|
|
ЕЛЕКТРОУСТАТКУВАННЯ ПІДПРИЄМСТВ ТА ЦИВІЛЬНИХ СПОРУДСтр 1 из 2Следующая ⇒ ЕЛЕКТРОУСТАТКУВАННЯ ПІДПРИЄМСТВ ТА ЦИВІЛЬНИХ СПОРУД
ЗАВДАННЯ ТА МЕТОДИЧНІ ВКАЗІВКИ до ПРАКТИЧНИХ РОБІТ для студентів спеціальності 5.0507104 “ Монтаж і експлуатація електроустаткування підприємств і цивільних споруд ”
Міністерство освіти науки молоді і спорту України Державний вищий навчальний заклад “ Нововолинський електромеханічний коледж ”
Розглянуто “ ЗАТВЕРДЖУЮ ” на засіданні циклової комісії Заступник директора з навчальної електротехнічних дисциплін роботи _____________ М.І. Терес Протокол № 6 від “ 8 ” лютого 2011 р. «____» ___________ 2011 р. Голова комісії ________В. А. Олексюк
ЕЛЕКТРОУСТАТКУВАННЯ ПІДПРИЄМСТВ ТА ЦИВІЛЬНИХ СПОРУД
ЗАВДАННЯ ТА МЕТОДИЧНІ ВКАЗІВКИ до ПРАКТИЧНИХ РОБІТ для студентів спеціальності 5.0507104 “ Монтаж і експлуатація електроустаткування підприємств і цивільних споруд ”
Підготував В.А. Олексюк
Нововолинськ Організація та проведення практичних робіт
У навчальному процесі вищих навчальних закладів поряд з теоретичним вивченням значне місце відводиться виконанню практичних робіт. Правильне поєднання теоретичних занять з практичними роботами забезпечує високу якість підготовки спеціалістів. Методичні вказівки складені відповідно до навчальної програми з предмету “ Електроустаткування підприємств і цивільних споруд”. Згідно з програмою студенти ознайомлюються з особливістю побудови, принципом дії електротехнічних установок, роботою електричних схем, особливістю монтажу і налагодження та розрахунком їх елементів. Перед початком виконання практичних робіт студент повинен повторити теоретичний матеріал, пов’язаний із виконанням роботи, та підготувати відповідні матеріали до виконання роботи. Залежно від завдання вибрати необхідний варіант для подальшого ознайомлення з діючою установкою, на робочому містці розписатись у книзі по техніці безпеки. Робота виконується бригадою з 2 – 4 студентів у відповідності з завданням до даної роботи та складається звіт індивідуально. Захист роботи проводиться перед викладачем, як бригадою, так і індивідуально. Зараховується робта у випадку правильного оформлення згідно з вимогами (наявність схеми установки, опису роботи), проведеного налагодження і пуску, відповіді на питання викладача, що стосуються даної роботи. ЛІТЕРАТУРА Е.Н. Зимин, В.И. Преображенский, И.И. Чувашов Электрооборудование Промышленных предприятий и установок. - М.: Энергоатомиздат, 1981. 2. Ю.Д. Капунцов, В.А. Елисеев, Л.А. Ильяшенко. Электрооборудование и электропривод промышленных установок. - М.: Высшая школа, 1979. 3. Электротехнический справочник. ТОМ 3. Книга 2. -М. Энергоатомиздат, 1988. С.С. Мазепа, Я. Ю. Марущак, А. С. Куцик. Електрообладнання промислових Підприємств «Магнолія плюс». Видавець: СПД ФО В. М. Піча, Львів, 2004. 5. Светловые технологии – 2007. Каталог продукции. WWW. Ltcompany. Com 6. Крановое электрооборудование: Справочник / А.А. Рабиновича. М.: Энергия, 1979. – 240 с., ил. 7.Б.Ю. Липкин Электрооборудование промышленных предприятий и установок. - М.: «Высшая школа», 1972. 368с. с ил. 8. Электротехнический справочник. В 3т. Т. 3:В 2 кн. Кн. 2 - М.: Энергоатомиздат, 1988 9. Электрооборудование и автоматика электотехнических установок: (Справочник)/ Альтхаузен А. П. и др. – М: Энергия, 1978.-304с. 10. Справочник по електрическим машинам: В 2т./ Т. 1. – М.: Энергоатомиздат, 1988. 11. В.М. Винницький, і інш. Електричні апарати та засоби автоматизації промислових установок. Львів «Львівська політехніка» 1997 12. СВ АЛЬТЕРА Каталог для енергетиків те інженерів з автоматизації. Березень, 13. Жидецький В.Ц., Джигарей В.С., Сторожук В.М. та інш. Практикум із охорони праці. Навчальний посібник. – Львів: Афіша, 2000- 352 с. 14. Справ очник по експлуатации електрооборудования/ В.П. Таран. – Киев: Техніка, 1985. – 184 с., ил. 15. О.А. Андрущенко, В.А. Водичев Электронные программируемые реле серии EASY и MFD – Titan. Одеса, 2006.:224 с., ил. 16 EASY - серии программируемых реле для широкого круга задач автоматизации в промышленности и быту. MOELLER. 2007. 17. Львов А.П.СПРАВОЧНИК ЭЛЕКТРОМОНТЕРА.– Киев: Вища школа, 1980,-376с Розглянуто “ Затверджую ” на засіданні циклової комісії Заст. директора з навчальної роботи електротехнічних дисциплін _________________ М.І. Терес Протокол № 6 від “ 8 ” лютого 2011 р. «____» ___________ 2011 р. Голова комісії ________В. А. Олексюк
ПЕРЛІК ПРАКТИЧНИХ РОБІТ
з курсу “ ЕЛЕКТРОУСТАТКУВАННЯ ПІПРИЄМСТВ ТА ЦИВІЛЬНИХ СПОРУД ” для студентів спеціальності 5.0507104 “ Монтаж і експлуатація електроустаткування підприємств і цивільних споруд ”
Практична робота № 1. Електроустаткування освітлення адміністративного будинку. Практична робота № 2. Електроустаткування освітлення житлового будинку. Практична робота № 3. Електроустаткування електротермічного обладнання. Практична робота № 4. Електроустаткування токарних та свердлильних верстатів. Практична робота № 5. Електроустаткування фрезерних, шліфувальних верстатів. Практична робота № 6. Електроустаткування агрегатних верстатів Практична робота № 7. Електроустаткування автоматичних верстатних ліній. Практична робота № 8. Електроустаткування конвеєрних ліній. Практична робота № 9. Електроустаткування піднімально-транспортних механізмів. Практична робота №10. Електроустаткування вантажних та пасажирських ліфтів. Практична робота № 11. Електроустаткування вентиляторних та компресорних установок Практична робота № 12. Електроустаткування насосних установок. Практична робота № 13. Електроустаткування цивільних споруд. Практична робота № 14. Електроустаткування приладів електропобутової техніки. Практична робота № 15. Електроустаткування систем охоронної та пожежної сигналізації в житлових та адміністративних спорудах. ПРАКТИЧНА РОБОТА №1. Тема: Електроустаткування освітлення адміністративного будинку. Мета: вивчити особливості електроустаткування мережі освітлення лабораторного корпусу Теоретична частина Умови і способи прокладки силових та освітлювальних мереж житлового будинку Характеристика кабельних мереж Силові кабелі складаються з наступних основних елементів: струмопровідних жил, ізоляції, оболонок, захисних покривів, можуть бути захисні екрани, жили захисного заземлення. Кабельна продукція ділиться: 1- по роду металу струмопровідної жили: а) алюмінієвими; б) мідними жилами. 2- по роду ізолюючого матеріалу жили: а) гумовою; б) паперовою; г) пластмасовою ізоляцією. 3- за способом захисту від механічних пошкоджень а) броньовані; б) неброньовані; 4- за кількістю жил: а) одно; б) двох; в) трьох; г) чотирьох; д) п’ятижильні кабелі. Струмопровідні жили кабелів бувають основні і нульові. Трижильні кабелі мають тільки основні жили, а чотирижильні - три основні і одну нульову. Нульові жили приєднуються до нейтралі джерела струму. Хід роботи 1. Ознайомитись з планом розміщення аудиторій лабораторного корпусу. 2. Зарисувати план даної аудиторії з розміщенням електроустаткування (Рис.1.1) 3. Розрахунок освітлення аудиторії методом питомої потужності. ПРАКТИЧНА РОБОТА № 2 Тема. Електроустаткування освітлення житлового будинку. Мета: вивчити особливості розміщення та підключення електроустаткування до освітлювальних та силових мереж житлового будинку
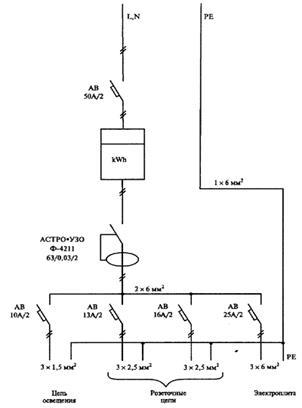
Теоретична частина Монтаж системи живлення TN-C-S відповідно до ПУЕ в приміщеннях житлових будівель повинні приєднуватися до захисних провідників: металеві корпуси електроприймачів, та розеткові мережі виконуються, відповідно, трьох провідними. Тобто, в житлових будівлях регламентовано застосування системи живлення TN-C-S. У системі з глухо заземленою нейтраллю TN-С-S електроенергія від підстанції до споживача подається за допомогою чотирьох провідного кабелю - три фазні провідники і один нейтральний (РЕN) провідник, об'єднуючий функції робочого і захисного нейтрального провідників. У системі TN-С-S нейтральний (РЕN) провідник розділяється на робочий (N) і захисний (PE) провідники в розподільному щитку. Система TN-С-S, як і система TN-S, забезпечує ефективний захист від прямих і непрямих дотиків і дозволяє застосовувати трьохпровідної розетки. Основним недоліком підсистеми TN-C-S є те, що в результаті обриву або перегорання PEN - провідника корпус електрообладнання (в разі порушення ізоляції) може опинитися під напругою щодо землі. Її особливістю є наявність ізольованого від землі (у місці підключення споживача) PEN - провідника. Оскільки в разі замикання фази на землю (у аварійному режимі) струм не протікає через заземлюючий провідник джерела електропостачання, то знижується небезпека виникнення пожежі. При розширенні вже існуючих мереж рекомендується прокладати додатковий РЕ-провідник, який підключається в розподільному щитку до PEN -провідника.
Хід роботи 1. Ознайомитись зі схемами підключення житлових квартир 2. Провести підключення мереж житлового будинку (на стендах) 3. Зарисувати реальну схему підключення
Рисунок 2.2 - Схема електропостачання Рисунок 2.3 - Схема електропостачання котеджу с системою TN-C-S. квартири
ПРАКТИЧНА РОБОТА № 3 Хід роботи 1. Вибрати установку у відповідності з даними приведеними в таблиці 3.1 2. Привести будову пристрою та особливості електропостачання та особливості роботи електроустаткування Таблиця 3.1 Вихідні дані до практичної роботи № 3
1 – електродвигун вентилятора; 2 – отвір для подачі захисного газу; 3 – отвір для відводу відпрацьованого газу; 4 – місце для зацеплення муфеля та кришки муфеля мостовим краном;
1 - нагреватели; 2 - огнеупорная кладка; 3 - теплоизоляция; 4 - термопара; 5 - выдвижной под; 6 - дверца; 7 – отжигаемое изделие; 8 - защитный муфель; 9 - подвод защитной атмосферы; 10 - механизм перемещения дверцы; 11 - привод механизма перемещения дверцы; 12 - гибкое прижимное уплотнение по периметру дверцы; 13 - песок. Рисунок 3.2 - Зовнішній вигляд камерної електропечі
1 – ковпак; 2 – муфель; 3 – завантаження; 4 – вентилятор; 5 – стійка; 6 – стенд; 7 – привод ручного механізму повертання дросельної засувки; 8 – дросельна засувка; 9 – система охолодження захисног газу; 10 – холодильник; 11 – електродвигун вентилятора; 12 – футеровка стенда; 13 – пісочний затвор; 14 – направляюча газового потоку; 15 – нагрівачі; 16 – пінодіатомітові вироби; Рисунок 3.3 - Зовнішній вигляд ковпакової електропечі
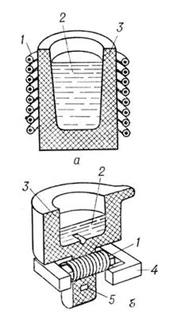
а — тигельна, б — канальна; 1 — індуктор; 2 — розплавлений метал; 3 — тигель; 4 — магнітний сердечник; 5 — череневий камінь з каналом тепловиділень Рисунок 3.4 - Схеми індукційних плавильних печей:
а — прямої дії; б — побічної дії; у — із закритою дугою. Рисунок 3.5 - Схеми дугових печей
1 — графітований електрод діаметром 710 мм; 2 — електродотримач; 3 — зведення; 4 — водо-охолоджувальне склепінне кільце; 5 — циліндровий кожух; 6 — водо охолоджувальні допоміжні дверці; 7 — електромеханічний механізм повороту печі довкола вертикальної осі; 8 — електромеха-нічний механізм нахилу печі; 9 — зливна шкарпетка; 10 — рухливий струмовідвід з водо-охолоджувальних гнучких кабелів; 11 — шток для вертикального переміщення системи стійка — рукав — електродотримач — електрод; 12 — струмопідвід з охолоджуваних мідних труб. Рисунок 3.6 - Зовнішній вигляд дугової сталеплавильної печі ДСП-200 ємкістю 200т
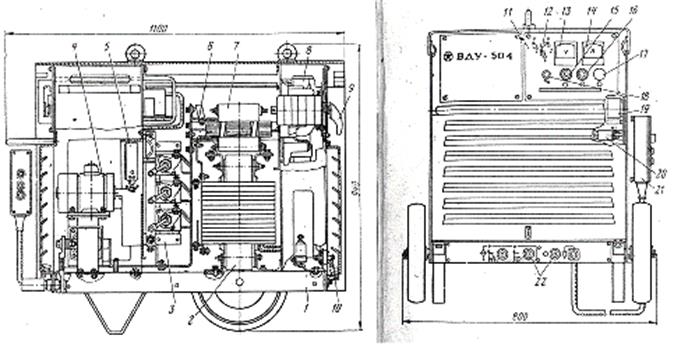
Рисунок 3.7 - Зовнішній вигляд зварювального випрямляча ВДУ-504
ПРАКТИЧНА РОБОТА № 4.1 Хід роботи 1. Ознайомитись з будовою та принципом дії верстата. 2. Ознайомитись з особливістю монтажу електроустаткування на верстаті. 3. Вивчити принципову схему керування верстатом. 4. Ознайомитись зі схемою електричних з’єднань та сполучень. 5. Коротко описати принцип роботи схеми керування. Теоретичне пояснення Принцип обробки на токарних верстатах Любий різець складається з ріжучої частини і стрижня (рисунок 1.2), за який здійснюється його закріплення у верстаті. Залежно від форми головки різця, її положення щодо стрижня і розташування головної ріжучої крайки, різці підрозділяються на праві і ліві, прямі, відігнуті і різці з відтягнутою головкою. Також в якості інструментів для обробки на верстатах токарної групи використовують осьовий різальний інструмент — свердла, зенкери, розгортки, якими проводять обробку внутрішніх циліндричних поверхонь і отворів. Робота різального інструменту повинна проводитися за найвигіднішим режимом різання, що забезпечує найбільшу продуктивність при найменшій собівартості обробки деталі і при виконанні технічних вимог креслення. При токарній обробці режим різання визначається глибиною різання t (мм), подачею S (мм/об) і швидкість різання V (м/хв).
1 і 2 — відповідно ліві і праві різці; 4, 6, 7 — прямі різці; 9, 13 — відігнуті; 3, 5 — відрізні з витягнутою голівкою; 4, 7, 8, 9 — прохідні; 11 — прохідний упорний; 12 — підрізний; 13, 14 — роз точні; 16 — фасонний; 10, 15 — для нарізання різьби, зовнішньої і внутрішньої відповідно Рисунок 4.1- Типи токарних різців
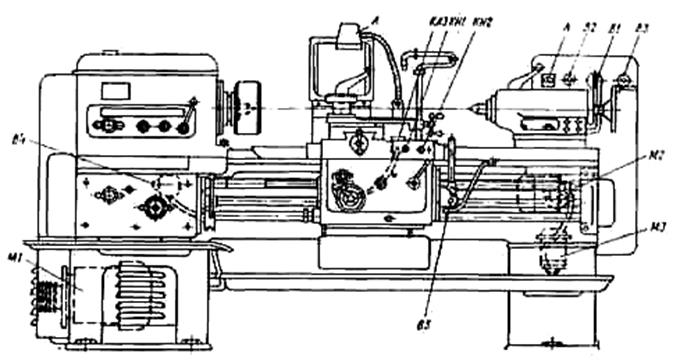
Електроустаткування токарних верстатів Крім головного двигуна М1 та двигуна швидкого ходу М2 на рисунку 4.1 зображено: двигун насоса охолодження М3 и двигун гідроагрегату М4, приєднаний через електричний роз’їм (штепсельний роз’їм Х) у випадку застосування на станку гідрокопіювального пристрою. Напруга на станок подається ввімкненням пакетного вимикача S1. Кола керування отримують живлення через роздільний трансформатор Т з вторинною напругою 110 В, що підвищує надійність роботи апаратів керування. Таке живлення кіл керування характерно для більшості електросхем металорізальних верстатів.
М1 – головний привід; М2 – привід переміщення; М3 – привід охолодження; А- амперметр; Кн 1, та Кн2 – кнопки керування; В5 – вимикач приводу шпинделя. Рисунок 4.2 - Схема розміщення електроустаткування на токарно–гвинторізному верстаті 1К62
Схема забезпечує керування верстатом, за рахунок переміщення в коробці передач парних шестерень які міняють напрям обертання шпинделя, це здійснюється кнопками “ Вправо ”, та “ Вліво”, напруга від яких передається на проміжні реле, контакти яких вмикають відповідні електромагнітні муфти. Магнітні муфти переміщають відповідну шестерню. Для роботи схеми з астосовувана напруга для живлення електрообладнання. 1. Ланцюги правління живляться напругою 127 В змінного струму від понижуючого трансформатора Т1. 2. Електромагнітні муфти фартуха та гальма живляться постійним струмом напругою 24 В від селенового випрямляча VD1-VD8. Електропроводка у верстата виконана в газових трубах, гумових шлангах та металорукавах, захищаючи проводи від механічних пошкоджень, вологі та інших зовнішніх дій.
1. Загальні відомості Електрообладнання верстата розміщене в спеціальній шафі, в двох тумбах і в окремій коробці, яка встановлена з правої сторони кронштейна ходового гвинта. Шафа керування встановлена за задньою бабкою. Електрообладнання верстату розраховане для роботи від мережі трьохфазного змінного струму напругою 380 В, 50 Гц. По особливому замовленню верстат може бути виконаний з електрообладнанням на напругу 220 В, 50 Гц, 440 В, 60 Гц, 380 В, 60 Гц. На верстаті встановлені: електродвигун головного приводу потужністю 4 кВт, 1450 об/хв. і електронасос охолодження продуктивністю 22 л/хв., 0,12 кВт, 2800 об/хв. Пуск, зупинка і реверс електродвигуна головного приводу відбувається реверсивним магнітним пускачем, який керується шляховим вимикачем за допомогою рукоятки керування Для гальмування електродвигуна головного приводу передбачена електромагнітна муфта. Реверсування електродвигуна при нарізанні різьби досягається переводом рукоятки з крайнього верхнього в крайнє нижнє положення і навпаки. Для запуску електронасоса охолодження електросхемою передбачені магнітний пускач і вимикач. Кнопки автоматичного вимикача, вимикач електродвигуна охолодження, а також вказівник навантаження електродвигуна головного приводу змонтовані на лицьовій стороні електрошафи. Лампа місцевого освітлення ЛО вмикається і вимикається вимикачем, який встановлений на світильнику місцевого освітлення. Схема електрична принципова показана на рисунку 3.1 Керування електродвигуном головного приводу М1 відбувається рукояткою керування шляховими вимикачами ВПВ і ВПН, які фіксується в трьох положеннях. В нейтральному положенні рукоятки нормально закриті (н.з) контакти шляхових вимикачів ВПВ (В1 – 10) і ВПН (10 – 1) замкнуті. Включенням автоматичного вимикача АВ через н.з. контакти ВПВ (В1 – 10) і ВПН (10 – 1) проміжне реле РП отримує живлення і через свій нормально відкритий (н.в.) контакт переходить на саможивлення. Отримує живлення також реле часу РВ. Нормально закритий контакт реле РВ з витримкою часу 3…4 сек. відключає електромагнітну муфту гальмування ЭМТ. Відключення електромагнітної муфти гальмування в вихідному положенні необхідне для вільного повороту шпинделя. Для запуску електродвигуна М1 в напрямку „ Вперед ” (обертання електродвигуна проти годинникової стрілки зі сторони шківа), рукоятку повертають доверху. При цьому розмикається н.з. контакт шляхового вимикача ВПВ (В1 – 10) і замикається нормально відкритий (н.о.) контакт ВПВ (1 – 2), спрацьовує контактор КВ і вмикає двигун М1 на обертання „ Вперед ”. Нормально закритий контакт КВ (1 – 4) розмикається, знеструмлюється реле часу РВ, розмикаючи н.о. контакт РВ (11 – 12) і замикаючи н.з. контакт РВ (12 – 13). Відключення електродвигуна М1 відбувається переводом рукоятки 14 в нейтральне положення. При цьому розмикається контакт ВПВ (1 – 2) і замикається контакт ВПВ (В1 – 10).
Рисунок 4.3 - Схема електрична принципова токарно-гвинторізного верстата
Контактор КВ знеструмлюється, реле часу РВ через контакт КВ (1 – 4) отримує живлення і замикає свій н.о. контакт РВ (11 – 12). Спрацьовує електромагнітна муфта ЭМТ, отримуючи постійний струм від селенового випрямляча ВС, і загальмовує механізм коробки швидкостей і шпиндель. Трохи пізніше, з витримкою часу 3…4 сек., розмикається н.з. контакт РВ (12 – 13), електромагнітна муфта відключається, і схема повертається в вихідне положення. Запуск електродвигуна М1 в напрямку „ Назад ” відбувається переводом рукоятки в нижнє положення. Робота електросхеми аналогічна роботі при запуску електродвигуна М1 в напрямку „ Вперед ”, тільки в цьому випадку спрацьовує контактор КН. Електронасос охолодження М2 вмикається і вимикається вимикачем ВЭ. В електросхемі верстату передбачений захист від струмів короткого замикання електродвигуна головного привода за допомогою електромагнітних розчеплювачів автоматичного вимикача АВ і електронасоса охолодження запобіжниками П. Нульовий захист відбувається проміжним реле РП. Для захисту електронасоса охолодження від перенавантаження в електросхемі передбачено тепловим реле РТЭ. Для запобігання одночасного включення контактів реверсивного пускача КВ і КН існує механічні і електричні блокування. Під’єднання до цехової системи заземлення на верстаті відбувається за допомогою спеціального болта заземлення.
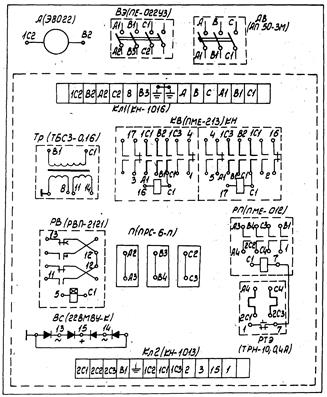
Рисунок 4.4 - Електрична схема з’єднань. Шафа керування СУС–100Б
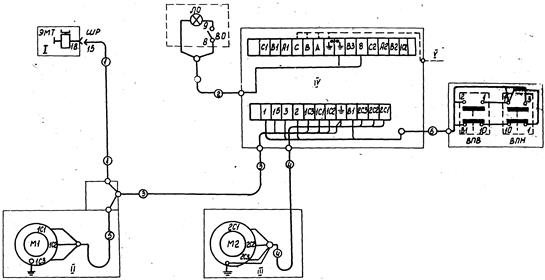
І – коробка швидкостей; ІІ – ліва тумба; ІІІ – права тумба; IV – електрошафа; V – вхід від мережі. Рисунок 4.5 - Електрична схема з’єднань
ПРАКТИЧНА РОБОТА № 4 Б Хід роботи 1. Використовуючи реальний свердлильний верстат, ознайомитись з будовою та принципом дії верстата, та особливістю монтажу електроустаткування. 2. Вивчити принципову схему керування верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень. 4. Коротко описати принцип роботи схеми керування. 5. Скласти звіт про виконану роботу. Теоретичне пояснення
Принцип обробки на свердлильних верстатах
Свердлення. Вид обробки, за допомогою якого можна отримувати отвори, збільшувати діаметр отворів або змінювати їх форму - свердлення. Головний рух, так і рух подачі зазвичай повідомляються інструменту, проте в спеціальних верстатах це може не дотримуватися. Свердлення - високопродуктивний спосіб обробки отвору. Проте цим способом можна отримати отвір невисокої точності розміру і чистоту поверхні. Отвори в суцільному металі виконуються свердленням за допомогою спеціального інструменту - свердла.
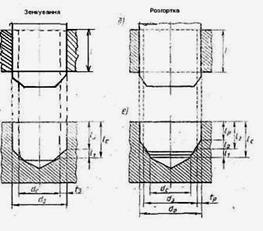
Рисунок 4.6 - Схеми свердління, зенкерування та розгортки.
Найбільш поширені спіральні свердла. Вони призначені для свердлення глухих і крізних отворів і для розсвердлювання наявних отворів. Спіральне свердло складається з робочої частини, шийки і хвостовика. Хвостовики свердел бувають циліндровими і конічними. Для свердлення глибоких отворів (глибина перевищує діаметр в 5 і більше разів) застосовують спеціальні свердла, з внутрішніми каналами для подачі змащувально-охолоджуючої рідини. Зенкування отворів проводять спеціальним багатолезовим інструментом циліндрової або конічної форми - зенкером. При зенкуванні чистота поверхні виходить вище, ніж при свердленні. Для отримання отворів вищої точності і чистоти використовують розгортки. Важливою характеристикою абразивного інструменту є його твердість, тобто опірність зв'язки вириванню абразивних зерен з поверхні інструменту під впливом сил різання. Чим твердіше круг, тим більша сила необхідна, щоб вирвати зерно із зв'язки, але в той же час більшою мірою виявляється схильність інструменту до "засалювання" (забиванню пір стружкою) особливо при шліфуванні в'язких матеріалів.
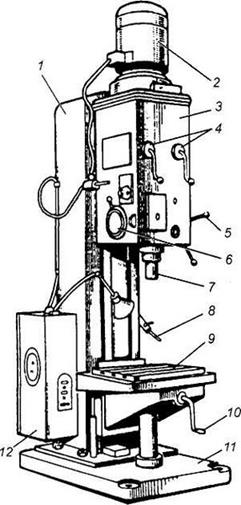
1 — станина; 2— електродвигун; 3— свердлильна головка; 4, 10— рукоятки; 5— штурвал; 6 — лімб; 7 — шпиндель; 8 — шланг подачі СОЖ; 9 — стіл; 11 — плита; 12 — шкаф електроапаратури Рисунок 1.1- Вертикально-свердлильний станок мод. 2Н125
ПРАКТИЧНА РОБОТА № 5 А Хід роботи 1. Використовуючи реальний фрезерний верстат, ознайомитись з будовою та принципом дії верстата, та особливістю монтажу електроустаткування. 2. Вивчити принципову схему керування верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень. 4. Коротко описати принцип роботи схеми керування. 5. Скласти звіт про виконану роботу. Теоретичне пояснення
Принцип обробки на свердлильних верстатах
Фрезерний верстат — металообробний верстат призначений для обробки фрезою плоских і фасонних поверхонь, тіл обертання, зубчастих коліс та інших заготовок. Деталь, закріплена на столі, робить поступальний рух (криволінійний або прямолінійний), при цьому фреза робить обертовий рух. Керування металорізальним верстатом здійснюється вручну, механічно або автоматично за допомогою системи ЧПУ. Основні види фрез: дискові, циліндрові, торцеві, шпони, кутові, кінцеві, прорізні (відрізні), фасонні. Конструктивно діляться на цілісних, із змінними зубами і збірні. На горизонтально-фрезерних верстатах вісь обертання фрези розташована горизонтально, а на вертикально-фрезерних - вертикально, але може повертатися на кут +/- 45° у вертикальній площині.
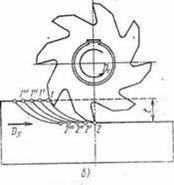
Рисунок 5.1 - Схеми зустрічного та попутного фрезерування.
Фрезерування буває зустрічне і попутне. Приклади робіт, що виконуються на горизонтально-фрезерних верстатах: обробка прямокутних і фасонних пазів дисковими фрезами, обробка вертикальних поверхонь торцевими фрезами. На вертикально-фрезерних верстатах виконуються такі роботи, як обробка горизонтальних поверхонь торцевими фрезами, обробка скосів і вертикальних поверхонь, обробка закритих і відкритих пазів шпон кінцевими фрезами.[3]
Консольно-фрезерний станок 6Р82 рисунок 1.1, призначений для фрезерування всіляких деталей з сталі, чавуну та кольорових металів циліндричними, дисковими, фасонними, кутовими, торцевими, кінцевими та іншими фрезами. На станках оброблюють вертикальні та горизонтальні площини, пази, кути, рамки, зубчаті колеса та ін. На універсальних станках, розміщений стіл, що повертається, де можливо фрезерувати різні спіралі. Технологічні можливості станків розширяються з застосуванням ділильної головки, повертаю чого столу, накладної універсальної головки ті інших приспосіблень.
станина 1, рисунок1.1. поворотна фрезерна головка -2, консолі -3, що утримує салаки - 4, робочий стіл- 5. Консоль може переміщуватись в верх та вниз по вертикальним направляючим станини -6. Фрезерний верстат
ПРАКТИЧНА РОБОТА № 5 Б Теоретичне пояснення
Шліфувальні станки мають обертаючий абразивний інструмент. Ці станки застосовують в основному для кінцевої (фінішної) чистової обробки деталей, шляхом зняття з поверхонь шару металу з точністю, що доходить інколи до десятих долі мікрометра та придачі оброблювальній поверхні високої чистоти. На шліфувальні станки поступають заготовки, попередньо оброблені на інших станках з залишком невеликого припуску під шліфування, величина якого залежить від класу точності,, що необхідний розмірів деталі та попередній обробки. Круглошліфувальні станки призначені для зовнішнього шліфування циліндричних та конічних поверхонь та діляться на універсальні та різні (не універсальні). В універсальних круглошліфувальних станках, крім повертання робочого стола на невеликий кут, до ±6°, можливе повертання як деталі (заготовки), так і шліфувального круга за рахунок повертання передньої та шліфувальної бабок навколо їх вертикальних осей на великий кут, що дозволяє шліфувати на цих станках конуси з великим кутом при вершині, а також торцеві площини. Крім того, універсальні круглошліфувальні станки комплектуються додатковою бабкою для шліфування отворів. Універсальний круглошліфувальный станок 3А161 призначений для шліфування деталей діаметром до 180 та довжиною до 100 мм. Шліфування може проводитись на прохід і при необхідності - способом врізного шліфування. На рисунку 1.1 показано зовнішній вид станка 3А161, основні вузли та органи керування цього станка: станина 4, нижній 5 та верхній 6 столи, бабка виробу 7, шліфувальна бабка 5, задняя бабка 10, маховичок 3 для ручного переміщення стола, гідропанель 2, на котрій розміщені рукоятки для керування гідравлічним рухом стола – шліфувальної бабки, пінолі задньої бабки і нше. Рядом с гідропанеллью розміщена електропанель 1, на которій змонтовані кнопки керування всіма електродвигунами станка. Маховичок 9 служить для ручного переміщення шліфувальної бабки. Хід роботи 1. Використовуючи реальний шліфувальний верстат, ознайомитись з будовою та принципом дії верстата, та особливістю монтажу електроустаткування. 2. Вивчити принципову схему керування верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень. 4. Коротко описати принцип роботи схеми керування. 5. Скласти звіт про виконану роботу.
Рисунок 4.1 Схема керування шліфувальним верстатом ПРАКТИЧНА РОБОТА № 6 Теоретичне пояснення
Агрегатний верстат, спеціальний метало ріжучий верстат, побудований на базі нормалізованих кінематично не зв'язаних між собою вузлів (агрегатів). Силові вузли мають індивідуальні приводи, а взаємозалежність і послідовність їх руху задається єдиною системою управління. Незалежна робота вузлів верстата дає можливість створити раціональний ряд типорозмірів і уніфікувати їх конструкцію. Так, в 1966 в СРСР і країнах СЕВ (Рада економічній взаємодопомозі) прийнятий ряд з 7 типорозмірів основних силових вузлів агрегатного станка. А. с. найбільш поширені при механічній обробці, коли деталь залишається нерухомою, а рух передається ріжучому інструменту. При цьому допускається значна концентрація операцій, оскільки можна вести механічну обробку деталі одночасно багатьма інструментами з декількох сторін. Оскільки на А. с. виробляється обробка однієї або декількох деталей, вони застосовуються головним чином на заводах масового виробництва. На рис. 6.1 показана одна з компоновок А. с., призначених для свердління отворів і включає в собі три свердлильні головки 2. Дві головки встановлені горизонтально та переміщаються по направляючих станини 1, третя головка розміщена вертикально та переміщується по колоні 4. Всі головки влаштовані однаково та складаються з корпуса 2, шпиндельного головки 3, в котрій розміщені робочі шпинделі з ріжучим інструментом та приводного електродвигуна 7. Даталь, що обробляється закріплюється приспосібленням 5, котре встановлюється на столі 6.
1 - направляюча станина; 2 - свердлильні головки; 3 – шпиндельні головки; 4 - колона; 5 - приспосіблення; 6 – стіл; 7 - приводний електродвигун Рисунок 7.1- Загальний вигляд трьохстороннього агрегатного свердлильного станка
На рис. 7.2 зображено схема автоматизації процесу свердління деталі 1 з застосуванням радіючої свердлильної головки 2. На корпусі головки закріплено три упори (А, Б та В) котрі в певних точках шляху натискають на штовхачі шляхових перемикачів ВК1 – ВК4. На столі станка встановлений обмежувач Г, що перемикає ручку Р, котрий натискає на штовхач перемикача ВК5. Перемикачі ВК1 – ВК5 керують переміщенням силової головки. Послідовність роботи перемикачів характеризується циклограмою роботи станка. В ивхідному положені натиснуті перемикачі ВК1 та ВК2, а перемикач ВК5 розміщений на головці у звільненому стані.
Рисунок 7.2 - Схема керування силової головки агрегатного верстату
Хід роботи 1. Використовуючи реальну свердлильну головку агрегатного верстата, ознайомитись з будовою та принципом дії верстата, особливістю монтажу електроустаткування та провести її ввімкнення.. 2 Вивчити принципову схему керування верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень. 4. Коротко описати принцип роботи схеми керування. Скласти звіт про виконану роботу
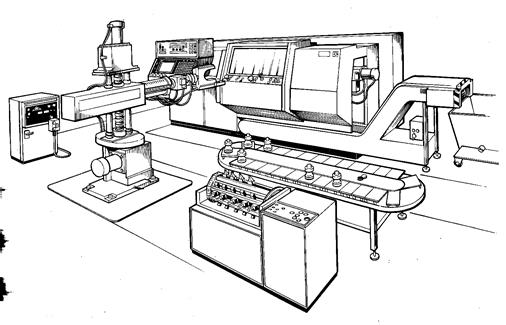
ПРАКТИЧНА РОБОТА № 7 Хід роботи 1. Використовуючи реальну верстатну лініюробото-технічного комплексу, що складається з токарного верстата з ЧПК, робота маніпулятора та конвеєрної лінії засвоїти принцип взаємозв’язку елементів лінії. 2. Вивчити принцип програмування токарним верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень елементів лінії. 4. Скласти звіт про виконану роботу.
Пояснення до програмування N - номер кадра G - робоча функція X - переміщення по координаті (поперек) Z - переміщення по координаті (по довжині) E - прискорене переміщення L - цикл обробки деталі P - параметри станка M - технологічна команда (М08 включення охолодження, М09 виключеня) F - подача A - припуск під чистову обробку Р - глибина різання C - галтель R - дуга S - швидкість головного руху (S – 2- діапазон 400 – оберти ) T - функція інструменту U - переміщення по Х в приростах W - переміщення по в приростах
ПРАКТИЧНА РОБОТА № 7 Хід роботи 1. Використовуючи реальну верстатну лініюробото-технічного комплексу, що складається з токарного верстата з ЧПК, робота маніпулятора та конвеєрної лінії засвоїти принцип взаємозв’язку елементів лінії. 2. Вивчити принцип програмування токарним верстатом. 3. Ознайомитись зі схемою електричних з’єднань та сполучень елементів лінії. 4. Скласти звіт про виконану роботу.
Пояснення до програмування N - номер кадра G - робоча функція X - переміщення по координаті (поперек) Z - переміщення по координаті (по довжині) E - прискоре   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|