
|
|
Нумерация листов РГР должна быть сквозной. Первым листом является титульный лист.Стр 1 из 2Следующая ⇒ Оформление заголовков Заголовки должны четко и кратко отражать содержание разделов, подразделов, при необходимости пунктов. Заголовки следует писать с абзаца строчными буквами (кроме первой прописной) без точки в конце, не подчеркивая. Заголовки разделов и подразделов выделяют «полужирным» шрифтом. Переносы слов в заголовках не допускаются. Расстояние между заголовками раздела, подраздела и текстом должно быть равно 15 мм. Расстояние между заголовками раздела и подраздела – 10 мм. Содержание Содержание включает номера и наименования разделов и подразделов РГР с указанием номеров листов. Слово «Содержание» записывается в виде заголовка (симметрично по тексту) с прописной буквы. Разделы «Введение», «Заключение», «Список источников» не нумеруются, но включаются в содержание документа.
Оформление иллюстраций Иллюстрации могут располагаться по тексту РГР или в приложении. Иллюстрации следует нумеровать арабскими цифрами сквозной нумерацией. На все рисунки документа должны быть приведены ссылки в тексте. При ссылках на иллюстрации следует писать «…в соответствии с рисунком 1….» или «…..на рисунке 1…..». Слово «Рисунок» и наименование помещают после пояснительных данных и располагают следующим образом: «Рисунок 1 – Детали приборов».
Опечатки, описки и графические неточности, обнаруженные в процессе выполнения, допускается исправлять подчисткой или закрашиванием белой краской и нанесением в том же месте исправленного текста машинописным способом или черными чернилами, помарки и следы неполностью удаленного прежнего текста не допускаются.
РГР вкладывается в файл и сдается методисту на кафедру не позднее установленного срока на бумажном носителе.
Задание № 1 для РГР Задание № 1: При выполнении РГР студент должен по номеру варианта определить свой вопрос и представить подробный, развернутый ответ.
Вопросы:
1. Технологическое оборудование и принципы построения автоматизированного производства. 2. Размерные, временные и информационные связи в интегрированном производстве. 3. Размерные связи процесса изготовления деталей. 4. Анализ установочных размерных связей при изготовлении деталей. 5. Размерные связи при автоматической установке заготовки на станок. 6. Размерные связи при стыковки транспортных тележек. 7. Операционные размерные связи в автоматизированном производстве. 8. Основные понятия технологичности. 9. Требования к конструкции изделий, предназначенных для автоматической сборки. 10. Показатели технологичности и их определения. 11. Значение и объем сборочных работ. 12. Основные организационные формы сборки. 13. Методы сборки изделий. 14. Способы и средства транспортирования. 15. Самотечные и полусамотечные транспортные системы. 16. Магазинные загрузочные устройства. 17. Бункерные загрузочные устройства поштучной выдачи предметов обработки. 18. Бункерные загрузочные устройства выдачи предметов обработки порциями (партиями). 19. Бункерные загрузочные устройства непрерывной выдачи предметов обработки. 20. Ориентирующие устройства. 21. Автооператоры и промышленные роботы. 22. Выбор типа и компоновки автоматического сборочного оборудования 23. Однопозиционные сборочные станки 24. Многопозиционные сборочные станки 25. Роторные цепные и многоярусные автоматы. 26. Автоматические линии сборки. 27. Гибкие производственные системы сборки. 28. Преимущества гибких производственных систем. 29. Трудности гибкой автоматизации и меры по их преодолению. 30. Современные направления совершенствования режущих инструментов для автоматизированного производства. 31. Разновидности устройств АСИ многоцелевых станков. 32. Способы идентификации режущих инструментов. 33. Автоматический контроль состояния режущих инструментов. 34. Методы и средства контроля качества изделий в ГПС 35. Способы измерения параметров детали с помощью измерительной головки. 36. Автоматизированные системы удаления отходов. Задание № 2 для РГР Построение циклограммы работы роботизированного технологического комплекса Задание № 2: При выполнении РГР студент должен по последней цифре шифра зачетки определить свой вариант задания и представить подробное решение.
Теоретическая часть При разработке циклограмм работы автоматических машин (систем машин) обычно решаются следующие задачи: 1. Проектируется четкая последовательность действий и необходимых команд управления для всех исполнительных механизмов машины, на основании которой затем составляется управляющая программа (УП). Для РТК, например, по циклограмме его работы составляется УП для промышленного робота (ПР), который координирует работу остального оборудования; 2. Разработанная последовательность действий оптимизируется с целью сокращения общей длительности цикла и отсутствия простаивания основного технологического оборудования РТК. Если при разработке циклограммы определяются времена выполнения отдельных действий (тактов цикла), то такие циклограммы используются для расчета длительности всего цикла и отдельных его фрагментов, расчета производительности РТК. Известны различные формы представления циклограмм: табличные, круговые и пр. Наибольшее распространение получили циклограммы в форме таблицы. Перед построением циклограммы определяется состав оборудования АОЯ и уточняется перечень исполнительных механизмов по каждому оборудованию. Также определяются возможные состояния каждого исполнительного механизма. В данной работе следует учитывать только то оборудование и исполнительные механизмы, которые совершают механические действия (пульты управления, электрошкафы, гидростанции и пр. не учитывать). Для станка следует выбирать те исполнительные механизмы, которые непосредственно участвуют в процессе загрузки-разгрузки детали. Собственно процесс обработки детали по управляющей программе будем считать проходящим между включением и выключением шпинделя и подробно в циклограмме не рассматриваем. Тогда циклограмма будет включать в себя следующие столбцы: - оборудование; - исполнительные механизмы, выполняющие отдельные элементы цикла; - возможные состояния исполнительных механизмов в цикле; - необходимое число тактов цикла. Число строк определяется числом состояний всех исполнительных механизмов. Первоначально выбирается какое-либо состояние всех исполнительных механизмов в качестве исходного. Для выбора исходного состояния можно выбрать любой момент цикла загрузки-разгрузки (например, момент начала загрузки детали). Циклограмму необходимо составить так, чтобы в конце цикла все исполнительные механизмы вернулись в исходное состояние. Далее следует в текстовом виде описать планируемую последовательность срабатывания всех необходимых исполнительных механизмов. При этом необходимо стремиться к максимальному сокращению времени цикла за счет объединения движений в одном такте (одновременное выполнение движений). Однако такое объединение следует осуществлять технически грамотно. Например, нельзя объединять в один такт зажим приспособления станка и разжим схвата ПР (схват может начать срабатывать раньше приспособления и деталь потеряет ориентацию). Время выполнения каждого движения может быть определено по формулам:
где αi βi - углы поворота механизмов; li hi - линейные перемещения механизмов; ωi vi - соответственно паспортные скорости углового и линейного перемещения механизмов по соответствующей координате. Затем начинается собственно заполнение табличной циклограммы. Как правило большинство исполнительных механизмов имеет два состояния (открыто - закрыто, выдвинуто - задвинуто, включено - выключено). В этом случае должны выполняться правила последовательности переключения состояний и четности (количество нахождения исполнительного механизма в одном состоянии должно равняться количеству нахождения его во втором состоянии, т.е. сумма должна делиться на два, иначе исполнительный механизм за цикл не вернется в исходное состояние).
Пример выполнения работы Схема роботизированного технологического комплекса (РТК) приведена на рис. 1. В состав РТК входят: - токарно- патронный полуавтомат 16К20Ф3; - промышленный робот М20П.40.01; - тактовый стол.
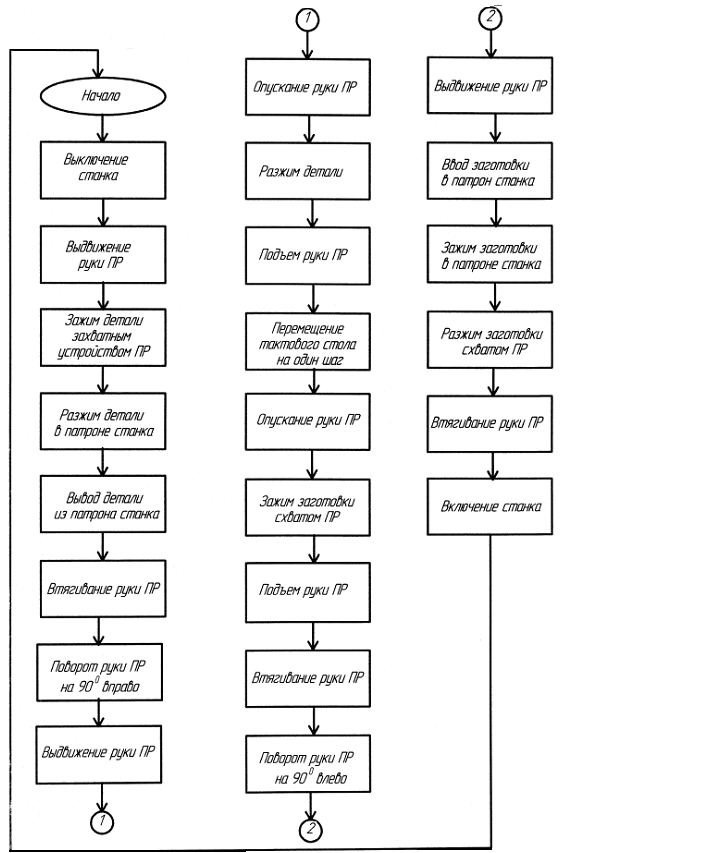
Рисунок 1 – Компоновка АОЯ Для выполнения заданного цикла обработки детали необходимы следующие движения (переходы): - загрузка заготовки в патрон станка; - зажим заготовки в патроне; - отвод руки ПР; - обработка детали; - разгрузка детали из патрона станка на тактовый стол, перемещение тактового стола на 1 шаг (на одну позицию). В формировании заданного цикла участвуют следующие механизмы: станка - зажим детали (патрон); - вращение детали (обработка); промышленного робота - подъем руки; - выдвижение руки; - зажим схвата; - поворот схвата относительно вертикальной оси; тактового стола - перемещение детали (заготовки) на один шаг (на одну позицию). исходное положение оборудования и его механизмов: - патрон станка зажат, ограждение открыто; - суппорт в нулевой (исходной) позиции, в резцовой головке установлен необходимый комплект инструментов для обработки заданной детали, т.е. для выполнения заданного цикла обработки линии центров станка, выше уровня расположения заготовок на тактовом столе; - схват робота разжат, ось детали, первоначально зажимаемой в схвате - горизонтальная; рука втянута и повернута к станку. В соответствии с составленной последовательностью движений механизмов оборудования за цикл построена циклограмма функционирования АОЯ и алгоритм. Принцип работы: после выключения станка ПР забирает обработанную деталь устанавливает в исходную ячейку на тактовом столе. Происходит перемещение стола на одну позицию. ПР забирает деталь с тактового стола устанавливает в зоне обработки. Станок включается для выполнения технологических операций. Время всех перемещений принять равным 1с.
Рисунок 2 – Алгоритм функционирования АОЯ
Задание № 3 для РГР   Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|
 или
или 
 или
или 


 1 – промышленный робот напольного типа
2 – токарный многорезцовый станок
3 – горизонтальное загрузочное устройство
4 - накопитель
1 – промышленный робот напольного типа
2 – токарный многорезцовый станок
3 – горизонтальное загрузочное устройство
4 - накопитель
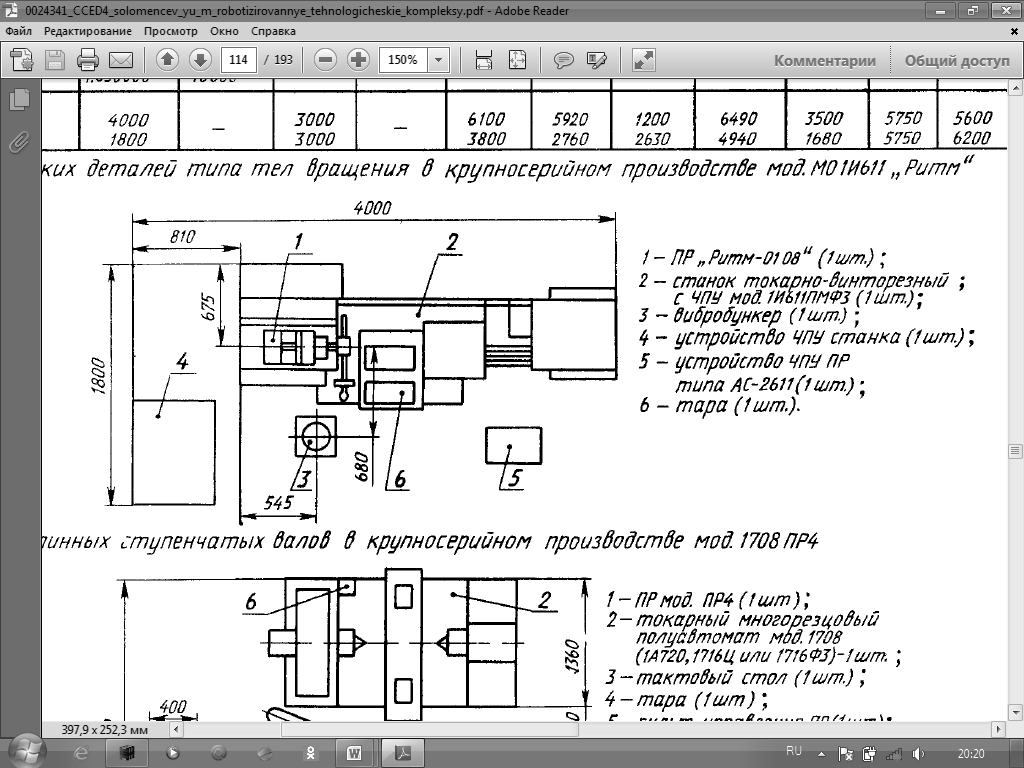 1 – ПР Ритм-01-08
2 – станок токарно-винторезный с ЧПУ
3 – вибробункер
4 – устройство ЧПУ станка
5 - устройство ЧПУ ПР
6 - тара
1 – ПР Ритм-01-08
2 – станок токарно-винторезный с ЧПУ
3 – вибробункер
4 – устройство ЧПУ станка
5 - устройство ЧПУ ПР
6 - тара
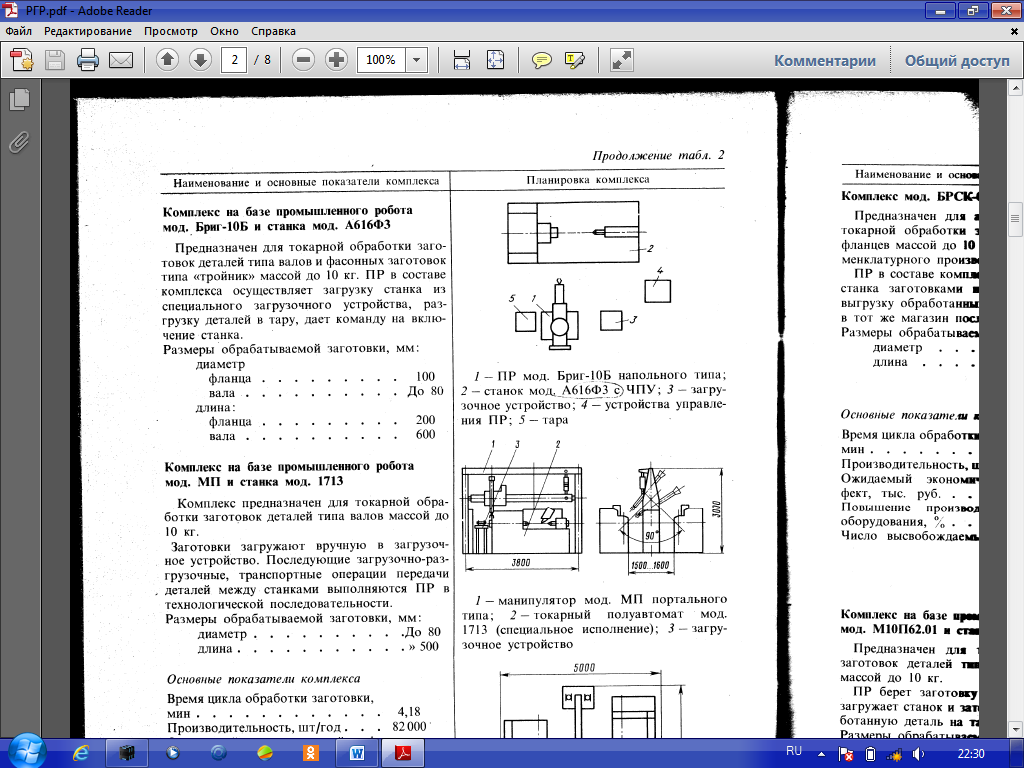 1 – промышленный робот напольного типа
2 – станок с ЧПУ
3 – загрузочное устройство
4 – устройство управления ПР
5 - тара
1 – промышленный робот напольного типа
2 – станок с ЧПУ
3 – загрузочное устройство
4 – устройство управления ПР
5 - тара