|
|
Сырье и основные процессы органического синтеза.Стр 1 из 14Следующая ⇒ Применение Топливо Этанол может использоваться как топливо, в т. ч. для ракетных двигателей, двигателей внутреннего сгорания в чистом виде. Ограничено в силу своей гигроскопичности (отслаивается) используется в смеси с классическими нефтяными жидкими топливами. Применяется для выработки высококачественного топлива и компонента бензинов — Этил-трет-бутилового эфира, более независимого от ископаемой органики, чем МТБЭ. Химическая промышленность · Служит сырьём для получения многих химических веществ, таких, как ацетальдегид, диэтиловый эфир, тетраэтилсвинец, уксусная кислота, хлороформ, этилацетат, этилен и др.; · Широко применяется как растворитель (в лакокрасочной промышленности, в производстве товаров бытовой химии и многих других областях); · Является компонентом антифриза и стеклоомывателей. · В бытовой химии этанол применяется в чистящих и моющих средствах, в особенности для ухода за стеклом и сантехникой. Является растворителем для репеллентов. Медицина В медицине этиловый спирт в первую очередь используется как антисептик · как обеззараживающее и подсушивающее средство, наружно; · дубящие свойства 96%-го этилового спирта используются для обработки операционного поля или в некоторых методиках обработки рук хирурга; · растворитель для лекарственных средств, для приготовления настоек, экстрактов из растительного сырья и др.; · консервант настоек и экстрактов (минимальная концентрация 18 %); · пеногаситель при подаче кислорода, искусственной вентиляции легких; · в согревающих компрессах; · для физического охлаждения при лихорадке (для растирания)[2]; · антидот при отравлении этиленгликолем и метиловым спиртом; Парфюмерия и косметика Является универсальным растворителем различных веществ и основным компонентом духов, одеколонов, аэрозолей и т. п. Входит в состав разнообразных средств, включая даже такие как зубные пасты, шампуни, средства для душа, и т. д. Пищевая промышленность Наряду с водой, является необходимым компонентом спиртных напитков (водка, виски, джин и др.). Также в небольших количествах содержится в ряде напитков, получаемых брожением, но не причисляемых к алкогольным (кефир, квас, кумыс, безалкогольное пиво и др.). Содержание этанола в свежем кефире ничтожно (0,12 %), но в долго стоявшем, особенно в тёплом месте, может достичь 1 %. В кумысе содержится 1−3 % этанола (в крепком до 4,5 %), в квасе — от 0,6 до 2,2 %. Растворитель для пищевых ароматизаторов. Применяется как консервант для хлебобулочных изделий, а также в кондитерской промышленности. Зарегистрирован в качестве пищевой добавки E1510. Энергетическая ценность этанола — 7,1 ккал/г.
Состав нефти. Важнейшие нефтепродукты.
Нефть — жидкость от светло-коричневого (почти бесцветная) до тёмно-бурого (почти чёрного) цвета (хотя бывают образцы даже изумрудно-зелёной нефти). Средняя молекулярная масса 220—300 г/моль (редко 450—470). Плотность 0,65—1,05 (обычно 0,82—0,95) г/см³; нефть, плотность которой ниже 0,83, называется лёгкой, 0,831—0,860 — средней, выше 0,860 — тяжёлой. Плотность нефти, как и других углеводородов, сильно зависит от температуры и давления. Она содержит большое число разных органических веществ и поэтому характеризуется не температурой кипения, а температурой начала кипения жидких углеводородов (обычно >28 °C, реже ≥100 °C в случае тяжелых не́фтей) и фракционным составом — выходом отдельных фракций, перегоняющихся сначала при атмосферном давлении, а затем под вакуумом в определённых температурных пределах, как правило до 450—500°С (выкипает ~ 80 % объёма пробы), реже 560—580 °С (90—95 %). Температура кристаллизации от −60 до + 30 °C; зависит преимущественно от содержания в нефти парафина (чем его больше, тем температура кристаллизации выше) и лёгких фракций (чем их больше, тем эта температура ниже). Вязкость изменяется в широких пределах (от 1,98 до 265,90 мм²/с для различных не́фтей, добываемых в России), определяется фракционным составом нефти и её температурой (чем она выше и больше количество лёгких фракций, тем ниже вязкость), а также содержанием смолисто-асфальтеновых веществ (чем их больше, тем вязкость выше). Удельная теплоёмкость 1,7—2,1 кДж/(кг∙К); удельная теплота сгорания (низшая) 43,7—46,2 МДж/кг; диэлектрическая проницаемость 2,0—2,5; электрическая проводимость от 2∙10-10 до 0,3∙10−18 Ом−1∙см−1. Нефть — легко воспламеняющаяся жидкость; температура вспышки от −35 до +121 °C (зависит от фракционного состава и содержания в ней растворённых газов). Нефть растворима в органических растворителях, в обычных условиях не растворима в воде, но может образовывать с ней стойкие эмульсии. В технологии для отделения от нефти воды и растворённой в ней соли проводят обезвоживание и обессоливание. Общий состав Нефть представляет собой смесь около 1000 индивидуальных веществ, из которых большая часть — жидкие углеводороды (> 500 веществ или обычно 80—90 % по массе) и гетероатомные органические соединения (4—5 %), преимущественно сернистые (около 250 веществ), азотистые (> 30 веществ) и кислородные (около 85 веществ), а также металлоорганические соединения (в основном ванадиевые и никелевые); остальные компоненты — растворённые углеводородные газы (C1-C4, от десятых долей до 4 %), вода (от следов до 10 %), минеральные соли (главным образом хлориды, 0,1—4000 мг/л и более), растворы солей органических кислот и др., механические примеси (частицы глины, песка, известняка). Углеводородный состав В основном в нефти представлены парафиновые (обычно 30—35, реже 40—50 % по объёму) и нафтеновые (25—75 %). В меньшей степени — соединения ароматического ряда (10—20, реже 35 %) и смешанного, или гибридного, строения (например, парафино-нафтеновые, нафтено-ароматические). Рисунок 1. Схема трубчатой установки для непрерывной перегонки нефти. Устройство тарелок. Отверстия в тарелках, через которые проходят поднимающиеся кверху пары, имеют небольшие патрубки, покрытые сверху колпачками с зубчатыми краями. Через зазоры, образующиеся в месте соприкосновения колпачка с тарелкой, и проходят вверх пары углеводородов. Пробулькивая через жидкость на тарелке, пары охлаждаются, вследствие чего наименее летучие составные части их сжижаются, а более летучие увлекаются на следующие тарелки. Жидкость, находящаяся на тарелке, нагревается проходящими парами, вследствие чего летучие углеводороды из неё испаряются и поднимаются кверху. Избыток жидкости, собирающейся на тарелке, стекает по переточной трубке на нижерасположенную тарелку, где проходят аналогичные явления. Процессы испарения и конденсации, многократно повторяясь на ряде тарелок, приводят к разделению нефти на нужные продукты.
Классификация методов переработки нефти.
Термический крекинг 1. Термический крекинг жидкого нефтяного сырья под высоким давлением (от 20 до 70 ат). 2. Термический крекинг нефтяных остатков при низком давлении (коксование, деструктивная перегонка). 3. Пиролиз жидкого и газообразного нефтяного сырья. Вся эта группа процессов характеризуется применением в зоне реакции высоких температур — примерно от 450 до 1200° С. Под действием высокой температуры нефтяное сырье разлагается (собственно крекинг). Этот процесс сопровождается вторичными реакциями уплотнения вновь образовавшихся углеводородных молекул. Термический крекингпод высоким давлением применяют для переработки относительно легких видов сырья (от лигроина до мазута включительно) с целью получения автомобильного бензина. Процесс ведут при 470—540° С. При переработке нефтяных остатков — полугудронов и гудронов — целевым продуктом обычно является котельное топливо, получаемое в результате снижения вязкости исходного остатка. Такой процесс неглубокого разложения сырья носит название легкого крекинга, или висбрекинга. Вис-брекинг проводят под давлением около 20 ат. Термический крекингнефтяных остатков при низком давлении проводят в направлении их «декарбонизации», т. е. концентрирования асфальто-смолистых веществ сырья в твердом продукте — коксе и получения в результате этого более богатых водородом продуктов: газойля, бензина и газа. Такая форма термического крекинга называется коксованием. Нередко кокс является целевым продуктом этого процесса. Разновидность термического крекинга нефтяных остатков при низком давлении — так называемая деструктивная перегонка, направлена на получение максимального выхода соляровых фракций при минимальном количестве тяжелого жидкого остатка*. Коксование и деструктивную перегонку проводят при давлении, близком к атмосферному, и температуре 450—550° С. Пиролиз — наиболее жесткая форма термического крекинга. Сырье пиролиза весьма разнообразно. Температура процесса 670 — 800° С и выше, давление близко к атмосферному. Цель процесса — получение газообразных непредельных углеводородов, в основном этилена; в качестве побочных продуктов образуются ароматические углеводороды (бензол, толуол, нафталин). Существуют и промежуточные формы термического крекинга, например парофазный крекинг, осуществляемый при низком давлении и температуре около 600° С. Парофазный крекинг предназначен для производства бензина; одновременно получаются и большие выходы газа, богатого непредельными углеводородами. В настоящее время промышленных установок парофазного крекинга не сооружают. Предложен также вариант процесса коксования остаточного сырья при жестком режиме (около 600° С) с целью повышенного газообразования и ароматизации жидких продуктов. Продукты крекинга могут быть использованы как сырье для нефтехимических синтезов. Гидрогенизационные процессы В результате термокаталитических преобразований нефтяного сырья под давлением водорода можно получать продукты крекинга весьма благоприятного состава. В зависимости от глубины и назначения воздействия водорода различают следующие разновидности гидрогенизационных процессов. 1. Гидроочистка. Процесс проводят с целью облагораживания бензинов, дизельных топлив, масел и других нефтепродуктов путем разрушения содержащихся в них сернистых соединений и удаления серы в виде сероводорода *. 2. Деструктивная гидрогенизация. Процесс заключается в крекинге твердого и жидкого сырья под давлением 300—700 ат. Высокое парциальное давление водорода в зоне реакции позволяет подвергать крекингу такие тяжелые виды сырья, как уголь, сланцы, тяжелую смолу полукоксования углей и нефтяные остатки типа гудрона. Температура процесса 420—500° С. Катализаторы содержат железо, вольфрам, молибден, никель. Целевым продуктом является обычно бензин, но можно отбирать и более тяжелые дистилляты (типа дизельного и котельного топлив). 3. Гидрокрекинг. В процессе применяют разбавители тяжелого жидкого сырья, а также новые эффективные катализаторы. Это позволило значительно снизить давление в реакционной зоне (до 30'—200 ат) и уменьшить расход водорода.
Термический крекинг.
Склонность к дополнительному разложению более тяжелых фракций сырых нефтей при нагреве выше определенной температуры привела к очень важному успеху в использовании крекинг-процесса. Когда происходит разложение высококипящих фракций нефти, углерод-углеродные связи разрушаются, водород отрывается от молекул углеводородов и тем самым получается более широкий спектр продуктов по сравнению с составом первоначальной сырой нефти. Например, дистилляты, кипящие в интервале температур 290–400° С, в результате крекинга дают газы, бензин и тяжелые смолоподобные остаточные продукты. Крекинг-процесс позволяет увеличить выход бензина из сырой нефти путем деструкции более тяжелых дистиллятов и остатков, образовавшихся в результате первичной перегонки. Выход кокса определяется природой перерабатываемого сырья и степенью рециклизации наиболее тяжелых фракций. Как правило, из исходного крекируемого объема образуется примерно 15–25% лигроина и 35–50% газойля (т.е. легкого дизельного топлива) наряду с крекинг-газами и коксом. Последний используется в основном как топливо, исключая образующиеся специальные виды кокса (один из них является продуктом обжига и используется при производстве углеродных электродов). Коксование до сих пор пользуется популярностью главным образом как процесс подготовки исходного материала для каталитического крекинга.
Исходным сырьем для процесса термического риформинга служат низкооктановые лигроиновые (реже керосиновые) фракции. Таким образом, фракционный состав сырья и крекинг-бензина частично совпадает, что указывает на необходимость глубокого преобразования молекул исходного сырья для получения из них ароматизированных бензинов с удовлетворительным октановым числом. Действительно,, октановые числа риформинг-бензинов (в среднем 70—72) наиболее высокие, по сравнению с октановыми числами бензинов других видов термического крекинга под давлением (60—65 для бензинов крекинга мазута). Температурный режим термического риформинга жесткий и зависит от фракционного состава сырья; для бёнзино-лигроиновых фракций температура риформинга достигает 550— 560° С при давлении 50—60 ат. Октановое число получаемого бензина возрастает с увеличением глубины превращения. Удельный вес термического риформинга в нефтяной промышленности в настоящее время невелик, так как широкое промышленное развитие получили более эффективные каталитические процессы (платформинг, гидроформинг). На некоторых заводах практиковалось проводить термический риформинг лигроинов в присутствии разбавителей — продана и бутана (так называемый полиформ-процесс) с целью углубления крекинга и снижения коксообразования. Однако этот процесс быстро потерял свое значение из-за общего снижения роли термического крекинга* а также вследствие развития процессов переработки газообразных фракций С3 и С.}. Наибольшее распространение получил термический крекинг мазутов по двухпечной схеме. Стремление повысить селективность крекинга привело к созданию многопечных установок. Сооружались установки с тремя, четырьмя и даже пятью печами. Так, на четырех печах одной установки осуществляли соответственно легкий крекинг остатка, глубокий крекинг прямогонных газойлевых фракций, глубокий крекинг газойлей — «рисайклов» (рециркулятов) и риформинг лигроина. В результате крекинга по многопечной схеме глубина отбора бензина практически не увеличивалась. В то же время, несмотря на некоторые экономические преимущества, выражавшиеся в пониженных эксплуатационных расходах, многопечные установки были чрезвычайно сложны в эксплуатации. Поэтому широкого развития они не получили.
Газификация угля. Старейший способ получения водорода. Уголь нагревают при температуре 800°-1300° Цельсия без доступа воздуха. Первый газогенератор был построен в Великобритании в 40-х годах XIX века. США предполагают построить электростанцию по проекту FutureGen, которая будет работать на продуктах газификации угля. Впервые о планах подобного строительства заявил еще о 2003 году министр энергетики США Спенсер Абрахам. Мощность станции должна составить 275 МВт. Электричество будут вырабатывать топливные элементы, используя в качестве горючего водород, получающийся в процессе газификации угля.
Водяной газ (синтез-газ, технологический газ) образуется при взаимодействии раскалённого топлива с водяным паром. Поскольку реакция получения водяного газа эндотермична, то для накопления необходимого для газификации количества тепла слой топлива в генераторе периодически продувают воздухом (полученный при этом воздушный газ является побочным продуктом). Состав водяного газа из каменноугольного кокса (объёмных %): 37 CO, 50 H2, 0,5 CH4, 5,5 N2, 6,5 CO2, 0,3 H2S, 0,2 O2; теплота сгорания 11,5 Мдж/м 3 (2730 ккал/м 3), выход газа 1,5 м 3 /кг топлива. Применяя парокислородное дутьё, водяной газ можно получать непрерывно. Например, при газификации мазута под давлением 3 Мн/м 2 (30 кгс/см 2) образуется газ состава (объёмных %): 46,8 CO, 48,8 H2, 3,8 CO2, 0,3 CH4, 0,3 N2; теплота сгорания 12,3 Мдж/м 3 (2940 ккал/м 3). Смешанный газ (смесь воздушного и водяного газов) получают при Г. т. на паровоздушном дутье. Например, состав смешанного газа из кускового торфа (объёмных %): 8,1 (CO2 + H2S), 28 CO, 15 H2, 3 CH4, 45,3 N2, 0,4 C m H n, 0,2 O2; теплота сгорания 6,9 Мдж/м 3 (1660 ккал/м 3), выход газа 1,38 м 3 /кг топлива. Городской газ из угля получают на парокислородном дутье под давлением до 2—3 Мн/м 2 (20—30 кгс/см 2); в этих условиях газ обогащается метаном; например, при газификации бурого угля образуется газ состава (объёмных %): 23,6 CO, 55,7 H2, 14,3 CH4, 5,5 N2, 0,2 (CO2 + H2S) и 0,7 C m H n; теплота сгорания около 16,8 Мдж/м 3 (4000 ккал/м 3), выход газа 0,97 м 3 /кг топлива. Городской газ из жидкого топлива получают комбинированием газификации и пиролиза под давлением. Мощность установок по производству газа из твёрдого топлива достигает 80 000 м 3 /час в одном агрегате; из жидкого топлива — до 60 000 м 3 /час. Преобладающая тенденция в развитии техники Г. т. — осуществление процесса под высоким давлением (до 10 Мн/м 2 и выше) в агрегатах большой мощности. Степень использования тепла (кпд Г. т.), заключённого в топливе, составляет 70—90%. Г. т. получила распространение в 19 в. благодаря преимуществам газового топлива перед твёрдым и жидким. Одновременно развивалось производство светильного газа, основанное на процессах термической деструкции топлива без доступа воздуха (сухой перегонки, коксования). При Г. т. в газ переходит вся горючая часть топлива, а при образовании светильного газа — только часть топлива. В 1-й половине20 в. водяной газ производился с целью получения водорода для синтеза аммиака и искусственного жидкого топлива. После 2-й мировой войны 1939—45 интенсивно стали разрабатываться способы газификации жидких топлив под давлением, особенно в районах, удалённых от источников природного газа. В СССР успешно разрабатываются методы получения из высокосернистого котельного топлива (мазута) малосернистого газообразного топлива для электростанций. Благодаря этому резко уменьшаются загрязнение воздушного бассейна сернистым газом, а также коррозия котельного оборудования.
Тепловой эффект кДж/кмоль.... 49820 52040 55770 60960 68660 ккал/кмоль..... 11900 12430 13320 14560 16400
Тепловой эффект кДж/кмоль.... 49820 52040 55770 60960 68660 ккал/кмоль..... 11900 12430 13320 14560 16400
Рис. 1. Структурная схема производства серной кислоты из серы. 1 – осушка воздуха; 2 – сжигание серы; 3 – охлаждение газа, 4 –контактирование; 5 –абсорбция оксида серы (IV) и образование серной кислоты. Теоретические основы. Разложение фторапатита серной кислотой. Этот процесс может быть представлен следующим суммарным уравнением: 2Ca5(P04)3F + 7Н2S04 + 6,5Н20 = 3[Са(Н2Р04)2•Н20] + 7[CaSO4-0,5H2O] + 2HF + 227,4 кДж (1) Практически в процессе производства простого суперфосфата разложение протекает в две стадии. На первой стадии около 70% апатита реагирует с серной кислотой. При этом образуется фосфорная кислота и полугидрат сульфата кальция: Ca5(P04)3F + 5H2S04 + 2,5Н2О = 5 (CaSO4-0,5H2O) + 3H3P04 + HF (2) Так как растворимость сульфата кальция в фосфорной кислоте мала, он сразу начинает кристаллизоваться. При этом микрокристаллы сульфата кальция образуют структурную сетку, удерживающую большое количество жидкой фазы, и суперфосфатная масса затвердевает (схватывается). Этому способствует также перекристаллизация сульфата кальция из полугидрата в ангидрит:
2(CaS04•0,5Н20) = 2СаS04+Н20 После полного израсходования серной кислоты начинается1 вторая стадия разложения, в которой оставшийся апатит (30%) разлагается фосфорной кислотой: Са6(Р04)3Р + 7Н3Р04 + 5Н20 = 5 [Са(H2РО4)2 • Н2О] + HF (3) Образующийся монокальцийфосфат в отличие от сульфата кальция не сразу выпадает в осадок. Он постепенно насыщает раствор фосфорной кислоты и начинает выкристаллизовываться в виде Са(Н2Р04)2•Н20, когда раствор становится насыщенным. Реакция (3) протекает значительно медленнее, чем реакция (2), что объясняется низкой активностью фосфорной кислоты и кристаллизацией твердых фаз. Она начинается в суперфосфатных камерах и длится еще в течение 5—20 сут. хранения суперфосфата на складе. После дозревания на складе разложение фтор апатита считают практически законченным, хотя в суперфосфате еще остается небольшое количество неразложившегося фосфата и свободной фосфорной кислоты. Скорость разложения фосфата в основном зависит от нормы и концентрации серной кислоты, температуры процесса, степени измельчения фосфата. Стехиометрическая норма серной кислоты для разложения апатитового концентрата рассчитывается по суммарному уравнению (1) и составляет 63,47 кг 100%-ной Н2S04 на 100 кг сырья. Чтобы ускорить процесс разложения, практическую норму расхода серной кислоты повышают до 68—72 кг. Концентрация серной кислоты оказывает существенное влияние на скорость разложения фосфата. Она определяет не только химическую активность кислоты, но и характер кристаллических пленок сульфата кальция, осаждающихся на поверхности зерен фосфата. При низких концентрациях серной кислоты степень пересыщения раствора сульфатом кальция мала, поэтому из раствора выделяются относительно крупные кристаллы сульфата кальция. Они образуют на поверхности зерен фосфата пористую, рыхлую пленку, которая не препятствует диффузии жидкой фазы к поверхности фосфата. Скорость разложения фосфатов в этом случае достаточно велика. При высоких концентрациях серной кислоты жидкая фаза быстро пересыщается сульфатом кальция, из раствора выпадает большое количество мелких игольчатой формы кристаллов сульфата кальция, которые покрывают поверхность фосфата плотной пленкой. Это замедляет реакцию. Установлено, что максимальная скорость разложения фосфатов достигается при концентрации Н2S04 в реакционной пульпе равной 5—10%. В практических условиях применяют кислоту с начальной концентрацией 68,5—69,5% Н2S04. При непрерывном ведении процесса разложения серную кислоту вводят в постоянный объем реакционной пульпы, содержащей в жидкой фазе фосфорную кислоту. В этих условиях серная кислота сразу же разбавляется примерно до 30%, что приближается к оптимальной концентрации. Применение серной кислоты более низкой концентрации недопустимо, так как с кислотой будет вводиться слишком много воды. В результате может образоваться влажный мажущийся суперфосфат или, вообще, несхватывающаяся пульпа. Скорость разложения фосфатов увеличивается с ростом температуры. Повышение температуры способствует также более интенсивному выделению фторсодержащих газов и большему испарению воды, т. е. снижению влажности суперфосфата. Однако при очень высокой температуре ухудшаются физические свойства суперфосфата. В оптимальных условиях температура в суперфосфатной камере находится в пределах 115—120 °С. Необходимый температурный режим поддерживается за счет тепла реакции и подогрева исходной серной кислоты до 55— 65 °С. Степень измельчения фосфата значительно влияет на скорость разложения. Мелкие частицы сырья разлагаются быстрее, чем крупные. Однако с повышением тонины помола фосфата увеличивается расход энергии на измельчение. В апатитовом концентрате, используемом в производстве суперфосфата, содержание частиц размером 160 мкм и более не должно превышать 11,5%. В перспективе намечается переход на более измельченное сырье. Большое влияние на скорость разложения фосфата в начальный период оказывает интенсивность и продолжительность перемешивания реагентов в смесителе. Интенсивное перемешивание обеспечивает однородность пульпы, снижает степень пересыщения раствора в пограничном слое, что способствует образованию более крупных кристаллов сульфата кальция и, следовательно, более проницаемых пленок на зернах фосфата. Это, в свою очередь, ускоряет разложение. Чтобы избежать затвердевания реакционной пульпы в смесителях, продолжительность перемешивания должна быть не более 5—7 мин. Разложение фтор апатита серной кислотой сопровождается побочными реакциями. Нефелин, присутствующий в апатитовом концентрате в. качестве примеси, разлагается одновременно с фторапатитом по следующему уравнению суммарной реакции: 4Са5(Р04)3Р + NaАlSiO4 + 20Н2SО4 = 20СаSО4 + ЗNаН2Р04 + ЗАl(Н2Р04)3 + ЗН2SiO3 + 4НF + 3Н20 Выделяющийся гель кремниевой кислоты способствует схватыванию суперфосфата. Природные оксиды железа разлагаются по суммарной реакции: 2Са6(Р04)3F+ Fe2О + 10Н2SО4 = 10СаSО4 + 2Fе(Н2Р04)3 + 2НF + 3Н20 В результате разложения минеральных примесей в раствор переходят кислые однозамещенные фосфаты натрия, калия, алюминия и железа. Фторид водорода, выделяющийся при разложении фторапатита, легко вступает в реакцию с кремниевой кислотой, которая всегда присутствует в природных фосфатах. В результате получается газообразный тетрафторид кремния: 4HF+ Н2SiO3 = SіF4 + ЗН20 Поэтому в газах, выделяющихся при разложении фосфатов, фтор содержится в виде SіF4. Часть фтора остается в суперфосфате в виде кремнефтористоводородной кислоты или ее солей, образующихся по реакциям: SіF4 + 2НF = Н2SіF6 (Nа, К)20 + Н2SiF6 = (Na, К)2SіF6 + Н20 Выделение из реакционной смеси газообразного SіF4, а также паров воды придает затвердевающему суперфосфату пористую структуру, что улучшает его физические свойства. Складское дозревание суперфосфата. В суперфосфатных камерах степень разложения фосфата составляет 84—87%. После складского дозревания она увеличивается до 90—95%. Чтобы ускорить процесс разложения фосфата на складе, суперфосфат охлаждают до 30—50 °С распылением и перелопачиванием. При охлаждении происходит кристаллизация Са(Н2Р0 4) 2•Н2О из жидкой фазы, за счет чего увеличивается концентрация Н3Р04 в растворе и разложение фосфата ускоряется. Нейтрализация. Дозревший суперфосфат имеет высокую кислотность. Он содержит до 5,5 % свободного Р2О5.Для улучшения качества суперфосфат нейтрализуют твердыми добавками. Чаще всего для нейтрализации применяют известняк или мел, а также доломит, фосфоритную муку, обесфторенные фосфаты и др. При нейтрализации" свободной фосфорной кислоты добавками, содержащими кальций, образуется монокальцийфосфат: СаС03 + 2Н3Р04 = Са(Н2Р04)2•Н20 + С02 После нейтрализации увеличивается содержание твердой фазы в суперфосфате и улучшаются его физические свойства. Нельзя допускать избытка нейтрализующих добавок. Это приводит к образованию неусвояемого трикальцийфосфата и, следовательно, к потере водорастворимого Р2О5 (процесс ретро-градации): Са(H2P04)2 + 2СаС03 = Са3(Р04)2 + 2Н20 + 2С02 Технологическая схема. Простой суперфосфат получают непрерывным способом с использованием кольцевой вращающейся камеры. На рис. 1 изображена технологическая схема производства простого суперфосфата, включая стадии складского дозревания,. нейтрализации и гранулирования.
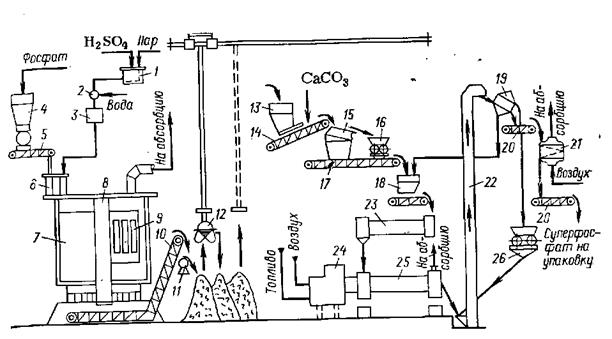
Рис. 1. Технологическая схема получения простого гранулированного суперфосфата: 1 — напорный бак; 2— кислотный смеситель; 3—щелевой расходомер; 4 — бункер; 5 — весовой дозатор; 6 — шнековый смеситель; 7 — суперфосфатная камера; 8 — центральная (разгрузочная) труба; 9 — фрезер; 10, 14, 17, 20 — транспортеры; 11 — разбрасыватель", 12 — грейферный кран; 13 — бункер для вызревшего суперфосфата; 15, 19 — грохоты; 16, 26 — валковые дробилки; 18 — бункер для нейтрализованного суперфосфата; 21 — холодильник; 22 — элеватор; 23 — барабанный гранулятор; 24 — топка; 25 — барабанная сушилка. Серную кислоту, подогретую до 55—65 °С, из напорного бака 1 направляют в кислотный смеситель 2, где разбавляют водой до 68—68,5% Н2S04. Через щелевой расходомер 3 серную кислоту непрерывно дозируют в смеситель 6, где в течение нескольких минут смешивают с апатитовым концентратом, поступающим на бункера 4 через весовой дозатор 5. Образующаяся при смешении густая сметанообразная пульпа при температуре110—115°С непрерывно поступает в суперфосфатную камеру 7. Здесь продолжается начавшаяся в смесителе реакция разложения фосфата серной кислотой. После затвердевания суперфосфатную массу вырезают ножами фрезера 9. Срезанный суперфосфат через центральную разгрузочную трубу 8 удаляют и камеры и ленточным транспортером 10 подают на склад. С транспортера суперфосфат попадает на разбрасыватель 11 разбивающий комки суперфосфата. При этом часть влаги испаряется и суперфосфат охлаждается. Отходящие из камеры фторсодержащие газы поступают на очистку в абсорбционные камеры, орошаемые водой или разбавленной кремнефтористоводородной кислотой. При циркуляции в камерах получается 8—10%-ный раствор Н2SіF6, который отводят на переработку. Суперфосфат выдерживают на складах в течение 5—20 сут, где он хранится в кучах высотой 6—10 м. В течение этого времени с помощью грейферного крана 12 суперфосфат 2—3 раза перелопачивают для охлаждения. Вызревший суперфосфат смешивают с сухим молотым известняком для нейтрализации, отсеивают от крупных частиц на грохоте 15 и измельчают в валковой дробилке 16. Затем в барабанном грануляторе 23 порошкообразный суперфосфат смешивают с ретуром, увлажняют до 13—17%-ной влажности и при вращении барабана окатывают в гранулы округлой формы. Для увеличения прочности гранул процесс грануляции можно проводить в присутствии пара при температуре 60—75 °С. Влажные гранулы сушат в прямоточной барабанной сушилке 25. Температура топочных газов на входе 600—650 °С, на выходе ПО—120 °С. Высушенный продукт классифицируют на виброгрохоте 19. Фракция с размером гранул 1—4 мм является товарным продуктом. Его охлаждают в аппарате КС 21 и подают на затаривание. Мелкую фракцию направляют на грануляцию, а крупную измельчают в дробилке 26 и возвращают элеватором 22 на грохот.
ОБЩИЕ СВЕДЕНИЯ. К важнейшим видам продукции основной химической промышленности наряду с минеральными кислотами и удобрениями относятся содовые продукты — кальцинированная сода, каустическая сода и бикарбонат натрия. Кальцинированная сода широко применяется во многих отраслях промышленности, а также для бытовых нужд. До 25% кальцинированной соды применяется в химической промышленности для получения бикарбоната натрия, каустической соды и других солей натрия, стекла, в анилинокрасочном и лакокрасочном производствах. Основными потребителями кальцинированной соды являются цветная и черная металлургия, нефтяная, пищевая, целлюлознобумажная, текстильная и другие отрасли промышленности. Кальцинированная сода — Ка2С03 — представляет собой белый кристаллический порошок с температурой плавления 852 °С, плотностью 2533 кг/м3. Насыпная плотность кальцинированной соды составляет от 500 до 700 кг/м3. Выпускается также специальный сорт соды — так называемая «тяжелая» сода. Насыпная плотность «тяжелой» соды — от 800 до 1000 кг/м3. Кальцинированная сода — гигроскопичная соль. Она хорошо растворяется в воде с выделением тепла. При нагревании раствора выше 32,5 °С растворимость соды снижается. Качество кальцинированной технической соды из нефелинового сырья определяется требованием ГОСТ 10680—70. Методы получения соды. Кальцинированную соду получают тремя способами: аммиачным, из природной соды и комплексной переработкой нефелинов. В нашей стране аммиачный способ является основным. Процесс переработки нефелинов с получением глинозема, содовых продуктов (соды и поташа) и цемента на основе апатито-нефелинового месторождения Кольского полуострова, а также нефелиновых руд Сибири постепенно приобретает большое значение. В отдельных зарубежных странах кальцинированную соду получают из природной соды. В общем объеме производства доля синтетической соды, получаемой аммиачным способом, составляет 84%. а из нефелина—16%. Мощности по выпуску аммиачной соды используются на 95—100%, а нефелиновой соды — на 85—95%. Сырье. Основным сырьем для производства кальцинированной соды являются мел или известняк и раствор поваренной соли. Кроме того, применяют еще ряд вспомогательных материалов — аммиак, воду, пар и электроэнергию. Карбонатное сырье. Для получения оксида углерода (IV) и извести на содовых заводах применяют известняк или мел, называемые, карбонатным сырьем. От качества карбонатного сырья в значительной мере зависит нормальная работа содового завода. Применение известняка более желательно, чем применение мела. При увеличении влажности мела возрастает расход топлива на его обжиг и, следовательно, расход воздуха на сжигание топлива. С увеличением расхода воздуха снижается концентрация СО2 в печном газе. Кроме того, прочность мела ниже, чем известняка. Содержание СаС03 в известняке в соответствии с ОСТ 21-27—76 в пересчете на сухой продукт должно быть не менее 92%. Расход карбонатного сырья (100% СаСО3) на 1 т соды составляет 1,1—1,25 т. Содовые заводы обычно находятся вблизи месторождений карбонатного сырья. Поваренная соль широко распространена в природе как в твердом виде, так и в виде растворов. В производстве соды аммиачным способом применяют не твердую соль, а рассол, стоимость добычи которого путем выщелачивания соли во много раз ниже стоимости добычи твердой соли. На содовых заводах к рассолу предъявляются следующие требования: он должен быть насыщенным или близким к насыщению. Максимальная концентрация ЫаС1 в воде при 15 °С равна 317 г/л. В содовой промышленности концентрацию растворов принято выражать в так называемых нормальных делениях (н.д.). Одно нормальное деление соответствует содержанию 1/20 экв. вещества в 1 л раствора. На практике применяют рассол, содержащий 305—310 г/л NаСl, что соответствует 104,3— 106,0 н. д. Увеличение концентрации NаСl благоприятно влияет на степень его использования, что ведет к уменьшению удельного расхода рассола, к снижению расхода аммиака, известняка, пара, воды, электроэнергии на 1 т со   Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|