|
|
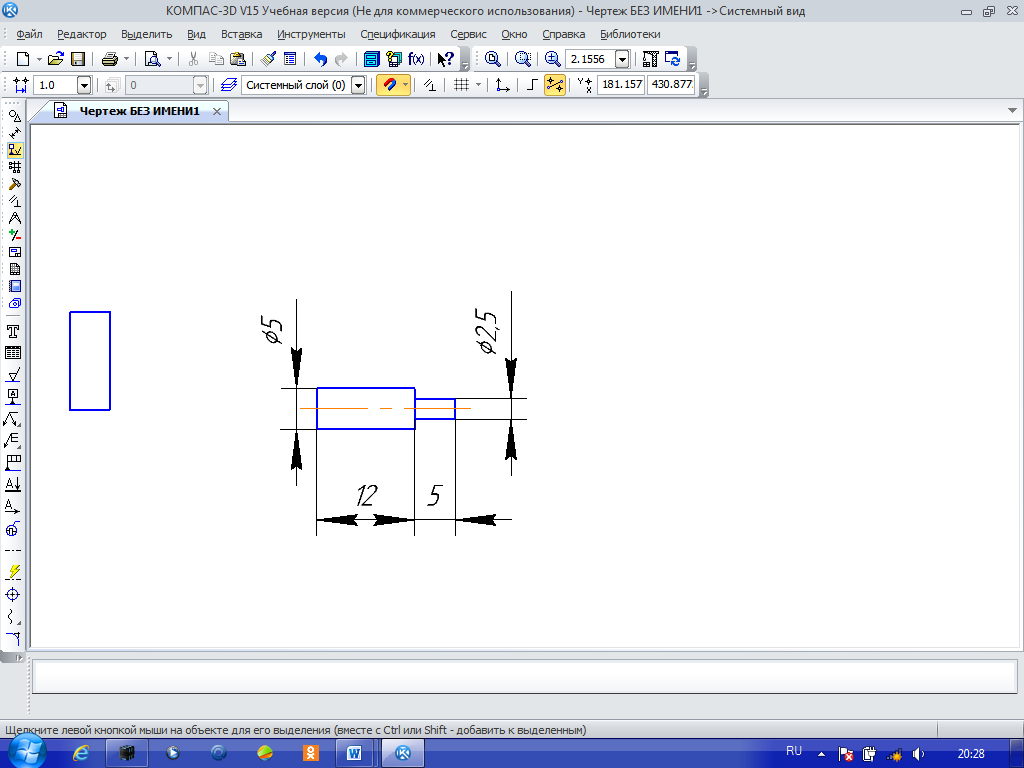
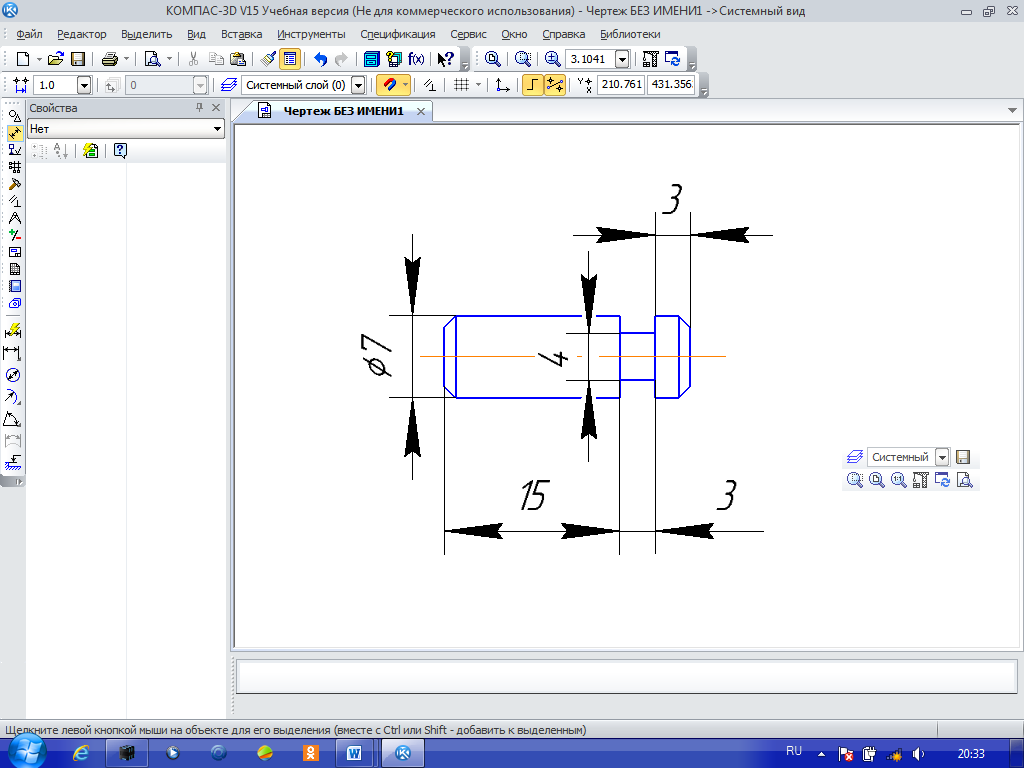
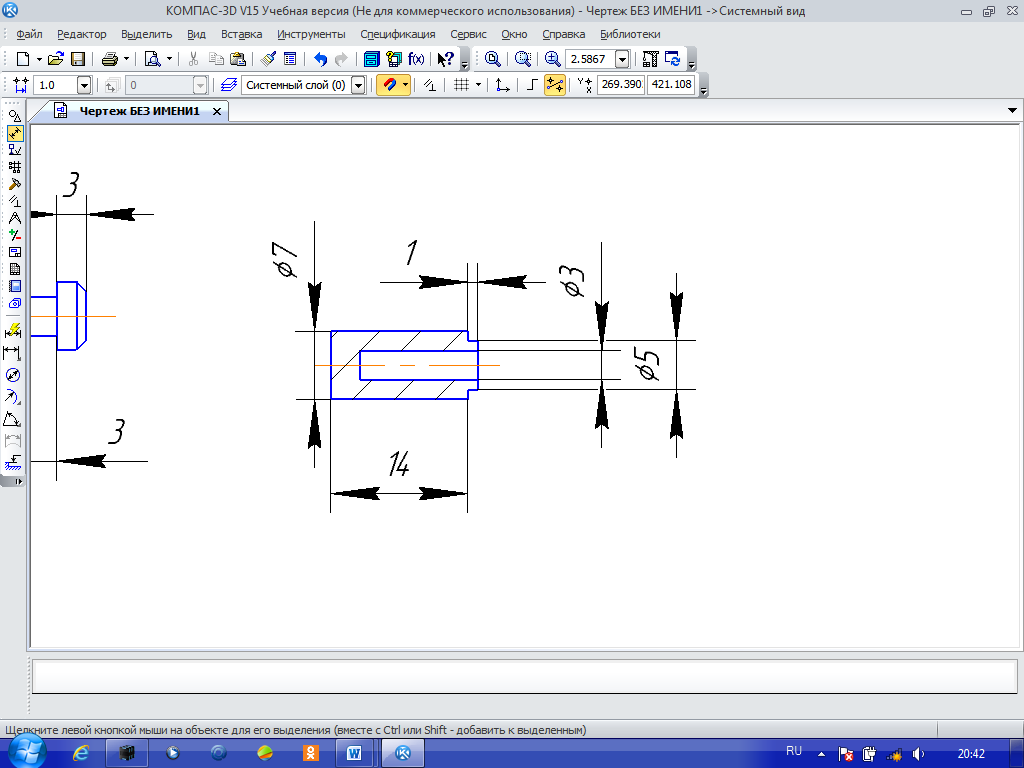
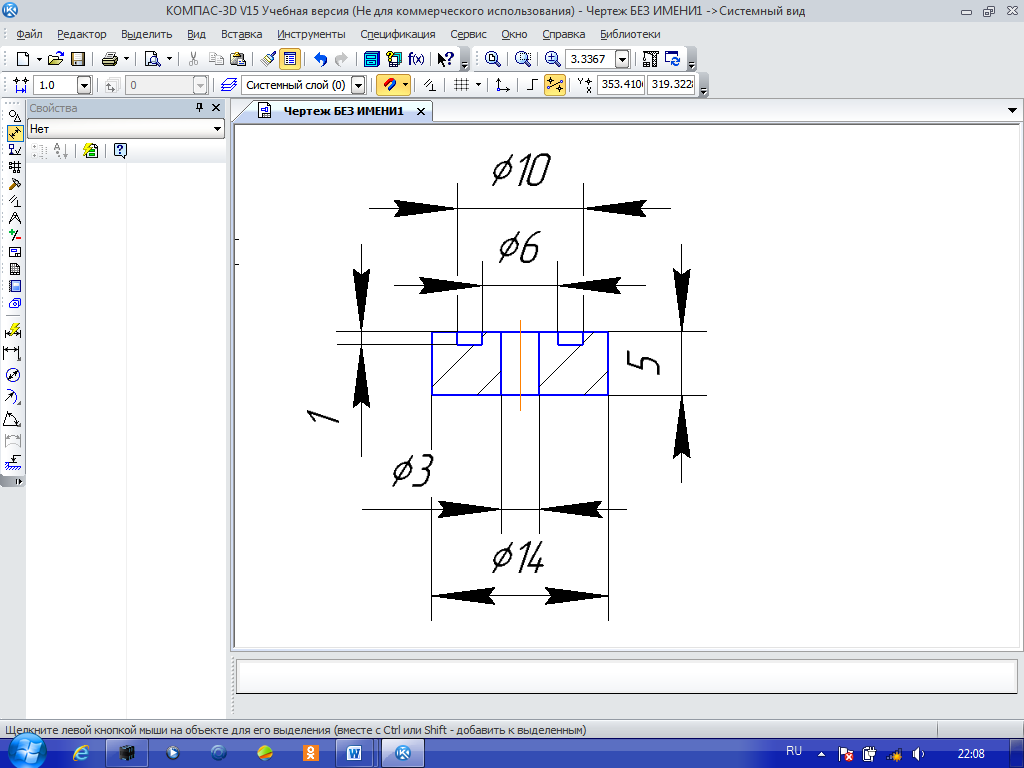
Пример проектирования и расчета АЗУ ⇐ ПредыдущаяСтр 2 из 2 Исходные данные Вариант задания – 0. Эскиз детали приведен на рис. 5.
Рисунок 5 – Эскиз ориентируемой детали
Производительность станка – автомата Qa = 90 шт./мин. Материал детали - сталь. Частота колебаний лотка fЛ = 50 Гц. Периодичность загрузки бункера Т= 20 мин. Обеспечение автоматической ориентации детали. Специальных устройств для систематизации потока деталей не требуется так как предполагаемые конструкции ориентаторов одновременно будут выполнять и эту функцию. Для обеспечения ориентации детали в пространстве определим все возможные различные устойчивые положения детали на лотке и выберем одно – требуемое. Возможные устойчивые различимые положения детали на лотке приведены на рис. 10.
а – донышком вперед, б – донышком назад, в – ось детали образует с направлением лотка угол не равный 0º, г – стоя на торце (ось детали вертикальна) Рисунок 6 - Возможные различимые устойчивые положения детали на лотке (вид сверху) Выбираем следующую схему ориентации: В ВБЗУ обеспечиваются два устойчивых положения – а и б. Во вторичном ориентирующем устройстве для всего потока обеспечивается положение а. Для устранения положений в ширину лотка (с учетом буртика) предусматриваем 8 мм. Для перевода детали из положения г в а или б предусматривается уступ (рис. 7).
Рисунок 7 – Форма ориентирующего уступа
Для обеспечения устойчивого положения детали а или б лотку придается полукруглая форма (рис. 8).
Рисунок 8 – Поперечное сечение оринтирующего устройства ВБЗУ
1 – пружина 2 – рычаг 3 – ось 4 – подводящий лоток 5 – отводящий лоток Рисунок 9 – Схема вторичного ориентирующего устройства
Расчет МЗУ и определение общего состава АЗУ МЗУ рассчитывается на производительность и на надежность (отсутствие заклинивания). Расчет на производительность. Требуемая производительность МЗУ определяется производительностью обслуживаемого им станка:
QАЗУ = KП·Qa = 1,2·90 = 108 шт/мин,
Определим фактическую производительность МЗУ. Расчетная схема приведена на рис. 10. Производительность МЗУ зависит от времени цикла, то есть времени между выдачей двух деталей:
Время цикла в нашем случае содержит в себе ряд составляющих
Тц = Т1 + Т2 + Т3 + Т4,
Составляющие времени Т2, Т4 определяются средней скоростью питателя (рекомендуется не более 0,3...0,5 м/с) и путем, проходимым питателем (примем конструктивно L = 150 мм).
Составляющая Т3зависит от способа разгрузки питателя, примем Т3=Т1. Составляющую Т1 для случая вертикального перемещения детали определяют по формуле:
где Н – высота перемещения детали, Н = 0,014 м;
Рисунок 10- Схема к расчету фактической производительности МЗУ
Тогда
Фактическая производительность МЗУ получилась почти в два раза меньше требуемой (108 шт./мин). Принимаем в общем составе АЗУ два МЗУ и соответственно разделение общего потока деталей на два независимых потока. Расчет на отсутствие заклинивания. Вероятность заклинивания детали заданной формы при ее вертикальном положении в МЗУ достаточна мала. Однако проведем расчет для определения размеров внутреннего сечения трубы МЗУ. Расчетная схема приведена на рис. 11. Чтобы заклинивания детали не происходило ширина (в нашем случае диаметр трубы) лотка В должна находится в следующем интервале:
Рисунок 11 - Расчетная схема для определения ширины лотка
где f – коэффициент трения между стенкой и заготовкой, для трения сталь-сталь примем f = 0,3 (приложение, табл. П2); dmax – максимальный диаметр детали; Тогда
Примем В = 7,5мм. Таким образом, в состав АЗУ будут входить ВБЗУ, вторичное ориентирующие устройство, делитель потока, два МЗУ. Расчет ВБЗУ Расчет режима работы ВБЗУ. Включает определение средней производительности QСР, средней скорости движения изделия по лотку VСР, коэффициента заполнения лотка kЗ. Средняя производительность ВБЗУ
Средняя скорость движения изделия по лотку (мм/с):
Коэффициент заполнения лотка изделиями определяется по формул:
kЗ =Р(l 0 ) · CП= 0, 919·1=0, 919 Коэффициент плотности потока изделий рассчитывается как:
При пассивном ориентировании симметричных валиков и втулок по цилиндрической поверхности (при l И > d):
Расчет конструктивных размеров чаши. Включает определение диаметра D, высоты Н, шага лотка t, объема V Д загружаемой партии. Примем цилиндрическую форму чаши (рис. 12). Для цилиндрической чаши наружный диаметр определяют по формуле:
D=DВ +2·Δ,
Внутренний диаметр чаши определяется из выражения:
где VД – наружный объем загружаемого изделия, мм3, V Д = 396мм3; Т – период времени между заполнениями чаши, мин, Т = 20 мин; n – число заходов вибродорожек, n = 1; z – число каналов на каждой вибродорожке, z=1; НР – высота заполнения чаши изделиями, мм. Высота заполнения чаши изделиями находится из выражения:
HP≈ 2, 5·(t+δ)= 2, 5· ( 11+2 ) = 32, 5 мм,
Шаг t спирали вибродорожки определяют из условия:
t =k·d+δ= 1, 5·6 +2=11 мм,
где d – диаметр изделия, лежащего на лотке, d = 6 мм; при lИ / d >1,5 коэффициент принимается равным k = 1,5. Тогда наружный диаметр чаши
D=DВ+ 2·Δ=290+2·2=294 мм.
Округляем до ближайшего стандартного диаметра в большую сторону D=320 мм.
Рисунок 12 - Конструкция цилиндрической чаши ВБЗУ
Полная высота чаши определяется как H=HP+( 1, 0…1, 5)· t =32, 5 +(1, 5·11) =49 мм. Угол подъема спирали лотка:
Ширина вибродорожки:
Ширина лотка с буртиком
BO=B+ 3=7, 17+3=10, 7 мм
Принимаем толщину дна чаши HД ≈ 2 мм. Угол конуса чаши выбираем в диапазоне γ0=150º.
Расчет параметров движения изделия и колебательной системы. Включает определение частоты вынужденных колебаний лотка; амплитуды; приведенной массы; жесткости пружинных стержней; размеров пружинных стержней (длины l, диаметра d или сечения b х h). Определяем требуемый угол наклона подвесок α, исходя из обеспечения необходимой скорости перемещения заготовок по формуле:
α=arctg 2,25=660
Определяем амплитуду колебания лотка ХН (в см), при которой обеспечивается скорость VТР, по формуле:
ω=2·π·fЛ = 2·3, 14·50=314.
Конструктивно подвески можно выполнять круглыми или плоскими (набранными из пластин). Выбираем плоские пружины. Необходимо определить их длину, ширину и толщину. Параметры пружин определяем из условия, что подвеска представляет собой балку, закрепленную жестко с двух сторон. Расчетная схема пружин показана на рис. 4. При плоских пружинах длину l и ширину b задают конструктивно, а толщину (в см), можно определить по формуле:
где а – толщина пружин подвески, см; l – длина пружины, принимаем l=15 см; b – ширина пружины, принимаем b = 2 см; n – число подвесок, принимаем n = 4; i – число пружин в подвеске, принимаем i = 3; G – вес колеблющихся частей и загруженных в бункер заготовок, ориентировочно принимаем G = 15 кг; φ – собственная частота колебаний системы, 1/с:
φ=1, 1· fЛ= 1, 1·50=55 1/с.
Напряжение изгиба (кгс/см2) при максимальном прогибе для плоских пружин определяем по формуле:
Размах колебаний лотка (в см) определяется графически при амплитуде колебания ХН по формуле:
Если в приводе вибрационного загрузочного устройства со спиральным лотком у каждой подвески установлен один электромагнит перпендикулярно ее плоскости, то его усилие (в кгс) можно при плоских подвесках определить по следующей формуле:
На основании вышеприведенных расчетов и обобщенной схемы АЗУ принимаем следующий схемный вариант проектируемого автоматического загрузочного устройства. В ВБЗУ осуществляется предварительная пространственная ориентация деталей выдача их с производительностью Q = 120 шт/мин. В ВОУ осуществляется окончательная пространственная ориентация деталей. Затем поток деталей разделяется делителем потока на два потока, каждый из которых направляется в МЗУ- дублеры. Эти МЗУ расположены с противоположных сторон относительно станка-автомата и обеспечивают его правильно ориентированными деталями с заданной производительностью. Схема управления следит с помощью датчиков переполнения (Д1– Д4) за загрузкой МЗУ и направляющих лотков и, при необходимости, временно отключает ВБЗУ. Общая схема АЗУ
Рисунок 13 - Общая схема АЗУ
Задание
Таблица П1 – Исходные данные для выполнения работы
Таблица П2 - Значение коэффициента трения
Таблица П3 – Чертеж деталей к вариантам
Список литературы 1.. Автоматизация машиностроения: Учеб. для втузов/ Н.М.Капустин, Н.П.Дьяконова, П.М.Кузнецов; Под ред. Н.М.Капустина. – М.: Высш. шк., 2003. – 223с.: ил. 2. Калабухов А.Н., Полякова Л.Ю. Технологические основы разработки гибких роботизированных производственных модулей: Учебное пособие для студентов технических вузов/Кумертауский филиал УГАТУ. – Кумертау, 2006 – 398 с. 3. Власов и др. Транспортные и загрузочные устройства и робототехника: Учебник для техникумов пециальности «Монтаж и эксплуатация металлообрабатывающих станков и автмоатических линий». – М.: Машиностроение, 1988. – 144 с.: ил. 4. А. Н. Трусов. Проектирование и расчет автоматического загрузочного устройства.Методические указания к лабораторным работам № 2, 3, 4 по дисциплине «Автоматизация технологических процессов и производств» для студентов специальности 220301 «Автоматизация технологических процессов и производств (в машиностроении)» всех форм обучения. 5. А.Н.Трусов. Построение циклограмм работы автоматически обрабатывающих ячеек. Методические указания к лабораторной работе по дисциплине «Автоматизация технологических процессов и производств» для студентов специальности 220301 «Автоматизация технологических процессов и производств (в машиностроении)» всех форм обучения. 6. СТО УГАТУ 016-2008. Графические и текстовые конструкторские документы. Общие требования к построению, изложению и оформлению. – Взамен СТП УГАТУ 002-98; введен. 2008-01-01. – Уфа: УГАТУ, 2008. 7..ГОСТ 2.104-2006 ЕСКД. Основные надписи. – Взамен ГОСТ 2.104-68; введен. 2006-09-01.-М.: Стандартинформ,2007. Приложение А (обязательное) Образец титульного листа
Министерство образования и науки РФ Филиал Федерального государственного бюджетного образовательного учреждения высшего образования «Уфимский государственный авиационный технический университет» в г.Кумертау
Кафедра «ТПЛАа»
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА по дисциплине «Автоматизация технологических процессов и производств» Вариант ХХ
Выполнил: ст. гр. КТО-ХХ А.А. Сидоров Проверил: ст. преподаватель Н.Г.Васильева
Кумертау – 201_г Приложение Б (обязательное)   ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между...  ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры...  Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|



















 .
.



 кг/см2
кг/см2