Погрешность установки заготовки в патронах без выверки
| Метод получения заготовки
| Погрешности (мкм) при диаметре базовой поверхности, мм
| | 10-18
| 18-30
| 30-50
| 50-80
| 80-120
| 120-180
| 180-250
| 250-315
| 15-500
| | Установка в трех кулачковом самоцентрирующем патроне
| | Литье в кокиль
| 175/70
| 200/80
| 250/90
| 300/100
| 350/110
| 400/120
| 450/130
| 550/140
| 650/150
| | Горячая штамповка
| 270/80
| 320/90
| 370/100
| 420/110
| 500/120
| 600/130
| 700/140
| 800/150
| -
| | Горячекатаный прокат
| 270/80
| 320/90
| 370/100
| 420/110
| 500/120
| 600/130
| -
| -
| -
| | Все виды заготовок:
| | черновая обработка
| 60/60
| 70/70
| 80/80
| 100/90
| 120/100
| 140/110
| 160/120
| 180/130
| 200/140
| | чистовая обработка
| 30/40
| 35/50
| 40/60
| 50/70
| 60/80
| 70/90
| 80/100
| 90/110
| 100/120
| | Установка в пневмопатроне
| | Литье в кокиль
| 140/60
| 170/65
| 200/75
| 240/80
| 280/90
| 320/100
| 380/110
| 440/120
| 500/130
| | Горячая штамповка
| 220/60
| 260/70
| 320/80
| 380/90
| 440/100
| 500/110
| 580/120
| 560/130
| -
| | Горячекатаный прокат
| 220/60
| 260/70
| 320/80
| 380/90
| 440/100
| 500/110
| -
| -
| -
| | Все виды заготовок:
| | черновая обработка
| 50/50
| 60/60
| 70/70
| 80/80
| 90/90
| 100/90
| 120/100
| 140/110
| 160/120
| | чистовая обработка
| 25/30
| 30/35
| 35/40
| 40/50
| 45/60
| 50/70
| 60/80
| 70/90
| 80/100
|
Примечания: 1. В числителе указаны погрешности установки заготовок для радиального направления силы, в знаменателе - для осевого направления силы.
2. Обработку с использованием сырых кулачков применяют при партии заготовок не более 80-120 шт.
Погрешность установки заготовки на постоянные опоры в приспособлениях
| Способ получения поверхности заготовки
| Погрешность установки и закрепления (мкм) для деталей с размерами, мм
| | 10-18
| 18-30
| 30-50
| 50-80
| 80-120
| 120-180
| 180-260
| 260-360
| 360-500
| | С винтовыми или эксцентриковыми зажимами на опорные пластинки
| | Литье:
| | - в песчаную форму машинной формовки по металлической модели
|
|
|
|
|
|
|
|
|
| | - в постоянную форму
|
|
|
|
|
|
|
|
|
| | - по выплавляемой модели
|
|
|
|
|
|
|
| -
| -
| | - под давлением
|
|
|
|
|
|
|
| -
| -
| | Горячая штамповка
|
|
|
|
|
|
|
| -
| -
| | Горячекатаный прокат
|
|
|
|
|
|
| -
| -
| -
| | Черновая обработка
|
|
|
|
|
|
|
|
|
| | Чистовая обработка
|
|
|
|
|
|
|
|
|
| | Шлифование
|
|
|
|
|
|
|
|
|
| | С винтовыми или эксцентриковыми зажимами на опорные штифты
| | Литье:
| | - в песчаную форму машинной формовки по металлической модели
|
|
|
|
|
|
|
|
|
| | - в постоянную форму
|
|
|
|
|
|
|
|
|
| | - по выплавляемой модели
|
|
|
|
|
|
|
| -
| -
| | - под давлением
|
|
|
|
|
|
|
| -
| -
| | Горячая штамповка
|
|
|
|
|
|
|
|
| -
| | Горячекатаный прокат
|
|
|
|
|
|
| -
| -
| -
| | Черновая обработка
|
|
|
|
|
|
|
|
|
| | Чистовая обработка
|
|
|
|
|
|
|
|
|
| | Шлифование
|
|
|
|
|
|
|
|
|
| | С пневматическим зазимом с установкой заготовки на опорные пластинки
| | Литье:
| | - в песчаную форму машинной формовки по металлической модели
|
|
|
|
|
|
|
|
|
| | - в постоянную форму
|
|
|
|
|
|
|
|
|
| | - по выплавляемой модели
|
|
|
|
|
|
|
| -
| -
| | - под давлением
|
|
|
|
|
|
|
| -
| -
| | Горячая штамповка
|
|
|
|
|
|
|
|
| -
| | Горячекатаный прокат
|
|
|
|
|
|
|
| -
| -
| | Черновая обработка
|
|
|
|
|
|
| -
| -
| -
| | Чистовая обработка
|
|
|
|
|
|
|
|
|
| | Шлифование
|
|
|
|
|
|
|
|
|
| | С пневматическим зажимом с установкой заготовки на опорные штифты
| | Литье:
| | - в песчаную форму машинной формовки по металлической модели
|
|
|
|
|
|
|
|
|
| | - в постоянную форму
|
|
|
|
|
|
|
|
|
| | - по выплавляемой модели
|
|
|
|
|
|
|
| -
| -
| | - под давлением
|
|
|
|
|
|
|
| -
| -
| | Горячая штамповка
|
|
|
|
|
|
|
|
| -
| | Горячекатаный прокат
|
|
|
|
|
|
| -
| -
| -
| | Черновая обработка
|
|
|
|
|
|
|
|
|
| | Чистовая обработка
|
|
|
|
|
|
|
|
|
| | Шлифование
|
|
|
|
|
|
|
|
|
|
Выбор марок твёрдого сплава для режущего инструмента при различных видах обрабатываемого материала
| Вид и характер обработки
| Углеродистая и легированная сталь
| Труднообрабатываемая сталь
| Чугун
| Цветные металлы и сплавы
| | НВ 240
| НВ 300-700
| | Точение черновое поковок, штамповок и литья по корке и окалине при неравномерном сечении среза и прерывистом резании (с ударами)
| Т5К10
Т5К128
ВК8
| Т5К12В
ТТ7К12
ВК4
| ВК8
ВК8В
ВК4
| ВК8
ВК8В
| ВК4
ВК6
ВК8
| | Точение черновое по корке при неравномерном сечении среза и непрерывном резании
| Т14К8
Т5К10
| ВК4
ВК8
| ВК4
ВК8
| ВК6М
ВК4
| ВК4
ВК6
| | Точение получистовое и чистовое при непрерывном резании
| Т15К6
Т5К10
| ВК4
ВК8
| ВК4
ВК6
| ВК6М
| ВК2
ВК4
| | Точение получистовое и чистовое при непрерывном резании
| Т15К6Т
Т15К6
| Т14К8
Т15К6
| ВК6
| ВК6
ВК4
| ВК8
| | Точное точение
| Т30К4
| -
| ВК2
| ВК6М
| ВК3М
| | Отрезка и прорезка канавок
| Т5К10
| ВК4
| ВК6
| ВК6М
| ВК2
| | Зенкерование черновое
| Т15К6
Т5К10
ВК8
| Т15К6
ВК4
ВК8
| ВК4
ВК8
| ВК4
ВК6М
ВК8
| ВК4
ВК3
ВК8
| | Зенкерование получистовое и чистовое
| Т15К6
Т14К8
| Т15К6
Т5К10
| ВК4
ВК6М
| ВК2
ВК6М
| ВК2
ВК3М
| | Фрезерование черновое
| Т15К6
Т5К10
| Т5К10
ВК8
| ВК6
ВК8
| -
-
| ВК6
ВК8
| | Фрезерование получистовое и чистовое
| Т30К4
Т15К6
| Т15К6
Т14К8
| ВК8
ВК6
| ВК6М
-
| ВК12
ВК3М
| | Сверление сплошное неглубоких (нормальных) отверстий
| Т5К10
Т5К2В
ВК8
| Т5К12В
ТТ7К12
ВК8В
| ВК8
ВК8В
ВК6
| ВК8
ВК6
| ВК4
ВК6
ВК8
|
Припуски на механическую обработку стальных отливок (ГОСТ 2009-55), мм

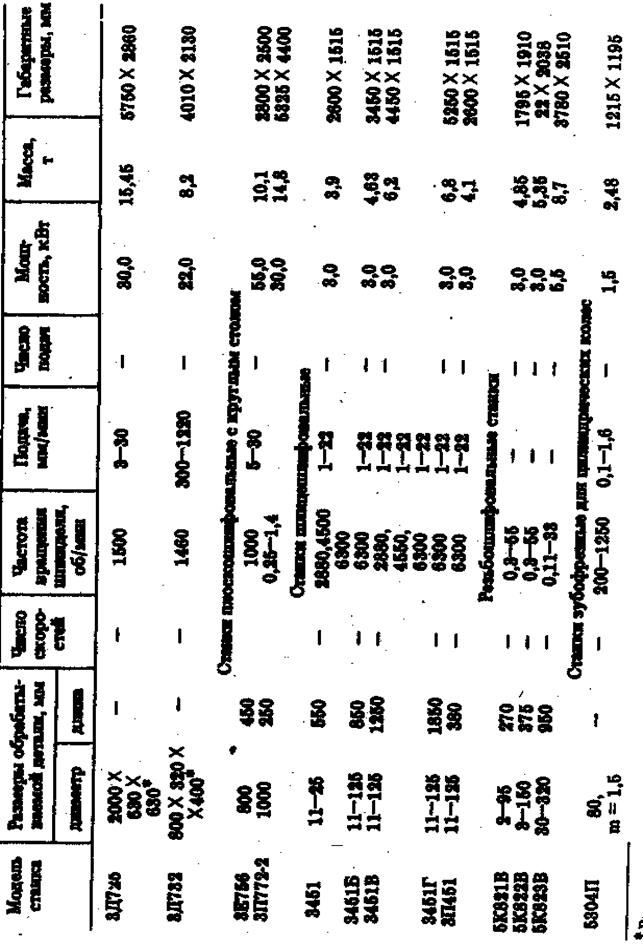
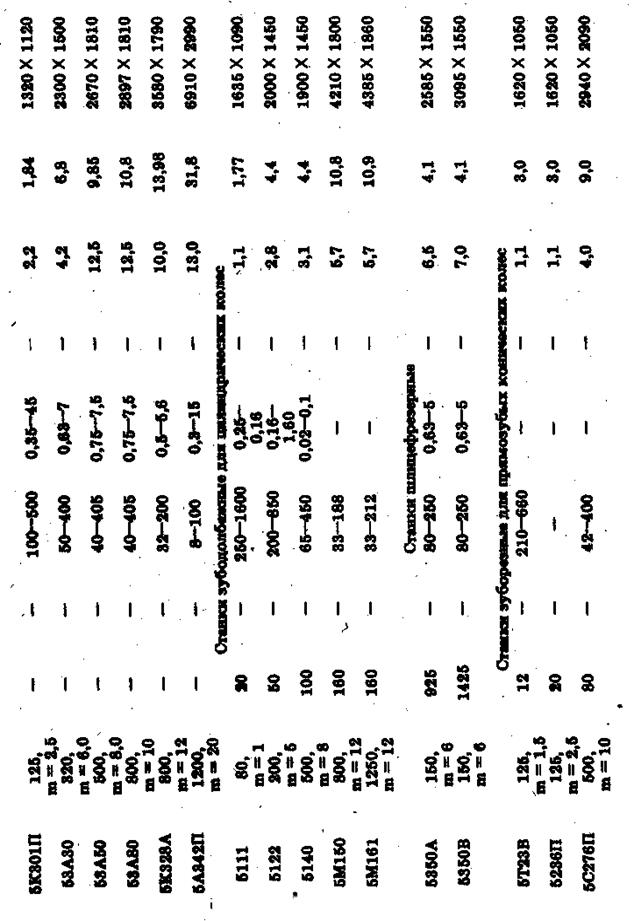
Краткая характеристика металлообрабатывающих станков





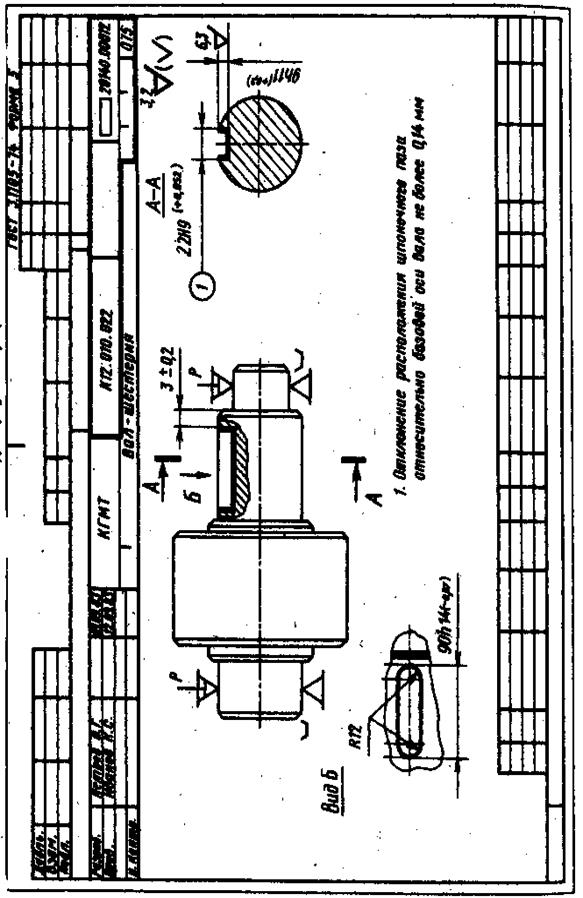
Рабочей чертеж заготовки

Рабочей чертеж заготовки шестерни

Карта наладки токарного многорезцового станка

Технологический эскиз на токарную операцию

Технологический эскиз на фрезерную операцию
Технологический эскиз на сверлильную операцию

Пример выполнения чертежа измерительного инструмента

Рабочий чертеж детали

Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|





