (в упор). Отрезной резец, применяемый для отрезки (разрезки) заготовки. Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки, соответствующую ширине прорезаемого паза (канавки). Галтельные резцы применяют для протачивания закругленных канавок и переходных поверхностей. Резьбовыми резцами нарезают наружную и внутреннюю резьбу. Фасонные резцы используют для обработки фасонных поверхностей.
Проходные резцы применяют для обработки заготовки вдоль оси и для подрезки торца. К проходным резцам относятся и проходные упорные. Их используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол. Подрезные резцы применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения. Для подрезания торца (с поперечной подачей) может быть использован и проходной упорный резец, для чего его необходимо повернуть на некоторый угол с целью образования вспомогательного угла. Токарный расточной резец для обработки сквозных отверстий приведен на, а для обработки глухих отверстий (в упор). Отрезной резец, применяемый для отрезки (разрезки) заготовки. Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки, соответствующую ширине прорезаемого паза (канавки). Галтельные резцы применяют для протачивания закругленных канавок и переходных поверхностей. Резьбовыми резцами нарезают наружную и внутреннюю резьбу. Фасонные резцы используют для обработки фасонных поверхностей.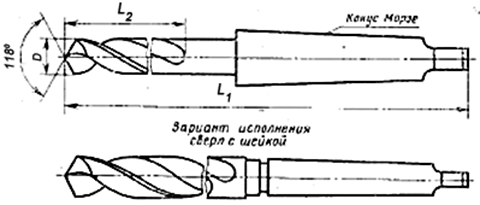


 Патрон токарный трёхкулачковый ГОСТ 2675-80
Патрон токарный трёхкулачковый ГОСТ 2675-80



 Тиски представляет собой пару параллельных губок, одна из которых обычно неподвижна, а вторая прижимается к детали при помощи винта.
Тиски представляет собой пару параллельных губок, одна из которых обычно неподвижна, а вторая прижимается к детали при помощи винта.
 технических условиях и методическими указами о порядке согласования проектов, стандартов и технических условий с профсоюзными органами (РД 50-111-81). Практически это означает что в РФ ни одно изделие не может быть выпущено, если его конструкция не удовлетворяет требования безопасности. Новое оборудование специально сертифицируется на соответствии требованиям безопасности труда, которые сформулированы в ГОСТ 12.2.003-91. Оборудование производственное. Общие требования безопасности.На отдельные группы оборудования введены в действие стандарты безопасного труда (например, ГОСТ12.2.009-99 станки металлообрабатывающие. Общие требования безопасности,ГОСТ 12.3.025-80. Обработка металлов резания. Требования безопасности).
технических условиях и методическими указами о порядке согласования проектов, стандартов и технических условий с профсоюзными органами (РД 50-111-81). Практически это означает что в РФ ни одно изделие не может быть выпущено, если его конструкция не удовлетворяет требования безопасности. Новое оборудование специально сертифицируется на соответствии требованиям безопасности труда, которые сформулированы в ГОСТ 12.2.003-91. Оборудование производственное. Общие требования безопасности.На отдельные группы оборудования введены в действие стандарты безопасного труда (например, ГОСТ12.2.009-99 станки металлообрабатывающие. Общие требования безопасности,ГОСТ 12.3.025-80. Обработка металлов резания. Требования безопасности). Требования безопасности.
Требования безопасности. вызывающим при прохождении через человека непреодолимые судорожные сокращения мышцы руки в который зажат проводник, нужно быстро отключить электроустановку. Если это невозможно, следует оттянуть человека от проводов, рукой за одежду.
вызывающим при прохождении через человека непреодолимые судорожные сокращения мышцы руки в который зажат проводник, нужно быстро отключить электроустановку. Если это невозможно, следует оттянуть человека от проводов, рукой за одежду.


 1.2 Обоснование выбора метода получения заготовки.
1.2 Обоснование выбора метода получения заготовки. 1.3 Определение допусков на деталь.
1.3 Определение допусков на деталь.