
|
|
Відпал для зняття внутрішніх напружень.
3 - Відпал ізотермічний.
Відпал рекристалізаційний.
5 - Дифузійний відпал.
6 - Неповний відпал.
7 - Повний відпал, нормалізація.
Рисунок 2 – Схема інтервалу температур термообробки (гартування та відпуску) вуглецевих сталей. Умовними позначеннями відмічені:
8 - Низький відпуск (150-250 0С).
9 - Середній відпуск (300-450 0С).
10 - Високий відпуск (500 - 6500С).
11 - Неповне гартування.
12 - Повне гартування, неповний відпал. Рекристалізаційний відпал усуває наклеп – зміцнення, викликане будь–якою пластичною деформацією. Температура відпалу визначається за формулою Трек = а∙Тпл , де коефіцієнт а залежить від хімічного складу сталі, змінюється від 0,1-0,8. Рекристалізаційний відпал застосовують для відновлення пластичності при глибокій витяжці чи штампуванні сталевих виробів. Низькотемпературний відпал (відпал для зняття внутрішніх напружень) застосовують для запобігання жолобленню виробів, зменшення остаточних напружень, що виникають у виробах унаслідок обробки тиском, різання, в зварених конструкціях, відливках. Під час відпалу відбуваються переміщення атомів у кристалічних гратках у більш стійке положення, внаслідок чого діючі раніше в окремих зонах виробу пружні і стискальні напруження взаємно знищуються, тобто залишкові напруження у сталі зникають. Відпал ΙΙ роду завжди має на меті повне чи часткове фазове перетворення і поділяється на повний і неповний (рис. 1). Повний відпал застосовують для доевтектоїдних сталей для усунення крупнозернистої структури, зниження твердості, отримання максимальної пластичності. Мікроструктура сталі після такого відпалу – ферит-перліт, при цьому перліт має пластинчасту структуру. Різновидом повного відпалу є нормалізація – це нагрівання сталі на 30-50°С вище критичної точки АС3 для доевтектоїдних сталей або АСm для заевтектоїдних із наступним охолодженням на повітрі. Після охолодження на по-вітрі сталь набуває дрібнозернистої структури, зменшуються внутрішні напруження у виробах, усувається багато недоліків, що виникли при попередній обробці. Нормалізація застосовується для сталей із вмістом вуглецю до 0,3% (замість відпалу) і заевтектоїдних сталей – для усунення сітки цементиту (ЦΙΙ ). Структура низьковуглецевої сталі після нормалізації – ферит (Ф) – перліт (П), а у середньо- та високовуглецевих сталях – сорбіт. Ізотермічний відпал застосовують для легованих сталейз метою створення однорідної структури, зменшення чутливості до утворення тріщин, покращання оброблюваності різанням.
Рисунок 3 – Графік і схеми структур при повному відпалі доевтектоїдної сталі, що має сітку фериту
Неповний відпал застосовують для заевтектоїдних сталей. Сталь нагрівають вище нижньої критичної точки на 30-50°С (т. АС1, лінія PSK). Охолодження повільне зі швидкістю 50-200 °С за годину (як правило, разом з піччю). Після охолодження аустеніт (А) перетворюється на пластинчастий перліт, а ферит доевтектоїдної і цементит заевтектоїдної сталі залишається незмінним. Такий відпал не забезпечує повної перекристалізації та набуття однорідної структури сталі; його проводять, коли потрібно тільки зниження твердості сталі та зняття внутрішніх напружень.
Рисунок 4 - Графік і схеми структур при неповному відпалі доевтектоїдної сталі, що має сітку фериту
Для полегшення оброблюваності на металорізальних верстатах заевтектоїдні сталі необхідно піддавати сферодизуючому відпалу за таким режимом: - нагрівання:АС1 + 30 – 50 °С, з витримкою при цій температурі; - потім повільне охолодження до 600 – 620 °С, витримка 1–3 години, що забезпечує розпад аустеніту і коагуляцію цементиту у вигляді зерен (глобулів); - далі повільне охолодження. Такий відпал називають також відпалом на зернистий перліт. Як уже було зазначено, усі види відпалу приводять до отримання рівноважного стану, підвищення пластичних характеристик. Характеристика основних видів відпалу наведена в таблиці 1. Гартування – це вид термічної обробки, що полягає в нагріванні сталі вище критичних точок (на 30-50°С), з подальшим швидким (300–1000°С/с) охолодженням (Vохол>Vкр). Гартування завжди призводить метал у нестійкий стан; до підвищення твердості і зменшення пластичності та ударної в’язкості. Основна структура загартованої сталі – мартенсит (рис. 5) - пересичений упорядкований твердий розчин впровадження вуглецю в ґратці α – заліза.
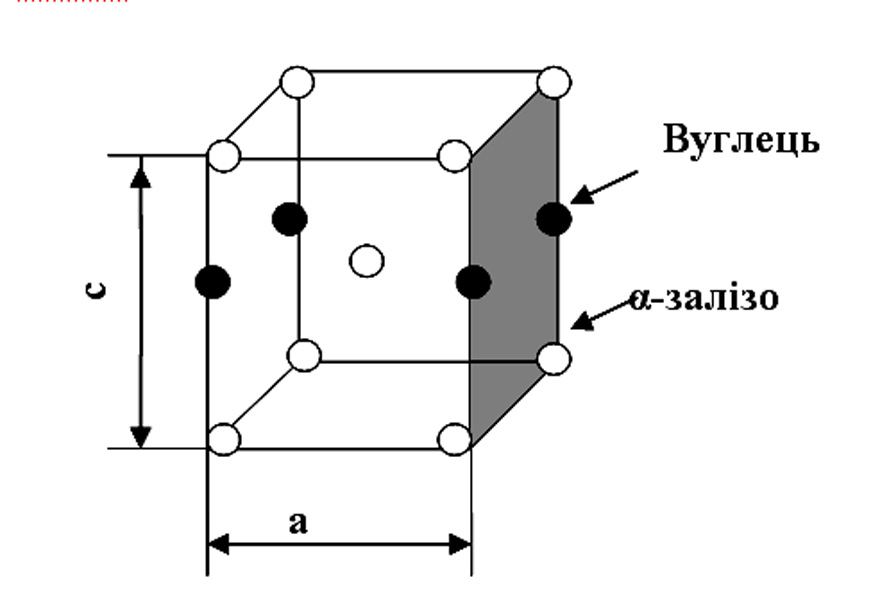
γ- Fe (C) α - Fe (C)
ГЦК ОЦК Рисунок 5 – Кристалічна ґратка мартенситу
Чим вищий вміст атомів вуглецю в кристалічній ґратці мартенситу, тим більше викривлення гратки (с/а >1) і вища його твердість. Гартування поділяється на повне і неповне. Повне гартування застосовується для евтектоїдних і доевтектоїдних сталей (рис. 6-7). Температури гартування призначають вище температур лінії GS на 30-50 °С, унаслідок чого при нагріванні відбувається повне фазове перетворення: П А + Ф А. Таблиця 1- Загальна характеристика основних видів відпалу
Рисунок 6 – Графік повного гартування доевтектоїдної сталі
Рисунок 7 – Графік повного гартування заевтектоїдної сталі
Повне гартування заевтектоїдних сталей сприяє формуванню крупноголчастого мартенситу, що має високу крихкість, а також залишкового аустеніту (Азал), що має низьку твердість. Така різнорідність структури і властивостей не сприяє високій конструкційній міцності сталі, тому на практиці такий режим гартування не застосовують. Неповне гартування (рис. 8-9) застосовується для заевтектоїдних сталей. Температура гартування призначається вище температури 727°С (лінія РSK) на 30-50 °С, при цьому не відбувається повного фазового перетворення (П+Ц) → (А+Ц), тобто в цементиті не відбувається фазових перетворень.
Рисунок 8 - Графік неповного гартування заевтектоїдної сталі
Рисунок 9– Графік неповного гартування доевтектоїдної сталі Практично нагрівання евтектоїдних і заевтектоїдних сталей до 727°С забезпечує розчинення однакової кількості вуглецю в аустеніті, а отже, забезпечує отримання однакової твердості мартенситу, але різної кількості в загартованій структурі цементиту. Твердість мартенситу залежно від вмісту вуглецю у сталі орієнтовно наведена на рисунку 10. У сталях із вмістом вуглецю до 0,6 % формується структура мартенситу, а при вмісті вуглецю більше, ніж 0,6 %, формується структура мартенситу і залишкового аустеніту в зв’язку з температурою закінчення мартенситного перетворення (Мк) нижче кімнатної температури. Чим більше вуглецю розчинено в аустеніті, тим більше у структурі мартенситу залишкового аустеніту, тим більше зниження твердості HRC (оскільки твердість аустеніту При виборі температур гартування і тривалості нагрівання при цих температурах необхідно враховувати, що чим вищі температура гартування і тривалість нагрівання, тим більший розмір зерна аустеніту, а отже, тим більші
Рисунок 10 – Зміна твердості мартенситу залежно від вмісту вуглецю у сталі та виду термообробки Тривалість нагрівання під час гартування можна визначити за формулою
де τзаг – загальна тривалість нагрівання; τнагр – час наскрізного нагрівання; τвитр – час ізотермічної витримки для того, щоб відбулися всі фазові перетворення. Тривалість наскрізного нагрівання і витримки для вуглецевих сталей можна визначити за таблицею 1. Для легованих сталей тривалість витримки повинна бути збільшена на 25-40 %. Охолоджувальні середовища під час гартування підбирають для забезпечення необхідної швидкості охолодження, і визначаються вони хімічним складом загартованих сталей.
Таблиця 1 – Норми нагрівання сталі при термічній обробці в лабораторних електричних печах
Найбільш поширеними є такі охолоджувальні середовища для сталей: · із вмістом вуглецю < 0,5 % - вода; · із вмістом вуглецю > 0,5 % - через воду в масло (для легованих сталей - масло). Після гартування деталі обов’язково підлягають відпуску з метою підвищення їх ударної в’язкості і пластичності, зменшення твердості та внутрішніх напружень. Для відпуску сталь нагрівають до температури нижче точки АС1 (лінії РSK), а потім охолоджують, частіше за все - на повітрі. Існує три види відпуску, що супроводжуються розпадом мартенситу. Низький відпуск (150-250°С) застосовують для виробів, що повинні мати високу твердість (НВ ≈ 600), наприклад, різальні інструменти, що не підлягають ударним навантаженням (напилки, плашки, мітчики, штампи холодного деформування, накатні ролики, висадкові штампи). Цей вид відпуску призначений, головним чином, для зменшення внутрішніх напружень у виробах. Середній відпуск (350-400°С) застосовують для деталей, що повинні мати високі пружність та міцність при достатній в’язкості, наприклад, пружини, ресори. Твердість при цьому виді відпуску знижується до НВ ≈ 450. Високий відпуск (550-650°С) забезпечує отримання найбільш в’язкої структури, що має достатньо високі міцність і твердість (НВ ≈ 350). Такому відпуску піддають зазвичай деталі машин: вали, шестерні, деталі перед азотуванням і гартуванням ТВЧ, штампи гарячого деформування. Мікроструктура вуглецевої сталі після низького відпуску – мартенсит відпуску, після середнього – тростит відпуску, після високого – сорбіт відпуску, які мають глобулярний цементит. Гартування в поєднанні з високим відпуском називають термополіпшенням. Після такої обробки сталь добре оброблюється на верстатах.
ПОРЯДОК ВИКОНАННЯ РОБОТИ Робота виконується з використанням КРМ впродовж чотирьох годин бригадою студентів із двох осіб. 1. Студенти ознайомлюються з теоретичним матеріалом. 2. Зареєструвавшись, студенти отримують згідно з варіантом, вибраним комп’ютером, відповідну марку сталі. 3. До завдання додаються необхідні температурні дані та режими термообробки. 4. Потрібно побудувати графік для відповідного режиму термообробки (використовуючи графічну частину редактора Word). 5. Визначити структуру (задається набір структур) та твердість (із поданого переліку значень твердості) після проведення термообробки. 6. Оформити висновки. Для зарахування виконання даної лабораторної роботи кожен студент повинен пройти комп’ютерне тестування (опитування) за темою лабораторної роботи.
Лабораторна робота 6
«МІКРОСТРУКТУРНИЙ АНАЛІЗ СТАЛЕЙ   ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|






 ,
,