
|
|
Тема 2. Расчет производственного цикла сложного процессаМетодические указания В условиях машиностроительного производства наиболее характерным примером сложного производственного процесса может служить процесс создания машины. Он включает производственные циклы изготовления всех деталей, сборки всех сборочных единиц (узлы, механизмы), сборку, отладку и контроль готового изделия. Построение сложного производственного процесса во времени проводится, чтобы определить производственный цикл, координировать отдельные простые процессы, получить исходную информацию для планирования производства. Структура производственного цикла сложного процесса определяется составом операций и связями между ними. Состав операций зависит от номенклатуры деталей, сборочных единиц и технологических процессов изготовления и сборки. Часто для определения цикла сложного производственного процесса пользуются графическим методом. С этой целью применительно к схеме сборки изделия (рис.4) строят цикловой график (рис. 5) в масштабе времени, с помощью которого и определяется общая продолжительность цикла.
Рис.4. Схема сборки изделия Производственный цикл сложного процесса изготовления изделия определяется наибольшей суммой циклов последовательно связанных между собой простых процессов и межцикловых перерывов (Т мц)
где m – количество последовательно связанных между собой процессов изготовления деталей и сборочных процессов;
Коэффициент параллельности простых циклов в сложном представляет собой отношение суммы циклов простых процессов к длительности цикла сложного процесса
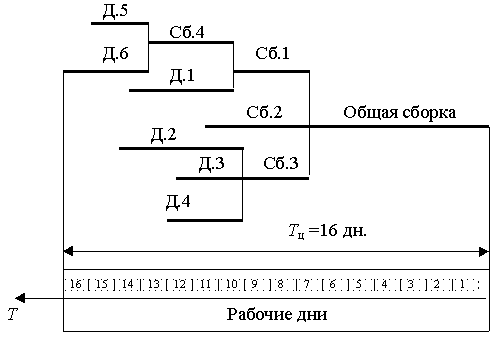
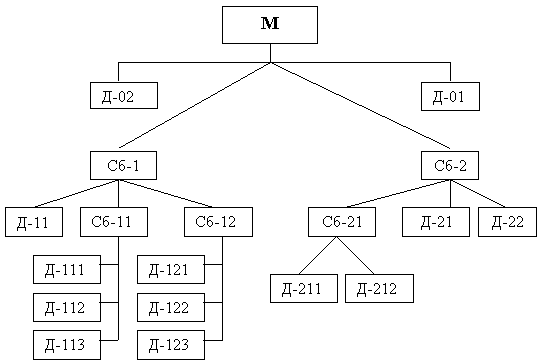
Рис. 5. Цикловой график сборки изделия Задача 2 Определить длительность цикла сложного процесса и коэффициент параллельности цикла изготовления механизма М, а также построить календарный цикловой график, учитывая, что детали (узлы) на комплектовочных складах находятся перед сборкой в течение n дней. Схема сборки механизма приведена на рис. 6. Длительность циклов простых процессов дана в табл. 4 и 5.
Рис.6. Схема сборки механизма
Таблица 4 Исходные данные
Таблица 5 Исходные данные
Тема 3. Организация поточного производства Методические указания В промышленности применяются разнообразные механизированные поточные линии. Непрерывно-поточные линии. Эти линии проектируются и внедряются при условии достижения синхронности технологического процесса, т.е. при равенстве операционных циклов, а следовательно, равенстве или кратности норм времени (ti ) такту поточной линии (
где сi – число рабочих мест по операциям процесса. Такт определяется по формуле
где Fд – действительный фонд времени работы линии за период выполнения задания, мин; fp – регламентированные перерывы в работе линии для отдыха рабочих (не всегда имеют место); N зап – программа запуска деталей на рассчитываемый период, шт;
где N вып – программа выпуска деталей, шт; а – технологические потери (брак), % от N зап. Расчетное количество рабочих мест на каждой операции поточной линии
округляется до ближайшего большего целого числа, которое называется принятым числом рабочих мест Коэффициент загрузки рабочего места (станка)
После расчета такта количества рабочих мест для последующей планировки конвейера рассчитывается его шаг l o , т.е. расстояние между осями симметрии двух рядом расположенных объектов на конвейере. Шаг конвейера устанавливается из условий: габарит изделия, удобство планировки рабочего места, допустимые скорости. Расчет остальных параметров конвейера осуществляется по формулам (табл. 6). Таблица 6   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 ,
, - циклы изготовления деталей или сборочных процессов.
- циклы изготовления деталей или сборочных процессов. .
.
 ):
): ,
, ,
, ,
,
 .
. .
.