|
Коэффициент, учитывающий состояние поверхности заготовки

и других факторов. Чтобы обеспечить надежность зажима обрабатываемой заготовки, применяют коэффициент запаса, которые зависят от состояния поверхности заготовки в процессе ее обработки, процесса затупления режущего инструмента и других факторов, которые возникают в процессе обработки. Коэффициент запаса
 (3.86) (3.86)
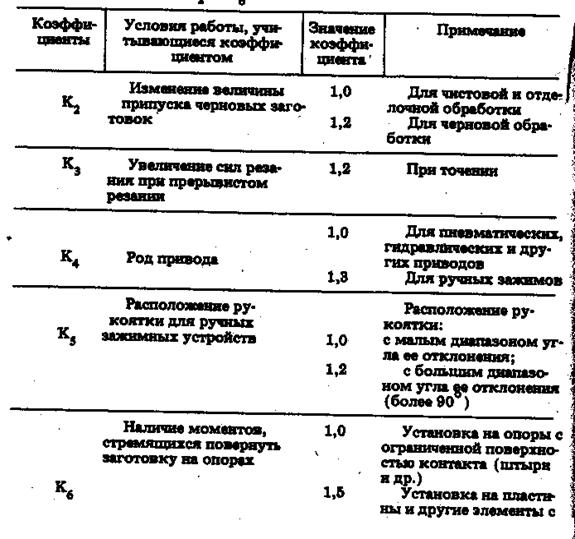
где Ко — постоянный коэффициент запаса при всех: случаях обработки Ко= 1,5; K1 — коэффициент, учитывающий состояние поверхности заготовки — обработанная или необработанная; К 2- коэффициент, учитывающий увеличение силы резании при затуплении режущего инструмента; К3 — коэффициент, учитывающий увеличение сил резания при обработке прерывистых поверхностей на детали; К4 - коэффициент, учитывающий постоянство силы зажима, развиваемой приводом приспособления; K5 — коэффициент, учитывающий удобное расположение рукоятки для ручных зажимных устройств; К6 — коэффициент, учитываемый при наличии моментов, стремящихся повернуть обрабатываемую деталь вокруг ее оси.
Коэффициенты запаса К2 — К6 выбирают по таблице.
Величину необходимых сил зажима следует рассчитывать с наибольшей точностью. При завышенном ее значении увеличивается стоимость изготовления приспособления за счет металлоемкости и расхода сжатого воздуха, а заниженные значения сил не обеспечивают надежного зажима заготовки.
Силу зажима рассчитывают в зависимости от действия на заготовку сил резания и конструкции установочных и зажимных устройств по формулам соответствующей учебной и справочной технической литературы. При определении силы резания необходимо учитывать установленные нормативные коэффициенты трения.
ПРИЛОЖЕНИЯ
Шероховатость поверхности Rа (мкм) в зависимости от точности изготовления деталей
| Поле допуска по ГОСТ 25347-82
| Номинальный диаметр деталей, мм
| | <6
| 6-10
| 10-30
| 30-80
| 80-120
| 120-180
| 180-260
| 260-500
| | H7
| 0,40
| 0,40
| 0,80
| 0,80
| 1,60
| 1,60
| 1,60
| 1,60
| | R7;S7
| 0,20
| 0,20
| 0,40
| 0,40
| 0,80
| 1,60
| 1,60
| 1,60
| | N7;M7;
K7;Js7
| 0,20
| 0,20
| 0,40
| 0,40
| 0,80
| 0,80
| 0,80
| 1,60
| | G7;F8
| 0,40
| 0,40
| 0,80
| 0,80
| 0,80
| 1,60
| 1,60
| 1,60
| | H8;t8
| 0,80
| 0,80
| 0,80
| 1,60
| 1,60
| 1,60
| 1,60
| 3,20
| | H8
| 0,80
| 0,80
| 0,80
| 1,60
| 3,20
| 3,20
| 3,20
| 6,30
| | H11
| 1,60
| 1,60
| 1,60
| 3,20
| 3,20
| 6,30
| 6,30
| 6,30
| | D11
| 1,60
| 1,60
| 3,20
| 3,20
| 3,20
| 6,30
| 6,30
| 6,30
| | CD11
| 1,60
| 3,20
| 3,20
| 3,20
| 6,30
| 6,30
| 6,30
| 6,30
| | H12;B12
| 3,20
| 3,20
| 6,30
| 6,30
| 6,30
| 12,5
| 12,5
| 12,5
|
Точность и качество поверхности при обработке наружных цилиндрических поверхностей
| Метод обработки
| Шероховатость поверхности Rа, мкм
| Дефектный слой, мкм
| Квалитет
| Допуск на обработку при номинальном диаметре, мм
| | 18-30
| 30-50
| 50-80
| 80-120
| 120-180
| 180-250
| 250-315
| 315-500
| | Обтачивание:
|
|
|
|
|
|
|
|
|
|
|
| | - черновое
| 25-50
| 120-60
|
| 0,52
0,21
| 0,62
0,23
| 0,74
0,30
| 0,87
0,35
| 1,00
0,40
| 1,15
0,46
| 1,30
0,52
| 1,40
0,57
| | - получистое
| 12,5-3,2
| 50-20
|
| 0,21
| 0,23
| 0,30
| 0,35
| 0,40
| 0,46
| 0,52
| 0,57
| | - однократное
|
|
|
| 0,13
| 0,16
| 0,19
| 0,22
| 0,25
| 0,29
| 0,32
| 0,36
| | - чистовое
| 6,3-1,6
| 30-20
|
| 0,084
0,052
| 0,10
0,062
| 0,12
0,074
| 0,14
0,087
| 0,16
0,10
| 0,19
0,12
| 0,21
0,13
| 0,23
0,14
| | Шлифование:
|
|
|
|
|
|
|
|
|
|
|
| | - обдирочное
| 1,6-0,8
|
|
| 0,33
| 0,039
| 0,046
| 0,054
| 0,063
| 0,072
| 0,081
| 0,089
| | - чистовое
| 0,8-0,4
| 15-5
|
| 0,021
0,013
| 0,025
0,016
| 0,030
0,019
| 0,035
0,022
| 0,040
0,029
| 0,046
0,032
| 0,052
0,036
| 0,057
0,040
| | Притирка
| 5-3
| 5-3
|
| 0,009
| 0,011
| 0,013
| 0,015
| 0,018
| 0,020
| 0,023
| 0,025
| | Суперфиниширование
| 0,4-0,2
|
|
| 0,006
| 0,007
| 0,008
| 0,010
| 0,012
| 0,014
| 0,016
| 0,018
| Примечание: данные значения относятся к деталям из стали. Для деталей из чугуна или цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Точность и качество поверхности при обработке отверстий
| Метод обработки
| Шероховатость поверхности Rа, мкм
| Дефектный слой, мкм
| Квалитет
| Допуск на размеры обработки до базовой поверхности, мм
| | 6-10
| 10-18
| 18-30
| 30-50
| 50-80
| 80-120
| 120-180
| 180-315
| | Сверление и растачивание
| 12,5-3,2
| 75-25
|
| 0,15
0,09
| 0,18
0,11
| 0,21
0,13
| 0,25
0,16
| 0,30
0,19
| 0,35
0,22
|
|
| | Зенкерование:
| | - черновое
| 12,5-6,3
| 50-30
|
| 0,18
| 0,21
| 0,25
| 0,30
| 0,35
| 0,40
|
|
| | - однократное
| 6,3-3,2
| 40-25
|
| 0,11
0,07
| 0,13
0,08
| 0,16
0,10
| 0,19
0,12
| 0,22
0,14
| 0,25
0,16
|
|
| | Развертывание:
| | - нормальное
| 1,6
| 25-12
|
| 0,09
0,06
| 0,11
0,07
| 0,13
0,08
| 0,16
0,10
| 0,19
0,12
| 0,23
0,14
|
|
| | - точное
| 0,8
|
|
| 0,022
0,015
| 0,027
0,018
| 0,033
0,021
| 0,039
0,025
| 0,040
0,030
| 0,054
0,035
|
|
| | - тонкое
| 0,4
|
|
| 0,009
0,005
| 0,011
0,008
| 0,018
0,009
| 0,016
0,011
| 0,019
0,013
| 0,022
0,016
|
|
| | Протягивание:
| | - черновое
| 1,6
| 25-15
|
|
|
| 0,130
0,084
| 0,160
0,100
| 0,190
0,120
| 0,220
0,140
|
|
| | - чистовое
| 0,8-0,4
| 10-5
|
|
|
| 0,033
0,021
0,013
| 0,039
0,025
0,015
| 0,046
0,020
0,019
| 0,054
0,035
0,022
|
|
| | Растачивание:
| | - черновое
| 12,5-6,3
| 50-30
|
|
|
| 0,210
0,130
| 0,250
0,160
| 0,300
0,190
| 0,350
0,220
| 0,400
0,390
| 0,460
0,360
| | - чистовое
| 3,2-1,6
| 25-16
|
|
|
| 0,084
0,033
| 0,100
0,039
| 0,120
0,046
| 0,140
0,054
| 0,160
0,063
| 0,185
0,072
| | - тонкое, алмазное
| 0,8-0,2
| 10-4
|
|
|
| 0,021
0,013
0,009
| 0,025
0,016
0,011
| 0,030
0,019
0,013
| 0,035
0,022
0,015
| 0,046
0,025
0,018
| 0,052
0,029
0,020
| | Шлифовальное
| | - предварительное
| 1,6
|
|
|
| 0,027
| 0,039
| 0,046
| 0,054
| 0,063
| 0,072
| 0,081
| | - чистовое
| 0,8-0,4
| 20-5
|
|
| 0,018
0,011
| 0,021
0,013
| 0,025
0,016
| 0,030
0,019
| 0,035
0,022
| 0,040
0,025
| 0,046
0,029
| | - тонкое
| 0,4-0,1
| 5-3
|
|
| 0,008
| 0,009
| 0,011
| 0,013
| 0,015
| 0,018
| 0,020
| | Притирка, хонингование
| 0,4-0,025
| -
|
|
| 0,008
| 0,009
| 0,011
| 0,013
| 0,015
| 0,018
| 0,020
| | Раскатывание, калибрование, алмазное выглаживание
| 0,4-0,05
|
|
|
|
| 0,033
0,021
0,009
| 0,039
0,025
0,011
| 0,046
0,030
0,013
| 0,054
0,035
0,015
| 0,063
0,040
0,018
| 0,072
0,046
0,020
| Примечание: данные значения относятся к деталям из стали. Для деталей из чугуна или цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Точность и качество поверхности при обработке поверхностей
| Метод обработки
| Шероховатость поверхности Rа, мкм
| Дефектный слой, мкм
| Квалитет
| Допуск на размеры обработки до базовой поверхности, мм
| | <80
| 80-180
| 180-250
| 250-500
| <80
| 80-180
| 180-250
| 250-500
| | при размере обрабатываемой поверхности, мм
| | До 160х160
| Свыше 400х400
| | Фрезерование и строгание:
| | - черновое
| 12,5-6,3
| 100-50
|
| -
0,120
| -
0,160
| -
0,185
| -
0,250
| 0,220
0,120
| 0,250
0,160
| 0,320
0,210
| 0,360
0,250
| | - чистовое
| 3,2-1,6
| 50-20
|
| 0,046
0,030
| 0,063
0,040
| 0,072
0,046
| 0,097
0,063
| 0,046
-
| 0,063
-
| 0,072
-
| 0,097
-
| | Шлифование:
| | - обдирочное
| 3,2
|
|
| 0,120
0,046
| 0,160
0,063
| 0,185
0,072
| 0,250
0,097
| 0,120
0,046
| 0,160
0,063
| 0,185
0,072
| 0,250
0,097
| | - чистовое
| 1,6-0,8
| 15-5
|
| 0,030
| 0,040
| 0,046
| 0,063
| 0,030
| 0,040
| 0,046
| 0,063
| Примечание: данные значения относятся к деталям из стали. Для деталей из чугуна или цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





