|
|
Генераторная (последовательная) схема протягиванияРежущие зубья имеют переменный профиль. Формообразование осуществляется вспомогательными режущими кромками нескольких зубьев. Достоинство – технологичность. Недостатки: – сравнительно низкая геометрическая точность профиля, – сложность получения задних углов на вспомогательных поверхностях режущих лезвий. Конструкция протяжки (рис. 5.6):
Рис. 5.6 - Протяжка 1 - Хвостовик - служит для закрепления протяжки в патроне станка. Патроны разделяются на кулачковые, резьбовые и клиновые. Форма и размеры хвостовика (рис.5) определяются в зависимости от типа протяжки и посадочного отверстия патрона. Основные типы и размеры хвостовиков стандартизованы. 2 - Шейка - обеспечивает необходимое для станка расстояние от торца протяжки до первого режущего зуба. 3 - Переходной конус - облегчает ввод передней направляющей в отверстие заготовки. 4 - Передняя направляющая обеспечивает соосность инструмента и заготовки, что обеспечивает срезание равномерного припуска, исключает перекос детали. 5 - Режущая часть состоит из черновых и чистовых зубьев, срезающих припуск: - Черновые зубья срезают основную часть припуска и имеют одинаковый, максимальный для данной протяжки, подъем на зуб. - Чистовые зубья срезают поверхностный дефектный слой, плавно снижают силу протягивания за счет постепенного уменьшения подъема на зуб. 6 - Калибрующая часть окончательно фиксирует размер и является запасом на переточку. Калибрующие зубья не имеют стружкоразделительных канавок и их изготавливают одинакового диаметра. На них оставляется цилиндрическая ленточка шириной до 0,2мм, что способствует более длительному сохранению поперечных размеров при переточке калибрующих зубьев. 7 - Задняя направляющая устраняет перекос детали во время выхода из работы последних зубьев. 8 – Цапфа выполняется для дополнительной опоры – люнета в тех случаях, когда возможен прогиб протяжки.
.
Рис. 5.7 - Типы хвостовиков протяжек У протяжек работающих на станках с автоматическим возвратом в рабочее положение, за задней направляющей расположен задний хвостовик под быстросменный патрон. Его форма аналогична форме переднего хвостовика.
Форма и размеры стружечной канавки Стружечная канавка образует переднюю поверхность зуба протяжки и служит для размещения срезаемой стружки. Форма и размеры канавки должны обеспечить хорошее формирование стружки и ее размещение. Канавка не должна чрезмерно ослаблять поперечное сечение протяжки. Размеры канавок стандартизованы.
Рис. 5.8 - Формы и размеры стружочных канавок а) Канавка с прямолинейной спинкой применяется при обработке хрупких материалов, дающих мелкоэлементную стружку. б) Канавка с радиусной спинкой используют при обработке материалов, дающих сливную стружку в) Канавка с увеличенным шагом применяется при обработке прерывистых поверхностей или при необходимости увеличения шага без изменения размеров опасного сечения г) Канавки с неравномерным шагом позволяют избежать появления кольцевых рисок и улучшить качество обработки. Геометрия протяжки Количество зубьев. Расчет количества черновых зубьев производится по формуле с учетом общего припуска под протягивание. Число чистовых зубьев, подъем которых постепенно уменьшается от 0,05 до 0,005 мм, определяется в зависимости от требований к шероховатости обработанной поверхности. Число калибрующих зубьев принимают от 3 до 8, в зависимости от степени точности и конструкции протягиваемой детали. Для обработки более точных отверстий используют протяжки с увеличенным количеством калибрующих зубьев. В этом случае шаг калибрующих зубьев меньше шага режущих зубьев tk=(0,6…1,0) tp. Уменьшение tk способствует устойчивому направлению протяжки, а следовательно, и повышению точности обработки. Потеря номинального размера калибрующими зубьями происходит уже после нескольких переточек. Поэтому целесообразно делать калибрующую часть регулируемой по диаметру. Задний угол a должен обеспечивать хорошие условия резания, уменьшая трение задней поверхности об обработанную поверхность. Значения заднего угла зависят от вида операции (черновая или чистовая) и типа протяжки. Для черновых зубьев a @ 3…4о Для чистовых зубьев a @ 20 Для калибрующих зубьев a @ 30'…1о30' Малое значение заднего угла у протяжек для внутренней обработки обеспечивает увеличение размерной стойкости протяжки. Увеличение угла a приводит к значительному изменению размеров зубьев в поперечном сечении при переточке. У наружных протяжек a = 100 , т.к. размерный износ в этом случае может быть компенсирован перестановкой протяжки относительно обрабатываемой поверхности. Передний угол γ выбирается в зависимости от обрабатываемого материала. Его значение колеблется в пределах 5-25о, для протяжек оснащенных твердым сплавом 0-10о. Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра. Переточка протяжек осуществляется по передней поверхности.
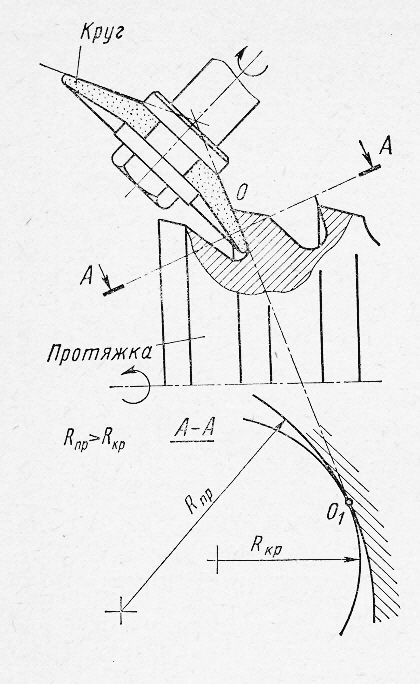
Заточка протяжек Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра. Если радиус шлифовального круга Rкр будет больше радиуса кривизны Rпр передней поверхности протяжки, то шлифовальный круг «завалит» режущую кромку протяжки. Для нормальной заточки требуется выполнение условияRкр<Rпр
Рис. 5.9 - Заточка протяжек
Калибрующие зубья не затачивают, а лишь доводят по передней поверхности, снимая слой толщиной 0,002…0,03 мм, но не после каждой заточки, а через три-четыре.
  ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала...  Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|