|
|
Режимы работы станка заданной модели. Система управления станка
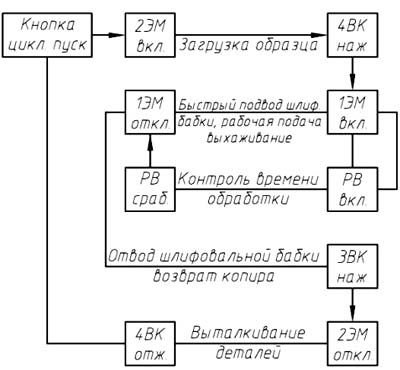
Рис.4.4.
Нажатием на кнопку "Пуск цикла врезания" включается электромагнит 2ЭМ золотника 8(2). В результате включения электромагнита 2ЭМ произойдет загрузка образца в зону шлифования и нажмется конечный выключатель 4ВК (рис. 4.4.), который включит электромагнит 1ЭМ золотника 8(1). В результате включения электромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию и срабатывают золотники 11 и 9. Поршень гидроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг "Пуск цикла врезания" цикл повторяется. Патентно-информационные исследования конструкций шпиндельных бабок, шпиндельных узлов, приводов подач и их элементов, механизмов и устройств Суть бесцентрового шлифования, при котором деталь, подвергаемая обработке, не фиксируется в зажимных приспособлениях, заключается в следующем: заготовка размещается между двумя вращающимися абразивными кругами, а нижняя ее часть опирается на специальный поддерживающий нож. Ось вращения детали, что важно, располагается несколько выше оси абразивных кругов. Один из них является ведущим, скорость его вращения составляет 10–50 м/мин, а за выполнение бесцентрового шлифования отвечает второй, вращающийся со значительно более высокой скоростью, составляющей 30–35 м/с. Таким образом, вращение обрабатываемой заготовке сообщается при помощи одного круга (ведущего), а сама обработка выполняется посредством второго, который вращается в 60–100 раз быстрее ведущего.
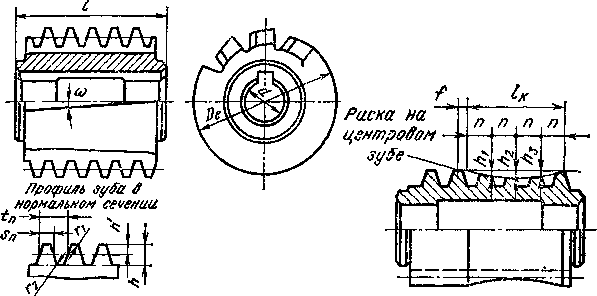
Рис.4.5 Схема бесцентрового шлифования: 1 – шлифующий круг; 2 – ведущий круг; 3 – заготовка; 4 – опора. Достаточное сцепление детали с поверхностью ведущего круга обеспечивается благодаря тому, что сила резания, создаваемая при бесцентровом шлифовании, возрастает при уменьшении скорости вращения абразивного круга. Чтобы увеличить силу сцепления, используют ведущие круги, изготовленные на вулканитовой связке. Благодаря таким технологическим приемам скорость, с которой вращается обрабатываемое изделие, очень незначительно отличается от скорости вращения ведущего круга: как правило, деталь вращается всего на 1–3% быстрее. Описание и анализ конструкций режущих инструментов и инструментальной оснастки. Описание конструкции и назначение червячной модульной фрезы Червячная фреза (рис. 5.10), представляет собой соответствующим образом спрофилированный червяк с режущими зубьями (рис. 5.11), имеющими передний и задний углы. Передний угол у — угол между передней поверхностью зуба и радиальной плоскостью фрезы. Для чистовых фрез y = 0. Задний угол а у наружных кромок — угол между задней поверхностью зуба и плоскостью, касательной к наружному цилиндру и проходящей через данную кромку; он равен 10—12°. Задние боковые углы (у боковых режущих кромок) составляют 3—4°. Задние углы червячных фрез образуются затылованием на затыловочных станках (кроме острозаточенных фрез, зубья которых затачивают по задним поверхностям на затыловочных или шлифовальных станках).
Рис. 5.10 - Червячная фреза
Рис. 5.11 - Передний y и задний а углы червячной фрезы Классификация Червячные фрезы классифицируют по роду обработки, числу заходов, направлению витков и по конструкции. По роду обработки различают черновые, чистовые и прецизионные фрезы. Черновые фрезы предназначены для предварительного нарезания зубьев. Они могут быть изготовлены с меньшей точностью. чем чистовые, и иметь передний угол («поднутрение»), равный 5—7°. Толщина зубьев этих фрез обычно меньше, чем у чистовых, на величину припуска под чистовое нарезание. Чистовые фрезы, предназначенные для чистовой обработки зубьев, стандартизированы. Их размеры указаны в ГОСТ 9324—80Е. Прецизионные фрезы, предназначенные для нарезания зубьев колес особо точных передач, например турбинных, выполняют обычно с увеличенным диаметром. По числу заходов различают однозаходные и многозаходные (двух и трехзаходные) фрезы. Последние имеют увеличенный угол подъема витка и, следовательно, дают большую ошибку профиля нарезаемых зубьев. Их применяют для чернового нарезания перед последующей чистовой обработкой или отделкой зубьев с целью снижения машинного времени зубообработки. В последнее время в некоторых случаях применяют многозаходные чистовые червячные фрезы с увеличенным диаметром. По направлению витков фрезы бывают правые (правозаходные) и левые (левозаходные), по конструкции цельные и сборные (со вставными рейками — гребенками или со вставными зубьями). Кроме перечисленных, находят применение следующие специальные фрезы: - черновые фрезы высокой производительности с измененной схемой резания. К ним относятся фрезы «Прогресс» и др. От обычных фрез они отличаются тем что их зубья делают различной высоты или толщины с целью обеспечения увеличенных подач вследствие более равномерной загрузки зубьев фрезы при черновом нарезании; черновые острозаточенные фрезы конструкции ВНИИ, зубья которых не затылуют, а затачивают по задним граням; - фрезы с уменьшенным углом профиля (чистовые или черновые) для облегчения процесса резания и уменьшения шероховатости поверхности нарезаемых зубьев; - фрезы зубья которых оснащены пластинками из твердого сплава; - фрезы под шевингование или шлифование (с уменьшенным углом профиля на верхнем участке зуба); - фрезы незатылованные сборные (со вставными рейками), зубья которых шлифуют на резьбо- или червячно-шлифовальных станках. Червячные фрезы изготовляются из стали марок Р18 и Р9 или 9ХС. Твердость фрез из быстрорежущей стали 62 – 65 HRC
Конструкции фрез Чистовые фрезы (ГОСТ 9324—80Е) изготовляют следующих типов и классов точности: типа 1 — цельные прецизионные класса точности АА (модуль 1—10 мм); типа 2 — цельные модулей 1—10 мм классов точности А, В, С и D; модулей 11 —14 мм классов точности АА, А, В, С и D; модулей 16— 20 мм классов точности А А и А; типа 3 — сборные модулей 8—25 мм классов точности А, В, С и D.
Рис. 5.12 - Стандартная чистовая червячная фреза
Особо точные фрезы класса ААА по ОСТ 2ИЧ1-1—75 (Минстанкопром) предназначены для обработки колес 5-й степени точности. Фрезы изготовляют со шлифованным профилем по длине не менее 1/3 длины зуба. Для фрез, изготовляемых в централизованном порядке, установлен передний угол 0, а задний угол на наружном диаметре 9— 12°. По согласованию с заказчиком фрезы типа 2 и 3 изготовлены с заборным конусом (для косозубых колес), фрезы классов точности АА и А — с модифицированным профилем. Цельные фрезы и режущую часть сборных фрез изготовляют из быстрорежущей стали. Твердость режущей части HRC 62—65. Уменьшение твердости фрез приводит к резкому снижению их стойкости. Основные размеры стандартных фрез (рис. 10) приведены в табл. 10 и 11. Радиус скругления зубьев фрез принимают равным (0,3—0,4) m. Отклонение диаметра посадочного отверстия фрез класса АА и А в поле допуска H5 (СТ СЭВ 144-75).
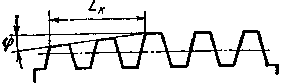
Высокопроизводительные фрезы. При черновом нарезании колеса червячными фрезами наибольшая нагрузка приходится на наружные (периферийные) режущие кромки зубьев, срезающие основную часть припуска. Эти кромки по длине фрезы загружены неравномерно по толщине и длине срезаемой стружки. Вследствие этого допускаемая подача в процессе резания определяется по наиболее нагруженному зубу фрезы, Подачу можно значительно увеличить, если более равномерно нагружать зубья фрезы. С этой целью срезают часть зуба по высоте на наружной поверхности фрезы, что осуществляется на затыловочном станке по шаблону. Эти фрезы являются фрезами определенной установки, т. е. их довольно точно устанавливают в осевом направлении, для чего на одном зубе фрезы наносят риску, которая должна совпадать с межосевым перпендикуляром (рис.5.13). При иной установке, а также при нарезании корригированной фрезой колес с числом зубьев, значительно отличающимся от расчетного, она может быть использована как обычная черновая фреза. Эффективным является разделение стружки в месте сопряжения вершинной и боковой режущих кромок. Фрезы выполняют с зубьями различной высоты и толщины или только различной высоты (рис. 5.13, а). Они известны как фрезы с прогрессивной схемой резания. Перепад между режущими кромками может быть равным наибольшей толщине стружки (0,05—0,3 мм), срезаемое вершиной или боковой кромкой или превышать ее не более чем на 0,1 мм. Сопряжения вершинной и боковой кромок можно выполнять попеременно с одной и другой стороны зубьев по радиусу или по прямой (рис. 5.13, б).
Рис. 5.13 - Профили зубьев червячной фрезы: а — переменные высота и толщина зубьев; б — сопряжение вершинных и боковых кромок по радиусу и по прямой.
Применение указанных фрез с измененной схемой резания целесообразно для серийного изготовления колес с модулем 2—26 мм на жестких станках. При этом подача может быть увеличена в 1,5—2 раза по сравнению с подачами, допускаемыми нормальными фрезами. К числу таких фрез относят черновые фрезы с заборным конусом ф = 6-8°, выполняемым на длине примерно трех витков (Lк = 10m) для улучшения условий резания (рис. 5.14). Если фреза и нарезаемое колесо одного направления (оба правые или оба левые), то при фрезеровании против направления подачи конус следует делать на выходе фрезы из заготовки по направлению ее вращения, и наоборот.
Рис. 5.14 - Заборный конус черновых червячных фрез для нарезания косозубых колес
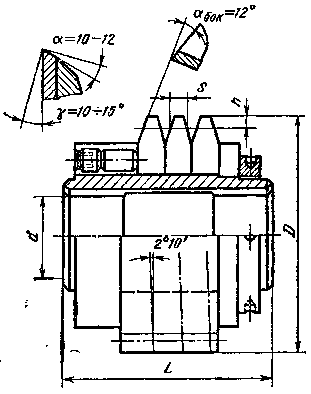
Сборные острозаточенные фрезы конструкции ВНИИ (рис. 5.15) предназначены для чернового нарезания зубьев или обработки их под шлифование или шевингование. Зубья этих фрез, изготовляемые из быстрорежущей стали, не затылуют, а затачивают до сборки фрезы наостро по задним поверхностям так, чтобы задние углы (при вершине и боковые) составляли 10—12°. Передний угол делают равным 10—15°. Применение таких фрез позволяет увеличить подачу и повысить стойкость инструмента.
Рис. 5.15 - Сборная острозаточенная червячная фреза со вставными зубьями
Червячные фрезы с поворотными рейками (рис. 5.16). Главной особенностью фрез является наличие в корпусе паза трапециевидной формы под рейками, боковые стороны которого смещены с оси корпуса. По отношению к оси симметрии паза, проходящей через ось отверстия, одна сторона паза составляет угол 32°, а другая угол 58°. Это дает возможность при установке реек в положение, показанное на рис. 5.16 штриховой линией, корпус / использовать в качестве технологического, так как боковые поверхности зубьев реек располагаются по винтовой поверхности, а вершина — на цилиндрической поверхности. Рейки 2 имеют выступы на торцах, на которые с натягом 0,06— 0,08 мм надевают крепежные кольца, рейки устанавливают в две полукольцевые шпонки 3, а крышки 5 напрессовывают на установочные торцовые выступы реек и удерживают их в осевом и радиальном направлениях. Крышки для надежности крепят винтами 4 . Рис. 5.16 - Фреза с поворотными рейками Фрезы с уменьшенным профильным углом. По теории эвольвентного зацепления колесо с заданным углом зацепления может быть нарезано методом обкатки инструментом с иным углом профиля при условии равенства шагов зацепления инструмента и нарезаемого колеса. Это позволяет использовать вместо обычных червячных фрез (а = 20°) фрезы с уменьшенным углом профиля (до а = 0). Применение таких фрез обеспечивает снижение теоретической высоты h (в мм) микронеровностей (гребешков) на боковых поверхностях фрезеруемых зубьев
где - Dеф — наружный диаметр фрезы, мм. При этом улучшается процесс резания и обеспечивается более рациональное распределение припуска на окончательную обработку. Фрезы многозаходные с увеличенным диаметром, предназначенные для нарезания колес m= 4-5 мм, выполняют сборными. Наружный диаметр таких фрез 250—400 мм, число заходов до 4—5. Их основное преимущество — возможность работы с увеличенными подачами и соответственно повышенной производительностью благодаря увеличению жесткости оправки и снижению высоты микронеровностей (волнистости) на боковых поверхностях зубьев. Недостаток — более сложная конструкция, а также необходимость снижения частоты вращения, что может привести к уменьшению минутной подачи. Они могут быть использованы на тех станках, габаритные размеры фрезерного суппорта которых позволяют их установку. Для уменьшения основного времени врезание следует производить не в вертикальном, а в радиальном направлении.
Фрезы с модифицированным профилем. При нарезании зубчатых колес с последующим шевингованием и шлифованием зубьев желательно получить на впадине небольшую выкружку для выхода шевера или круга. Для образования такой выкружки применяют червячную фрезу с модифицированным профилем. Модификация заключается обычно в том, что зуб фрезы выполняют с утолщением у вершины. Этот участок имеет уменьшенный угол профиля. Остальные параметры фрезы такие же, как и у обычных фрез. В ряде случаев для нарезания колес с небольшим числом зубьев модифицированный профиль имеет часть зубьев фрезы (5—7 зубьев) в средней части витка. В таких случаях требуется постоянная установка фрезы в осевом направлении (рис. 5.17). Имеются чистовые фрезы с профилем, позволяющим одновременно нарезать колеса и срезать фаски вдоль вершин зубьев (рис. 5.17, б).
Рис. 5.17 - Профиль зубьев червячной фрезы: а — постоянной установки для нарезания колес под зубошлифование (утолщение выполняется на части зубьев фрезы); б —для нарезания зубьев с одновременным срезанием фасок на их вершинах
Конструкция оправки для стандартных червячных фрез показана на рис. 5.18. Оправки и втулки обычно изготовляют из малоуглеродистой стали, цементуемой и закаливаемой до твердости HRC 56—62, а также из стали ХВГ. Промежуточные кольца и гайки изготовляют из стали 45 (HRC 40—45).
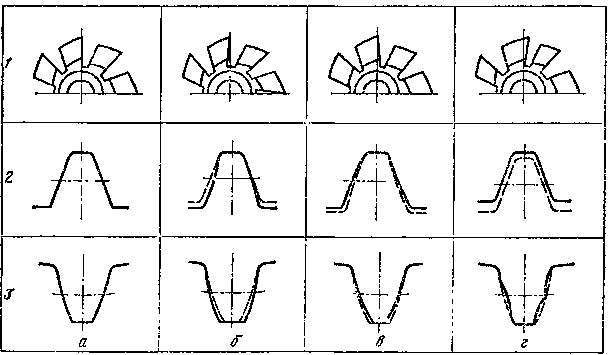
Рис. 5.18 - Оправка для червячных фрез Заточка и переточка затылованных червячных фрез производится по передней поверхности на специальных заточных станках. На рис. 5.19 показаны схемы влияния погрешностей заточки фрезы (расположения передней поверхности фрезы) на профиль нарезанных фрезой зубьев колеса. В случае большого износа фрез по задней поверхности их перешлифовывают на затыловочных станках на которых производится затылование новых фрез.
Рис. 5.19 - Схемы влияния расположения передней поверхности зубьев фрезы на профиль нарезаемых зубьев: 1 — форма заточки передней поверхности фрезы; 2 — профиль зубьев фрезы; 3— профиль зубьев нарезаемого колеса; а — правильная заточка (передняя поверхность фрезы расположена в радиальной плоскости); б, в и г — неправильная заточка (передняя поверхность фрезы отклонена от радиальной плоскости)   Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|