|
|
Сварка - это процесс получения монолитного соединения материалов за счет введения и термодинамического необратимого преобразования энергии и вещества в месте соединения. ⇐ ПредыдущаяСтр 3 из 3 Склеивание, цементирование и другие соединительные процессы, обеспечивающие монолитность соединения, в отличие от сварки и пайки, как правило, не требуют введения энергии. Они реализуются обычно за счет введения и преобразования вещества (клея, цемента и т. д.) - рис. 1.5.
Рис. 1.5. Схема получения монолитного соединения при сварке, пайке и склеивании
Кроме самого общего, термодинамического, возможны и другие определения сварки. Например, сварка - как технологический процесс создания сварных конструкций или - как металлургический процесс и т. д. Однако именно энергия и пути ее преобразования, являются доминирующими факторами, определяющими характер процесса сварки как физико-химического явления. Рассмотрение термодинамической структуры процессов сварки (см. рис. 1.4.) позволяет классифицировать их по виду введенной энергии на термические Т, термомеханические ТМ и механические М процессы. Пользуясь первым началом термодинамики, можно подсчитать изменение внутренней энергии dU системы соединяемых элементов, теоретически необходимое для образования монолитного соединения при конкретных условиях: источнике энергии, материале изделий, конструкции соединения и т. д.
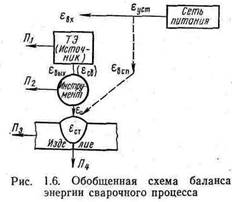
Типовой баланс энергии процесса сварки. Для количественной оценки процессов передачи и термодинамического преобразования энергии при разных видах сварки необходимо наметить обобщенную схему баланса энергии. Такая схема включает следующие основные ступени передачи энергии (рис. 1.6): сеть питания; источник энергии для сварки или трансформатор энергии ТЭ; носитель энергии - инструмент, передающий энергию от трансформатора к зоне сварки (резки или напыления), и изделие - зона сварки (стык соединяемых изделий). Здесь энергия E может быть выражена в джоулях, но удобнее использовать удельную энергию e дж/м2, определяемую в расчете на единицу площади соединения (рис. 1.7).
Рис. 1.7. Схема выбора рабочей площади S для расчета удельной энергии сварки стыковых (а), нахлесточных (б) и крестообразных (в) соединений
Обозначение удельной энергии на различных стадиях ее преобразования в схеме баланса принято следующим: eуст - энергия, получаемая сварочной установкой от сети питания; она может использоваться непосредственно на сварку e св и вспомогательные операции e всп, необходимые для обеспечения сварки, например на вакуумирование; e вх - энергия на входе трансформатора энергии ТЭ; П1 - потери энергии в трансформаторе; e вых или e св - энергия на выходе ТЭ, передаваемая источником инструменту, вводящему ее затем в зону сварки: eвых = eвх -П1; П2 - потери при передаче энергии к изделию; e и - энергия, введенная в изделие; eи = eсв –П2; П3 - потери энергии на теплопроводность в изделие; eст - энергия, аккумулированная в зоне стыка: eст = eи –(П3 + П4); П4 - потеря уноса (с испарившимся или выплавленным материалом). Потери уноса характерны главным образом для резки,номогут иметь место и при высокоинтенсивных процессах лучевой сварки. Отдельные элементы в схеме передачи энергии в зависимости от вида процесса могут существенно измениться и даже отсутствовать совсем. Например, носителем энергии (инструментом) в термических процессах является луч, дуга или пламя, а при контактной сварке - сам нагретый металл в зоне контакта. Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия. Из теории распространения теплоты при сварке известны эффективный и термический к.п.д. процесса, которые в обозначениях данной схемы выражаются следующим образом: hи = eи / eсв, ht = ecт / eи. Кроме того, по мере накопления данных по энергетическому анализу всех процессов сварки в дальнейшем целесообразно ввести термодинамический к. п. д. процесса: hтд = ecт / eсв . Этот к.п.д. по форме аналогичен к.п.д. процесса проплавления (например, при дуговой сварке листов), однако он имеет здесь более общий характер, так как показывает отношение минимальной удельной энергии ecт , необходимой в зоне сварки Для выполнения данного соединения, к требуемой энергии источника на выходе трансформатора ТЭ. Удельная энергия ecт дж/м2,соответствует в данном случае изменению энергосодержания dH зоны стыка, отнесенному к площади получаемого за счет этой энергии соединения. Представляет интерес также сравнение введенной энергии eи и энергии eр , необходимой для разрушения полученного соединения. Отношение этих показателей будет приближенно характеризовать некоторый физический к. п. д. процесса соединения материалов: hф = eр / eи. В связи с изложенным, целесообразно сравнивать по вводимой энергию все существующие процессы сварки. Этот критерий поможет выявить общие физические закономерности, связывающие их между собой.   Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|