|
|
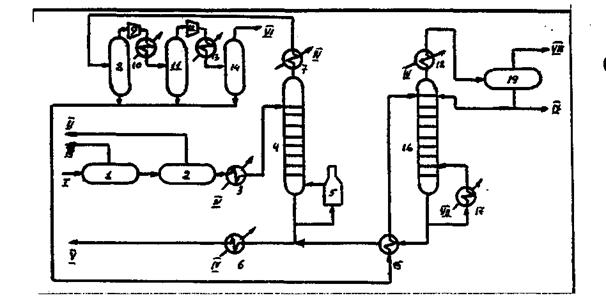
Д) Метод ректификации нефти и газового остатка.Это усложнённый вариант предыдущего способа (совмещенного с «б»), который позволяет обрабатывать нефти в широком диапазоне содержания сероводорода. Процесс (рис. 27) позволяет получать низкое содержание сероводорода в товарной нефти (до 10 мг/л) при малых её потерях и давлениях в колоннах не более 8 атм при температурах низа 180 - 190°С. Описание схемы опускаем вследствии её аналогичности.
Рис. 83. Технологическая схема установки ректификации нефти и газового остатка. 1,2,8,11,14,19 - сепараторы; 3,6,7,10,13,18 - холодильники; 17 - подогреватель; 15 – теплообменник 4 - отпарная колонна; 16 - фракционирующий конденсатор; 9,12 - компрессоры; 5 печь. I - исходная нефть; II - газ второй ступени сепарации; III - газ первой ступени сепарации; IV вода (хладоагент); V - очищенная нефть; VI - кислые газы; VII - пар; VIII - газ третьей ступени; IX - газ третьей ступени. Установка работает следующим образом: ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ е) Очистка нефти химреагентами. Наибольшее распространение получил способ защелачивания, заключающийся в контактировании водного раствора щёлочи с H2S - содержащей нефтью. Как правило, используются растворы щелочей с концентрацией активного компонента 5 - 10 % мае. С расходом до 20 % об. Отработанный реагент отделяется методом отстоя. Способ позволяет понизить содержание Н2S с 600 - 2000 мг/л (0,7 -2 % мас) до 15-25 мг/л (0,002 - 0.003 % мас), но ведёт к образованию так называемых «жестких» стоков (отработанной щелочи), утилизация которых с учетом требований охраны окружающей среды представляет сложную задачу. При этом, для предотвращения образования сульфтдов железа (пирофорные соединения) при смешении H2S - содержащих нефтей с продукцией девона рекомендуется прямо в скважины подавать хелатообразующие агенты, например динатриевую соль этилендиаминтетрауксусной кислоты (ЭДТА) в количестве 300 г/т воды. СТАБИЛИЗАЦИЯ НЕФТИ Задача стабилизации - отделение от нефти легко летучих компонентов с целью получения продукта пригодного для хранения и транспортирования без значительных потерь. Поясним сказанное примером: так, потеря стабильной нефти (отвечающей требованиям ГОСТа) в цепочке - товарный парк УКПН - транспортная система - сырьевой парк НПЗ в среднем составляет 0,2 - 0,4 % мас., а потеря нестабильной нефти в этой же цепочке достигает 1 - 10 % мае. Сложность организации процесса стабилизации состоит в двух противоположных моментах: с одной стороны необходимо максимально увеличить выход товарной нефти, что обусловлено высокими ценами на нефть, с другой, удовлетворить требования нормативных документов по давлению насыщенных паров (ДНП) На практике это достигается непрерывным усложнением технологии процесса, прошедшей путь от простой сепарации до ректификации и вторичной перегонки. Основным фактором, определяющим выбор технологии стабилизации, является состав лёгкой части исходной нефти. Так, для нефтей, ДНП которых опре- деляется, в основном, содержанием метана и этана, отбор даже сотых долей % этих углеводородов приводит к резкому снижению ДНП. Поэтому, для стабилизации подобных нефтей, как правило, хватает качественной сепарации со стабилизационной колонной или даже простой «горячей» сепарации, при температурах до 50 °С (рис.28).
Рис.28. Технологическая схема стабилизации нефти со стабилизационной колонной. Установка работает следующим образом: ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________Основные недостатки подобных схем сводятся к двум положениям: во -первых, совмещение третьей ступени сепарации со стабилизацией ведёт к уменьшению выхода нефти, ибо часть лёгких нефтяных фракций неизбежно отгоняется вместе с газом 3 ступени и нестабильным бензином. Во-вторых, получаемый бензин стабилизации, в свою очередь, является нестабильным, а, значит, сложности при его транспортировании и хранении становятся неизбежными. Но даже при этих недостатках подобные схемы намного целесообразнее схем с «горячей» сепарацией, даже если в них используются самые современные сепараторы с многоступенчатым испарением и конденсацией, которые всё равно уступают ректификационной колонне. Для нефтей, содержащих небольшое количество метана и этана, стабилизации можно достичь испаряя большое количество пропана и бутана, а, иногда, и пентана. В этом случае, уже не обойтись нагрева свыше 60°С и применения ректификации не только по отношению к нефти, но и к бензину стабилизации (рис.29.)
Рис.29. Технологическая схема стабилизации нефти с ректификационными колоннами. В табл.25 приведены (в качестве примера) данные о составе лёгкой нефти до и после стабилизации. Табл.25. Состав лёгкой нефти до и после стабилизации
С экономической точки зрения, получение максимального количества товарной нефти, полностью соответствующей ГОСТу по ДНП, далеко не всегда может быть оправдано. Так, получение подобной продукции в удалённых районах, где отсутствует система сбора отогнанных продуктов и средств их доставки потребителю приводит к необходимости их сжигания в факелах. А это, в совокупности с дополнительными затратами на перекачку товарной нефти с возросшей, естественно, вязкостью и дополнительными затратами на ЭЛОУ на НПЗ может сделать весь процесс стабилизации нерентабельным. В этом случае, сознательно идут на нарушение ГОСТа, ограничиваясь лишь частичной стабилизацией (горячая сепарация или сепарация со стабилизационной колонной, а окончательную стабилизацию осуществляют уже у потребителя (НПЗ). изводства. Применение пресной воды на проток разрешается только в том случае, если по требованиям технологии или гигиены повторное использование даже очищенной воды невозможно или экономически нецелесообразно. Организация подобных замкнутых систем возможна только в том случае, если затраты на рекуперацию воды и веществ, выделенных из стоков, их переработку до товарных продуктов, вторичного сырья или отходов для захоронения ниже затрат на подготовку и очистку сточных вод до показателей, позволяющих сбрасывать их в водоёмы, подземные поглощающие пласты или на рельеф местности без загрязнения последних. На действующих предприятиях внедрение подобных систем должно осуществляться постадийно с постепенным увеличением доли оборотного водоснабжения. Существующие в России нормы водопотребления в нефтяной и газовой промышленности приведены в табл. 26 и 27. Табл.26. Укрупнённые нормы расхода воды и количества сточных вод на единицу продукции по основным технологическим процессам бурения, добычи, подготовки, транспорта и переработки нефти
Табл.27. Укрупнённые нормы потребления воды и водоотведения на нефтебазах, перекачивающих станциях магистральных нефтепродуктопроводов и наливных nyнктов
На сегодняшний день в нефтяной и газовой промышленности России в замкнутую систему водоснабжения поступает не более 80 % образующихся сточных вод. Оставшаяся часть сточных вод либо захоранивается в поглощающих пластах, либо после соответствующей очистки сбрасывается в водоёмы. Различают промышленные, ливневые и хозяйственно - бытовые сточные воды. Промышленные сточные воды образуются в процессе бурения, добычи, подготовки, хранения и транспорта углеводородного сырья. Их объём достигает 80 - 95 % от общего количества сточных вод. Основными загрязнителями в них являются: соли, нефть и механические примеси, содержание которых может достигать 300000 мг/л, 4000 мг/л и 10000 мг/л соответственно. Ливневые сточные воды представляют собой стоки с промышленных площадок после любых атмосферных осадков. Их объём колеблется от 2 до 10 % от общего количества сточных вод. Основными загрязнителями также являются нефть и механические примеси. Содержание нефти может достигать 2000 мг/л, а механических примесей - 5000 мг/л. Хозяйственно - бытовые сточные воды образуются в процессе жизнедеятельности обслуживающего персонала и загрязнены прежде всего органическими веществами. Каждый вид сточных вод, как правило, имеет свою систему канализации (сбора) и подготовки, после которой ливневые и хозяйственно - бытовые стоки будучи пресными сбрасываются в открытые водоёмы, а промышленные сточные воды, оставаясь солёными, направляются в систему ППД или поглощения, разбавляясь в случае необходимости пресной водой. Иногда, подготовленные ливневые сточные воды сбрасывают в промышленные (не допуская при этом увеличения объёма вод зараженных сероводородом). Рассмотренные системы сбора и подготовки ливневых и хозяйственно -бытовых сточных вод выходит за рамки нашей программы. Поэтому, мы ограничимся рассмотрение лишь промышленных сточных вод и пресной воды.   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|