
|
|
ПОНЯТИЯ О ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ.Стр 1 из 6Следующая ⇒ КЛАССИФИКАЦИЯ ПРОЦЕССОВ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ ВИДЫ ДЕФОРМАЦИИ ОПЕРАЦИИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ Основными видами обработки металлов давлением являются: ковка и штамповка, прокатка, прессование, волочение, специализированные процессы штамповки. Ковка. Применяют ручную и главным образом машинную ковку, осуществляемую на ковочных молотах и прессах. Обработке подвергают слитки или катаный и прессованный прутковый металл. Ковку выполняют на плоских или вырезных бойках с применением разнообразного кузнечного инструмента, преимущественно универсального. При этом верхний боек совершает возвратно-поступательное движение. Обрабатываемая заготовка получает заданную форму постепенно при обжатии ее по частям. Продукт ковки — кованая поковка простой или сложной формы, не имеющая достаточно чистой и ровной поверхности и точных размеров. Для получения из нее готовой детали обычно требуется поковку обрабатывать на металлорежущих станках. Поэтому ковку рациональнее применять лишь при единичном или мелкосерийном производстве. Штамповка. Этот способ обработки осуществляется на различном штамповочном оборудовании с использованием в основном специального инструмента — штампов. По виду исходного материала и термическому режиму штамповку подразделяют на объемную (горячую и холодную), осуществляемую преимущественно из пруткового металла, и листовую (горячую и холодную), осуществляемую из листового проката. Точность размеров штампованных поковок и шероховатость их поверхности могут быть такими, что последующей обработке на металлорежущих станках подвергают лишь часть этой поверхности или этой обработки не требуется совсем. Это особенно характерно для холодной объемной и листовой штамповки. Ковку и штамповку выполняют главным образом в кузнечно-штамповочном производстве на металлургических заводах (если имеется ковка из слитков), а также на различных металлообрабатывающих и машиностроительных заводах. Ковку и горячую объемную штамповку осуществляют в кузнечных цехах, а также в кузнечных отделениях (мастерских) инструментальных, ремонтных и других цехов; холодная объемная штамповка — преимущественно в холодновысадочных цехах (или отделениях); листовая штамповка — преимущественно в прессовых цехах (или отделениях). На некоторых заводах организованы объединенные цехи, в которых выполняют и ковку, и различные виды штамповки. Штамповку применяют при серийном и массовом производстве. Прокатка. Осуществляется обжатием металла между вращающимися валками прокатных станов. Прокаткой изготовляют рельсы, балки с различной формой поперечного сечения, сортовой прокат, трубы, листы, полосы и ленты, а также специальный прокат, включая периодический. Выдавливание. Этому виду обработки подвергают главным образом цветные металлы и их сплавы. Металл, выдавливаемый на прессе из замкнутой полости (контейнера) сквозь специальное отверстие, принимает форму прутка сплошного или полого сечения, соответствующую форме и размерам того отверстия, через которое он выдавливается. Прокатное производство и производство прессованного металла, поскольку исходной заготовкой для них служит слиток, сосредоточено на металлургических заводах или в непосредственной близости от них. Волочение. Процесс заключается в протягивании катаного или прессованного холодного прутка (или трубы) через матрицу с отверстием несколько меньшим, чем размер сечения обрабатываемого материала. После волочения материал имеет более чистую поверхность и более точные размеры по сечению (изготовление калиброванного материала). Путем многократного волочения изготовляют трубки и проволоку самых малых размеров, какие невозможно получить никаким другим способом. Волочильное производство, поскольку поставщиком для него служит в основном прокатное производство, а потребителем — металлообрабатывающая промышленность и машиностроение, размещается на металлургических и на металлообрабатывающих и машиностроительных заводах, причем значительная часть волочильного производства сосредоточена на специализированных заводах (метизных, кабельных и др.). Специализированные процессы штамповки (гибка, вальцовка, раскатка, радиальное обжатие и др.) СТРОЕНИЕ МЕТАЛЛОВ Металлы или их сплавы в твердом состоянии имеют кристаллическое строение. Их деформация под действием прилагаемых нагрузок зависит от типа кристаллической структуры, а также от наличия несовершенств в этой структуре. Чтобы понять поведение кристаллов при внешнем нагружении, необходимо изучить характер смещения атомов в пространственной кристаллической решетке под действием соответствующих локальных сил, а это уже относится к области физики твердого тела. Однако глубокие знания в области физики твердого тела не являются совершенно необходимым условием для понимания механизма процессов обработки металлов давлением. Достаточно иметь представление о среднестатическом поведении произвольно выбранного агрегата кристаллов (поликристаллического твердого тела), и необязательно знать поведение отдельных атомов в узлах кристаллической решетки и около них. В данном случае требуются знания такого же характера, как, например, для случая применения законов термодинамики при решении практических задач о поведении газа, когда глубокие знания о движении отдельных молекул не являются необходимыми. Однако для лучшего понимания процессов, происходящих в поликристаллическом агрегате, большую пользу оказали бы практические знания о поведении отдельных реальных кристаллов при внешнем нагружении. Поэтому в настоящей главе кратко рассматривается механизм деформации кристаллов. Много статей написано о твердом состоянии металлов, несовершенствах кристаллической решетки и так называемых структурно-чувствительных свойствах кристаллических твердых тел. В одной главе не представляется возможным всесторонне рассмотреть этот вопрос. В кратком обзоре затронуты только самые основные вопросы, необходимые для понимания пластической деформации кристаллов. Более широко эти вопросы освещены в работах [7, 8, 10, 13, 16, 2]. Знакомясь с литературой, читатель должен помнить, что в результате совместных целенаправленных усилий ученых успехи в этой области значительны, так что современные представления могут быстро устареть, и то, что сейчас считается бесспорным, через несколько лет может вызывать сомнения.
Три группы металлов, имеющих простые кристаллические решетки
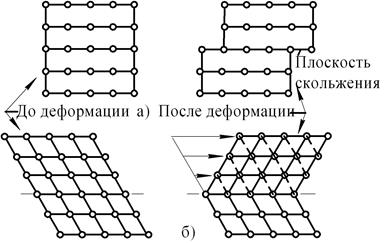
МЕХАНИЗМ ДЕФОРМАЦИИ Приложением внешних сил в кристалле можно вызвать как упругую, так и пластическую деформацию. Так как пластическая деформация начинается только после того, как напряженное состояние превысит некоторое критическое значение (это будет показано в последующих главах), то ясно, что упругая и пластическая деформации могут быть одновременно. Упругая деформация является результатом изменения расстояний между атомами в пространственной решетке. Характер этих изменений зависит от того, какие усилия, нормальные или касательные, прилагаются к твердому телу. Упругая деформация может произойти в направлении приложения нормального напряжения. Чтобы пластическая деформация могла произойти, необходимо, чтобы касательные напряжения достигли некоторой критической величины. Такие касательные напряжения могут вызывать два основных вида деформации: или так называемое трансляционное скольжение по некоторым плоскостям, или же двойнико-вание. Трансляционное скольжение является обычным механизмом скольжения при холодной и горячей обработке металлов и их сплавов давлением. При трансляционном скольжении одни слои атомов кристалла скользят по другим слоям, причем перемещение происходит на дискретную величину, равную целому числу межатомных расстояний, как показано на рис.1.3, а. Расположение атомов в элементарных ячейках после каждого скольжения сохраняется, и твердое тело не изменяет своего кристаллического строения во время пластической деформации. Деформация этого типа происходит не по смежным атомным плоскостям, а по плоскостям, находящимся на значительно больших расстояниях друг от друга. Такая деформация обычно носит гетерогенный характер и происходит по плоскостям с наиболее плотным расположением атомов. Двойникование также происходит только при достижении касательными напряжениями некоторой критической величины. Однако этот вид скольжения представляет собой гомогенную деформацию, как показано на рис. 1.3, б. Каждый слой кристалла смещается на пропорциональное расстояние. В результате такой деформации новый кристалл представляет собой зеркальное отражение первоначального кристалла. Таким образом, в конечном результате деформации кристаллическое строение сохраняется, хотя во время процесса деформации оно временно нарушается. Цинк, деформированный при комнатной температуре, деформируется двойникованием по базисной плоскости своей плотноупакованной гексагональной решетки, и процесс двойникования можно даже услышать (в виде легкого потрескивания), если образец из цинка подвергнуть пластическому изгибу. Следует заметить, что, помимо двух основных видов деформации, в поликристаллических твердых телах могут происходить вторичные деформации, такие как изгибание и скручивание плоскостей скольжения.
Рис. 1.3. Механизм скольжения: а — трансляционное скольжение; б — двойникование СОВЕРШЕННЫЙ КРИСТАЛЛ Совершенным кристаллом является такой кристалл, в котором структура кристаллической решетки простирается равномерно во всех направлениях. Совершенный кристалл встречается редко и не существует в больших объемах металла. Реальные кристаллы имеют большое число дефектов и, следовательно, их структура неравномерна. Помимо того, что атомы или ионы совершают тепловые колебательные движения около средних положений, в них могут присутствовать следующие дефекты [7]: 1) точечные несовершенства, такие как вакансии в узлах кристаллической решетки и внедренные атомы посторонних примесей; 2) линейные несовершенства — дислокации; 3) поверхностные несовершенства, такие как границы зерен, границы двойников, границы фаз, дефекты упаковки и поверхность кристалла; 4) объемные несовершенства, такие как пустоты и включения. Оказывается, что нельзя получить макроскопические кристаллические материалы без дислокаций и точечных дефектов, хотя недавно испытанные железные нитевидные монокристаллы, так называемые «усы» [6], показавшие необычно высокие прочностные свойства, могли бы приблизиться к структуре совершенного кристалла.
а – совершенный кристалл из двух слоёв атомов; б – смещение верхнего слоя атомов в результате сдвига в направлении X; в – изменение касательного напряжения в зависимости от смещения атомов в направлении X.
Рассмотрим теоретическую прочность совершенного кристалла. На рис.1.4, а показаны два смежных слоя атомов в таком кристалле. Если приложить равномерное касательное усилие Fs, к верхнему слою атомов, этот слой можно сместить в направлении х на величину, которая зависит от величины и направления Fs. Напряжение, создаваемое таким нагружением, можно записать следующим образом:
Касательное напряжение
энергия е на единицу площади равна
Необратимый характер этого процесса деформации очевиден; также ясно, что пластическая деформация должна сопровождаться увеличением энтропии. Мгновенное касательное напряжение в соответствии с синусоидальным распределением напряжения на рис.1.4, в можно выразить так:
В начале координат при небольших значениях х, sin(2
где G — модуль сдвига. Таким образом, в начале координат
Из уравнения (1.6) получаем максимальное касательное напряжение при условии, что
Выражение (1.7) для максимального касательного напряжения теперь является классическим. Впервые оно было вычислено Френкелем и справедливо при Чтобы получить приблизительную величину .
Для мягкой стали Е = 2,1 • 103 кГ/мм2, a v ~ 0,3; следовательно, G ~ 8,1-103 кГ/мм2. Подставляя эту величину G в выражение (1.7), получаем
Рис.1.5. Пластическая деформация, вызванная краевой (а) и винтовой (б) дислокациями На рис.1.5, а показана краевая дислокация в процессе ее перемещения по кристаллу. Движение происходит в направлении стрелки, и на рисунке показано закончившееся смещение на левом крае кристалла. Общее перемещение одной части кристалла относительно другой всегда кратно междуатомному расстоянию b. Сама краевая дислокация вызвана дополнительным рядом атомов в верхнем блоке кристалла, как это показано на рис. 1.5. а. Деформация всегда происходит под прямыми углами к краевой дислокации, а соответствующая ей трансляция по величине и направлению определяется вектором Бюргерса. Винтовая дислокациянарис.1.5,б также вызывает трансляцию верхней части кристалла в направлении стрелки, но дислокационная линия теперь лежит параллельно этому направлению . Таким образом, для винтовых дислокаций вектор Бюргерса параллелен линии винтовой дислокации. Существует большое различие в поведении двух типов дислокаций. Краевая дислокация может скользить только по плоскости, в которой лежит дислокационная линия. Винтовая же дислокация может скользить по любой плоскости.
Рис. 1.6. Искажение кристалла, вызванное краевой и винтовой дислокациями
Рис. 1.7.Пластическая деформация кристалла при наличии криволинейной дислокационной линии, По данным Гильмана: а–начало движения дислокации; б – дислокационная линия располагается по всей плоскости скольжения; в –трансляция верней части кристалла завершена. 1 –дислокационная лини; 2 – возникновение дислокации; 3 – вектор смещения Бюргерса; 4 –винтовая ориентация; 5 – краевая ориентация На рис. 1.7 показано искажение кристалла, в котором одновременно присутствуют винтовая и краевая дислокации, а на рис. 1.7 — развитие такого сочетания дислокаций. Момент возникновения криволинейной дислокационной линии виден на рис. 1.7, а. На рис. 1.7, б показано, каким образом пластическая деформация распространяется в кристалле, а на рис. 1,7, в —окончательное ее перемещение в направлении оси Z в результате распространения криволинейной дислокационной линии на всем протяжении кристалла. окончательное ее перемещение в направлении оси Z в результате распространения криволинейной дислокационной линии на всем протяжении кристалла.
ПРОИСХОЖДЕНИЕ ДИСЛОКАЦИЙ
Рис.1.8. Распространение и размножение дислокаций в соответствии с механизмом По данным Ван Бюрена Причинами возникновения дислокаций в кристаллах могут быть: попадание в расплав инородного микровключения во время затвердевания расплава и роста кристалла; зарождение дефектов под действием прилагаемых напряжений; увеличение числа дислокаций от источников Франка-Рида [11] и от возникновения множественного поперечного скольжения под действием внешних сил. Дислокации, по-видимому, возникают в кристаллах во время роста кристаллов. Исключением являются нитевидные кристаллы (так называемые кристаллические усы), высокая прочность которых, по всей видимости, объясняется отсутствием или почти полным отсутствием дислокаций. Зарождение дислокаций в результате приложения напряжений является одним из главных механизмов, по которому протекает пластическая деформация в технических металлах и сплавах. Этот процесс, по-видимому, вызывается образованием микротрещин, выделением вторичных фаз, а также какими-либо другими дефектами в кристалле. Регенеративный процесс с участием источников Франка-Рида является еще одним способом зарождения новых дислокаций по мере того, как дислокация распространяется в кристалле. Действие источника Франка-Рида показано на рис. 1.8. Первоначальной дислокацией является прямой отрезок АВ. Эта дислокация как бы закреплена в точках А и В с помощью узлов или каких-либо других запирающих механизмов. При приложении касательного напряжения, как показано на рисунке, дислокационная линия выгибается параллельно направлениям приложения напряжения и увеличивается, как показывают промежуточные положения 1, 2, 3. Наконец, дислокационная линия АВ (положение 4), изгибаясь, замыкается и образует полную петлю (положение 5). В то время как положение 5 распространяется в кристалле, другая дислокация, которая является отражением первоначальной дислокации, готова образовать другую петлю. Таким образом может образоваться неопределенное число дислокационных петель. Множественное поперечное скольжение более сложно, чем распространение простого источника Франка-Рида, и требует наличия винтовой дислокации. В отличие от механизма Франка-Рида этот процесс протекает не на одной плоскости. Он может не только увеличить число дислокаций на первоначальной плоскости скольжения, но также вызвать скольжение на других близлежащих плоскостях. УПРОЧНЕНИЕ Раньше упрочнение рассматривалось как результат механического искажения и разрушения плоскостей скольжения, на которых произошел сдвиг. Нужно отметить, что эта грубая схема процесса не отражает всей его сложности. Однако с тех пор, как была выдвинута дислокационная теория, была сделана попытка объяснить упрочнение взаимодействием дислокаций. Теперь полагают, что упрочнение не является результатом движения единичных дислокаций, а скорее результатом движения большого числа дислокаций, распространяющихся одновременно. При увеличении степени деформации число дислокаций также увеличивается и дальнейшая деформация затрудняется. Это объясняется взаимодействием дислокаций и приводит к увеличению потребного деформирующего усилия, т. е. к повышению прочности, иначе называемому наклепом. Тейлор [20] указал, что при большом числе концентраций напряжения происходит взаимное наложение полей напряжения, что приведет к частичному уничтожению их друг другом. В связи с этим единичные концентраторы ослабляют кристалл значительно сильнее, чем, наложение полей многих концентраторов. В 1934 г. Тейлор [21] применил эту идею к теории дислокаций и таким образом разработал первую полную теорию упрочнения. Основные положения его теории следующие: «мгновенный» предел текучести зависит от внутренних напряжений, которые мешают движению дислокаций. В связи с этим дислокации не проходят насквозь через кристаллы, а задерживаются внутри их. Эти дислокации внутри кристалла постепенно создают более высокие внутренние напряжения и тем самым повышают «мгновенный» предел текучести. Тейлор делает предположение о гомогенном распределении участков, в которых произошло скольжение, и дислокаций. Результаты такого механизма скольжения нельзя обнаружить под микроскопом. Поэтому в кристалле не видны полосы скольжения, причиной которых, как известно, является гетерогенное скольжение. Теория же Мотта [15] учитывает гетерогенную природу скольжения. По теории Мотта упрочнение происходит в результате
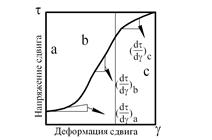
Рис.1.9. Схематическая кривая растяжения монокристалла металла, имеющего гранецентрированную кубическую решетку. По данным Ван Бюрена: а– зона легкого скольжения; б– зона линейного упрочнения; с– зона, зависящая от температуры
взаимодействия большого числа дислокаций противоположного знака, которые не могут обогнать друг друга. Это нагромождение застрявших заторможенных дислокаций создает эффекты, которые можно наблюдать визуально как деформацию или полосы изгибания. Подсчитано, что в алюминии после средней по величине деформации может скопиться приблизительно 103 дислокаций на одной плоскости скольжения. Оказывается, что полосы изгибания возникают у дислокационных барьеров на пересекающихся плоскостях скольжения. Эти барьеры задерживают дислокации, движущиеся как в прямом, так и в обратном направлениях. Ломер [14] и Коттрелл [9] высказали предположение, что распространение дислокации на пересекающиеся плоскости скольжения может создать затор в плотно упакованных структурах исключительно за счет геометрической конфигурации. Такие дислокации были названы «сидячими» дислокациями Коттрелла- Ломера. Предложен еще один важный механизм, по которому движение дислокаций задерживается в результате пересечения непараллельных дислокаций. Полный механизм упрочнения для различных кристаллических структур еще неизвестен, но Зигер [17], [18] предложил подробную теорию упрочнения для гранецентрированных кубических структур на основе работы ряда исследователей. Ниже приводятся основные выводы из реферата на работу Зигера, составленного Ван Бюреном [7]. В соответствии с теорией Зигера схематически кривая растяжения для монокристалла металла, имеющего объемноцентрированную кристаллическую решетку, приводится на рис. 1.9. Кривая разделена на три части: а — зона «легкого» скольжения, b— зона линейного упрочнения и с — зона, зависящя от температуры. В зоне «легкого» скольжения передвижение искажения еще не задерживается барьерами и скольжение происходит при умеренных напряжениях при наличии только незначительной зависимости от деформации. Тангенс угла наклона этой кривой есть коэффициент упрочнения, который выражается следующей зависимостью:
где С — константа, равная
На линейном участке кривой число барьеров увеличивается и каждый источник становится полностью окруженным барьерами. Наклон линейной части этой кривой растяжения на рис. 1.9 можно выразить следующей зависимостью:
где С — константа, равная N2 — число скоплений дислокационных петель, исходящих из каждого источника; b — междуатомное расстояние в направлении сдвига;
Согласно уравнению (2.10), линейный участок кривой растяжения, по-видимому, объясняется тем, что отношение На участках а и b температура, при которой проводится испытание, по-видимому, не влияет на наклон кривой растяжения. На участке же с температурный эффект приводит к уменьшению скорости упрочнения при повышении температуры, так что величина Проведенные опыты показывают, что ультразвуковые колебания, наложенные на осевые нагрузки при испытании на растяжение, снижают обычно наблюдаемый эффект упрочнения. Это объясняется, по-видимому, тем, что можно с помощью механических колебаний передвинуть застрявшие дислокации подобно тому, как это достигается в результате термического возбуждения. Первые главы книги посвящены основным проблемам теории пластичности и методам их решения. Рассматриваются главным образом значительные по величине пластические деформации, имеющие место во многих операциях формоизменения. Проблемы упруго-пластического деформирования, в которых упругие и пластические деформации имеют примерно одинаковую величину, в настоящей книге не рассматриваются, за исключением исследования упругого восстановления. Последующие главы книги посвящены анализу технологических процессов пластической обработки и решению задач, связанных с определением необходимых усилий деформирования. Для получения логичных решений необходима не столько математическая строгость, сколько гибкость методов. Авторы не ставят цель получить точные решения, поскольку последние связаны с преодолением значительных математических трудностей и неудобны для практического применения. Процессы пластической деформации необратимы (как процессы внутреннего трения). Уравнения потенциальной энергии, используемые обычно в других областях инженерных расчетов, здесь не могут быть применены. Поэтому решения задач, приведенные в этой книге, связаны с определенными допущениями и часто их надежность не может быть проверена предварительно. Поскольку заранее не представляется возможным с уверенностью оценить влияние всех допущений, то полученные решения будут сравниваться с экспериментальными данными. Следует также заметить, что возможны разные допущения относительно деформируемого материала или его напряженного состояния. Соответственно будут различными и упрощения дифференциальных уравнений, которые нужно решать для определения деформирующих сил, напряжений и деформаций. Поэтому для каждой данной взятой задачи возможно несколько решений. Авторами была предпринята попытка сравнить эти решения между собой для некоторых из исследуемых задач и указать, которое из них является предпочтительным.
КРИВЫЕ УПРОЧНЕНИЯ Кривые упрочнения дают зависимость величины напряжения, действующего в пластически деформируемом теле при линейном напряженном состоянии, от величины деформации. Так как напряжения, вызывающие пластическую деформацию, зависят от многих факторов, в том числе от температурно-скоростных условий деформирования, то кривые упрочнения для каждого металла и сплава следует устанавливать применительно к конкретным температурно-скоростным условиям деформирования. Меняющиеся в зависимости от величины и скорости деформации напряжения, вызывающие пластическую деформацию при линейном напряженном состоянии при данных температурно-скоростных условиях деформирования, называют напряжением текучести и обозначают Для экспериментального определения as необходимо создать такие условия деформирования, при которых деформации равномерно распределены по деформируемой части заготовки, а напряженное состояние линейное. Наиболее подходящими для построения кривых упрочнения являются данные, получаемые при испытании на растяжение или сжатие (осадку). Если в этих испытаниях имеет место линейное напряженное состояние, то напряжение текучести определяется как частное от деления усилия деформирования на истинную площадь поперечного сечения образца в данный момент деформирования (поэтому напряжение текучести называют также истинным напряжением в отличие от условных). При испытании на растяжение линейное напряженное состояние существует лишь до момента начала образования шейки, в которой нарушается равномерность распределения деформаций, а напряженное состояние становится объемным. Поэтому построение кривой упрочнения для деформаций больших, чем деформация, соответствующая началу образования шейки, затрудняется и возможно лишь с известным приближением на основании разработанных методов. При испытании на осадку в пределах пластических деформаций нет ограничения по величинам деформаций, при которых могут быть определены значения напряжения текучести, однако необходимо исключить влияние контактного трения, что представляет довольно сложную задачу. Л. А. Шофман [5] предложил способ исключения влияния сил трения путем испытания на осадку нескольких образцов с разным отношением диаметра d к высоте h и определением напряжения текучести путем экстраполяции зависимости удельных усилий осадки от d/h при одинаковой степени деформации на d/h = 0. Неплохие результаты дает осадка образцов с торцовыми выточками, заполненными густой смазкой. Рассмотрим некоторые кривые упрочнения, полученные при испытании на растяжение. Показателями формоизменения образца, оценивающими степень деформации, могут быть относительное удлинение образца при растяжении Характер кривых упрочнения для некоторых металлов и сплавов показан на рис. 1.10.Наиболее интенсивное увеличение напряжения текучести происходит в начальной стадии деформирования, а при некоторых значениях степени деформации (порог упрочнения) дальнейшая деформация не вызывает значительного изменения величины напряжения текучести.
Рис. 1.10. Характер кривых упрочнения для некоторых металлов и сплавов
В зависимости от принятого показателя степени деформации различают кривые упрочнения первого и второго рода. В кривых упрочнения первого рода напряжение текучести дается в зависимости от относительного удлинения, а в кривых упрочнения второго рода — от относительного сужения. Заметим, что при построении кривых упрочнения по данным испытания на осадку деформацией первого рода является относительное увеличение диаметра образца, а второго рода — относительное уменьшение высоты образца. Эти деформации эквивалентны по упрочняющему эффекту деформациям относительного удлинения и относительного сужения при испытании на растяжение. Характерной особенностью эквивалентных деформаций является то, что их величина теоретически изменяется в одинаковых пределах (от 0 до Как видно из рис.1.10, зависимость напряжения текучести от деформации носит сложный характер. При отыскании приближенных зависимостей, учитывающих влияние упрочнения на процесс деформирования, в теории обработки металлов давлением часто используют линейную аппроксимацию кривой упрочнения. В качестве прямой, приближенно характеризующей изменение напряжения текучести в зависимости от деформации, чаще всего принимают касательную, пр<   ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|

 (1.1)
(1.1) (обозначение напряжений см. в гл. 3) вызывает смещение верхнего слоя в неравновесные положения х1 х2, х3, х4 (рис.1.4, б). Величина этого необходимого касательного напряжения в первом приближении изменяется по синусоиде (рис.1.4, в). Это распределение напряжений не учитывает взаимодействия других соседних атомов, показанных на рис.1.4, б. Видно, что напряжение сначала повышается до максимума в точке х1 и затем становится нулевым в точке х2. Между точками х2 и х4 напряжение является отрицательным, и не нужно прилагать никакой внешней силы, чтобы переместить атомы в положение х4. Таким образом, внешнюю энергию, которая требуется для перемещения всех атомов из положения 0 в х4, можно приближенно выразить следующей зависимостью:
(обозначение напряжений см. в гл. 3) вызывает смещение верхнего слоя в неравновесные положения х1 х2, х3, х4 (рис.1.4, б). Величина этого необходимого касательного напряжения в первом приближении изменяется по синусоиде (рис.1.4, в). Это распределение напряжений не учитывает взаимодействия других соседних атомов, показанных на рис.1.4, б. Видно, что напряжение сначала повышается до максимума в точке х1 и затем становится нулевым в точке х2. Между точками х2 и х4 напряжение является отрицательным, и не нужно прилагать никакой внешней силы, чтобы переместить атомы в положение х4. Таким образом, внешнюю энергию, которая требуется для перемещения всех атомов из положения 0 в х4, можно приближенно выразить следующей зависимостью: (1.2)
(1.2) (1.3)
(1.3) . (1.4)
. (1.4) x/a)
x/a)  2
2  (1.5)
(1.5) (1.6)
(1.6) :
: . (1.7)
. (1.7) . Однако уравнение (1.7) является только приближенным, так как в нем не учитываются межатомные силы и эффект Пуассона. Тем не менее это уравнение дает в первом приближении значение теоретического касательного напряжения, при котором атомы находятся в неустойчивом положении и должна начаться пластическая деформация.
. Однако уравнение (1.7) является только приближенным, так как в нем не учитываются межатомные силы и эффект Пуассона. Тем не менее это уравнение дает в первом приближении значение теоретического касательного напряжения, при котором атомы находятся в неустойчивом положении и должна начаться пластическая деформация. , можно выразить G через модуль Юнга Е и коэффициент Пуассона v:
, можно выразить G через модуль Юнга Е и коэффициент Пуассона v: . (1.8)
. (1.8) = 21кГ/мм2, то увидим, что
= 21кГ/мм2, то увидим, что  Хотя вышеприведенные вычисления являются только приближенными, очевидно, что теоретическая прочность на сдвиг должна быть на несколько порядков выше действительной прочности на сдвиг технических металлов и сплавов, применяемых при обработке давлением. Следовательно, механизм деформации кристаллов или зерен технических металлов и их сплавов должен отличаться от механизма деформации совершенных кристаллов. Этот механизм описывается в следующем разделе.
Хотя вышеприведенные вычисления являются только приближенными, очевидно, что теоретическая прочность на сдвиг должна быть на несколько порядков выше действительной прочности на сдвиг технических металлов и сплавов, применяемых при обработке давлением. Следовательно, механизм деформации кристаллов или зерен технических металлов и их сплавов должен отличаться от механизма деформации совершенных кристаллов. Этот механизм описывается в следующем разделе.


 , (1.9)
, (1.9) — число источников, генерирующих дислокации на единицу объема; А — средняя площадь, через которую распространяются дислокации от каждого источника. Численное соответствие этой модели с экспериментами, проведенными на алюминии, показывает, что эта теория, по-видимому, является удовлетворительной, поскольку число источников является постоянным.
— число источников, генерирующих дислокации на единицу объема; А — средняя площадь, через которую распространяются дислокации от каждого источника. Численное соответствие этой модели с экспериментами, проведенными на алюминии, показывает, что эта теория, по-видимому, является удовлетворительной, поскольку число источников является постоянным.
 — функция среднего пути последовательно высвобождаемых дислокационных петель.
— функция среднего пути последовательно высвобождаемых дислокационных петель. остается приблизительно постоянным.
остается приблизительно постоянным. является переменной и уменьшается с увеличением деформации. Эта зависимость от температуры, очевидно, указывает на влияние барьеров, которые должны быть преодолены дислокациями, чтобы произошло пластическое течение. Такие барьеры или препятствия могут легче преодолеть термически активированные атомы. В начале стадии с термически активированные процессы преодоления барьеров переползанием или каким-либо другим способом будут конкурировать с неактивированными процессами, и в результате коэффициент упрочнения будет уменьшаться с увеличением деформации. Ниже будет более подробно сказано о термически активированных процессах.
является переменной и уменьшается с увеличением деформации. Эта зависимость от температуры, очевидно, указывает на влияние барьеров, которые должны быть преодолены дислокациями, чтобы произошло пластическое течение. Такие барьеры или препятствия могут легче преодолеть термически активированные атомы. В начале стадии с термически активированные процессы преодоления барьеров переползанием или каким-либо другим способом будут конкурировать с неактивированными процессами, и в результате коэффициент упрочнения будет уменьшаться с увеличением деформации. Ниже будет более подробно сказано о термически активированных процессах. .
. или относительное уменьшение площади поперечного сечения
или относительное уменьшение площади поперечного сечения  , где
, где  и F0 — исходные значения расчетной длины образца и площади его поперечного сечения, а
и F0 — исходные значения расчетной длины образца и площади его поперечного сечения, а  и F — текущие значения длины и площади поперечного сечения образца в данный момент деформирования.
и F — текущие значения длины и площади поперечного сечения образца в данный момент деформирования.
 для деформаций первого рода и от 0 до 1 для деформаций второго рода).
для деформаций первого рода и от 0 до 1 для деформаций второго рода).