|
|
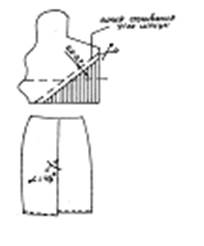
Начальная обработка деталей юбокСтр 1 из 2Следующая ⇒ Начальная обработка деталей юбок К начальном обработке будет относится обработка вытачек, складок, соединение деталей с кокетками, обметывание срезов деталей и др. Юбки могут изготавливать на подкладке для предохраняя от вытягивания заднего полотнища. В подкладке юбки первоначально стачивают вытачки (вытачки могут заменяться мягкими складками), стачивают и обметывают боковые срезы. В левом боковом шве подкладки обметывают и застрачивают края под застежку. Низ подкладки обрабатывают швом вподгибку с закрытым срезом. Обработанную подкладку вкладывают в юбку, в которой обработана застежка, совмещают вытачки и надсечки, уравнивают верхние срезы и соединяют на стачивающей машине на расстоянии 5 мм от верхних срезов. Обработка застежки в юбках Застежки в юбках располагаются на переднем, заднем полотнище или в левом боковом шве, складке. Наиболее распространена застежка на молнию обрабатываемая двумя способами: на одинаковом расстоянии с двух сторон от линии бокового шва и на различном расстоянии. Звенья застежки-молнии при соединении должны быть скрыты под припусками шва. Обработку застёжки выполняют со стачанными, обметанными, разутюженными боковыми швами и с заутюженными срезами застежки. Обработка застежки - молнии при закреплении на одинаковом расстоянии от сгибов. При притачивании застежки - молнии на одноигольной машине со специальной лапкой строчку располагают ни расстоянии 4-7 мм от края застежки в зависимости от размеров звеньев. В конце застёжки строчку прокладывают перпендикулярно разрезу на расстоянии 1-5 мм от конца звеньев застежки-молнии или под углом (рис. 17.15,а). Обработка застежки-молнии при закреплении её со смещением звеньев под переднее полотнище юбки. Под заутюженный сгиб заднего полотнища юбки подкладывают правую часть тканой ленты застежки-молнии и раскрытом виде так, чтобы сгиб припуска на застежку располагался встык к звеньям молнии, а замок был на расстоянии 15 мм от верхнего среза юбки. После закрепления правой стороны булавками застежку-молнию закрывают, сгиб припуска на застежку со стороны переднего полотнища подводят встык к сгибу припуска на застежку со стороны заднего полотнища юбки и скалывают тремя-четырьмя булавками в поперечном направлении, закрепляя переднее полотнище и застежку-молнию. При скалывании уравнивают верхние срезы переднего и заднего полотнищ юбки и создают единую линию бокового шва. Затем застежку-молнию раскрывают и с изнаночной стороны уточняют параллельность расположения звеньев относительно сгиба. Притачивание выполняют с лицевой стороны за один прием от верхнего среза переднего полотнища до верхнего среза заднего полотнища Переднюю часть застежки-молнии закрепляют на расстоянии 8-10 мм, На заднем полотнище юбки строчку прокладывают на расстоянии 2 мм от сгиба.
Рис. 17.15- Обработка застежки молнии на юбках Обработка застежки-молнии с полным закрыванием звеньев. Особенностью обработки такой застежки является закрепление частежки-молнии со смещением под переднее положите звеньев правой части тканой ленты (на 3-5 мм относительно линии бокового шва). Припуски боковых срезов на участке застежки увеличивают до.10-35 мм. Во время разутюживания боковых швов заутюживают только срез застежки переднего полотнища по линии бокового шва. Срез застежки заднего полотнища подгибают в сторону изнанки, выпуская припуск относительно линии бокового шва на 3-5 мм, и заутюживают. Под сгиб подкладывают правую часть тканой ленты застежки-молнии в раскрытом виде так, чтобы сгиб подходил встык к звеньям. Правую часть тканой ленты застежки-молнии притачивают па расстоянии 2 мм от сгиба обеспечивая свободное движение замка застежки. Застежку-молнию закрывают, и заутюженный сгиб припуска на застежку к переднему полотнищу юбки подводят к линии бокового шва, уравнивая верхние срезы и скалывая их булавками. Притачивают левую сторону тканой ленты по лицевой стороне переднего полотнища сверху. Заканчивают двойной - тройной поперечной строчкой перпендикулярно линии бокового шва или под углом к ней (рис. 17.15. в). Для устойчивости застежки и улучшения внешнего вида вдоль сгиба её передней части выполняют отделочную строчку на расстоянии 2 мм от края. Окончательная отделки юбки В зависимости 01 модели на юбке намечают и обметывают петли па поясе и отделочных деталях. 11ерсд влажно-тепловой обработкой удаляют нитки стежков, счищают следы мела и очищают от производственной пыли. Складки юбки скрепляют на расстоянии 10 мм от низа. Влажно-тепловую обработку юбки выполняют через увлажненный про-утюжильник с изнанки юбки, начиная с приутюживания пояса. Затем приутюживают полотнище юбки, начиная от левого бокового шва, не захватывая низа изделия. И процессе влажно-тепловой обработки изделие приутюживают под припусками вытачек, швов складок для снятия отпечатков. Юбку вы вертывают на лицевую сторону и раскладывают нижним краем к рмбопиошу му. Верхний край отгибают в сторону и выполняют приутюживание низа с постепенным перемещением изделия. С лицевой стороны юбки удаляют ласы и отпаривают юбку. Затем пришивают пуговицы и другую фурнитуру.
Шлицы на юбке
На обработку шлицы в юбке
Начальная обработка деталей юбок К начальном обработке будет относится обработка вытачек, складок, соединение деталей с кокетками, обметывание срезов деталей и др. Юбки могут изготавливать на подкладке для предохраняя от вытягивания заднего полотнища. В подкладке юбки первоначально стачивают вытачки (вытачки могут заменяться мягкими складками), стачивают и обметывают боковые срезы. В левом боковом шве подкладки обметывают и застрачивают края под застежку. Низ подкладки обрабатывают швом вподгибку с закрытым срезом. Обработанную подкладку вкладывают в юбку, в которой обработана застежка, совмещают вытачки и надсечки, уравнивают верхние срезы и соединяют на стачивающей машине на расстоянии 5 мм от верхних срезов. Обработка застежки в юбках Застежки в юбках располагаются на переднем, заднем полотнище или в левом боковом шве, складке. Наиболее распространена застежка на молнию обрабатываемая двумя способами: на одинаковом расстоянии с двух сторон от линии бокового шва и на различном расстоянии. Звенья застежки-молнии при соединении должны быть скрыты под припусками шва. Обработку застёжки выполняют со стачанными, обметанными, разутюженными боковыми швами и с заутюженными срезами застежки. Обработка застежки - молнии при закреплении на одинаковом расстоянии от сгибов. При притачивании застежки - молнии на одноигольной машине со специальной лапкой строчку располагают ни расстоянии 4-7 мм от края застежки в зависимости от размеров звеньев. В конце застёжки строчку прокладывают перпендикулярно разрезу на расстоянии 1-5 мм от конца звеньев застежки-молнии или под углом (рис. 17.15,а). Обработка застежки-молнии при закреплении её со смещением звеньев под переднее полотнище юбки. Под заутюженный сгиб заднего полотнища юбки подкладывают правую часть тканой ленты застежки-молнии и раскрытом виде так, чтобы сгиб припуска на застежку располагался встык к звеньям молнии, а замок был на расстоянии 15 мм от верхнего среза юбки. После закрепления правой стороны булавками застежку-молнию закрывают, сгиб припуска на застежку со стороны переднего полотнища подводят встык к сгибу припуска на застежку со стороны заднего полотнища юбки и скалывают тремя-четырьмя булавками в поперечном направлении, закрепляя переднее полотнище и застежку-молнию. При скалывании уравнивают верхние срезы переднего и заднего полотнищ юбки и создают единую линию бокового шва. Затем застежку-молнию раскрывают и с изнаночной стороны уточняют параллельность расположения звеньев относительно сгиба. Притачивание выполняют с лицевой стороны за один прием от верхнего среза переднего полотнища до верхнего среза заднего полотнища Переднюю часть застежки-молнии закрепляют на расстоянии 8-10 мм, На заднем полотнище юбки строчку прокладывают на расстоянии 2 мм от сгиба.
Рис. 17.15- Обработка застежки молнии на юбках Обработка застежки-молнии с полным закрыванием звеньев. Особенностью обработки такой застежки является закрепление частежки-молнии со смещением под переднее положите звеньев правой части тканой ленты (на 3-5 мм относительно линии бокового шва). Припуски боковых срезов на участке застежки увеличивают до.10-35 мм. Во время разутюживания боковых швов заутюживают только срез застежки переднего полотнища по линии бокового шва. Срез застежки заднего полотнища подгибают в сторону изнанки, выпуская припуск относительно линии бокового шва на 3-5 мм, и заутюживают. Под сгиб подкладывают правую часть тканой ленты застежки-молнии в раскрытом виде так, чтобы сгиб подходил встык к звеньям. Правую часть тканой ленты застежки-молнии притачивают па расстоянии 2 мм от сгиба обеспечивая свободное движение замка застежки. Застежку-молнию закрывают, и заутюженный сгиб припуска на застежку к переднему полотнищу юбки подводят к линии бокового шва, уравнивая верхние срезы и скалывая их булавками. Притачивают левую сторону тканой ленты по лицевой стороне переднего полотнища сверху. Заканчивают двойной - тройной поперечной строчкой перпендикулярно линии бокового шва или под углом к ней (рис. 17.15. в). Для устойчивости застежки и улучшения внешнего вида вдоль сгиба её передней части выполняют отделочную строчку на расстоянии 2 мм от края.   Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|