|
|
Глава 6. Химия и решение проблем техносфернойСтр 1 из 20Следующая ⇒ Глава 6. Химия и решение проблем техносферной Безопасности машиностроения Предприятия машиностроения до сих пор на недостаточном уровне обеспечивают техносферную безопасность при использовании значительных объемов химических реагентов и материалов в технологиях производства своих изделий. Кроме того с каждым годом возрастает загрязнение окружающей среды энергетическими отходами – тепловой энергией, электромагнитными и акустическими волнами. Уровень загрязнения увеличивается также из-за недостаточного качества эксплуатации изделий машиностроения.Так, в настоящее время около 90% загрязнения атмосферы в г.Москве обусловлено выбросами автомобильного транспорта.Загрязнение водной среды и почвы как на территориях предприятий, так и в зоне населенных пунктов промышленными и бытовыми отходами значительно превышает способность природной среды к самоочищению. Генеральными направлениями работ по решению проблем техносферной безопасности являются: ●Разработка экологически безопасных технических устройств и производств. ● Модернизация производств, выбрасывающих в окружающую среду значительный объем отходов, путем создания и внедрения качественно новых мало- и безотходных технологий, включающих рециклинг материальных и энергетических отходов.
Повышение огнестойкости технических сооружений
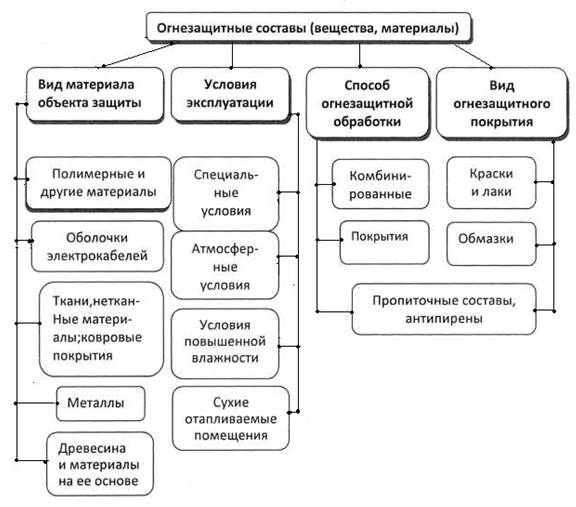
Профилактические меры обеспечения техносферной безопасности инженерных сооружений от пожаров включают: ● создание технических сооружений и устройств из несгораемых материалов; ● повышение огнестойкости технических сооружений путем покрытия их огнестойкими составами (антипиренами) [66]. Общероссийский классификатор пожарно-технической продукции относит все составы (вещества) к системам и средствам ограничения распространения пожара по конструкциям и помещениям зданий и сооружений (рис.6.1). Металлы обладают высокой чувствительностью к высоким температурам и к действию огня. Они быстро нагреваются и снижают свои прочностные свойства. Фактический предел огнестойкости стальных конструкций в зависимости от толщины элементов сечения и действующих напряжений составляет от 0,1 до 0,4 часов, в то время, как минимальные значения требуемых пределов огнестойкости основных строительных конструкций, в том числе металлических, составляют от 0,25 и до 2,5 часов в зависимости от степени огнестойкости зданий и типа конструкций. Структура применения огнезащитных покрытий выдерживающих высокие температуры и непосредственное действие огня. приведена на рис.6.1.
Рис 6.1. Общая классификация огнезащитных составов (веществ)
Наличие огнезащитных покрытий позволяет замедлить прогревание металла и сохранять функции конструкций при пожаре в течение заданного периода времени. Огнезащиту металлических конструкций осуществляют как традиционными методами (бетонирование, оштукатуривание цементно-песчаными растворами, использования кирпичной кладки), так и новыми современными методами, основанных на механизированном нанесении облегченных материалов и легких наполнителей - асбеста, вспученного перлита и вермикулита, минерального волокна, обладающих высокими теплоизоляционными свойствами или основанных на использовании плиточных и листовых теплоизоляционных материалов. Современные методы огнезащиты металлических конструкций включают использование: ●теплоизоляционных штукатурок, состоящих из цемента или гипса, перлитового песка или вермикулита, жидкого стекла; ●огнезащитных покрытий из асбеста или гранулированного минерального волокна, жидкого стекла, цемента и др.; ●вспучивающихся красок, представляющих сложные системы органичес-ких и неорганических компонентов. Обеспечение огнестойкости стальных конструкций в течение 0,5 часов достигают путем увеличения их массивности за счет повышения размера сечений, что существенно повышает их стоимость. Огнезащитное действие вспучивающихся красок основано на увеличении объема покрытия при температурах 170-200°С с образованием пористого теплоизолирующего слоя, толщина которого составляет несколько сантиметров. В зависимости от толщины слоя штукатурного состава, облегченного покрытия, конструктивных огнезащитных листов и плит обеспечивается предел огнестойкости стальных конструкций от 0,75 до 2,5 часов. Вспучивающиеся краски используют для огнезащиты стальных конструкций в течение 0,75-1 ч. Номенклатура современных огнезащитных материалов весьма обширна, например, к ним относятся: Джокер-М, Огнелат, Огнещит, Тексатерм, Вупротек, Негорин, КСД, ПФ-218 ХС, Терма Люкс, Терма Люкс-2, КЛ-1, КЛ-1В, Феникс СТС, Феникс СТВ, Феникс ДБ, Феникс КП, Феникс ДП, Феникс СЕ, Феникс СЕ В, Феникс ПМО, КРАУЗ, Полистил, Nullifire S607 HB, Неоспрей, Interchar 963, Пиропласт-ST 100(200), Пирекс кабель плюс, Неофлэйм 513, ВУП-2, ВУП-3Р, Девиспрей, Стабитерм-107, Стабитерм-117, Латик, Латик-КД, Пиропласт HW100, Огнестой Био-1, Огнестой Био-2, Огнестой Профи, Антисептик ХМ-11, Уралтэкс Био, Уралтэкс Био плюс, Уралтэкс-Д, Уралтэкс-Бетон, Вуп-2Б, Щит-АК, Асфор, Асфор-ТМ, Асфор-экстра, Экопласт, Универ, КЛ-2, Тексотерм вод, Тексатерм орг, Пламкор-1, Пламкор-2, Монолит, Бизон. Представим для примера огнезащитную краску «Лидер», представляющую собойдвухкомпонентную систему, состоящую из основы (смесь термостойких, газообразующих и пенообразующих наполнителей в эпоксидной смоле) и отвердителя. Покрытие на основе огнезащитной краски «Лидер» предназначено для повышения предела огнестойкости металлических огрунтованных конструкций, эксплуатируемых в условиях открытой атмосферы и агрессивных средах. Огнезащитный состав «Айсберг-101» - атмосферостойкая огнезащитная краска с добавлением терморасширяющихся добавок, которые при воздействии открытого огня в условиях пожара способствуют образованию плотного негорючего пенококса, препятствующего нагреванию защищаемой конструкции и предотвращающего потерю её несущей способности. Краска после высыхания образует плотное, устойчивое к механическим повреждениям покрытие. Состав не токсичен, при нагревании не выделяет вредных веществ и не образует токсичные продукты. Cложность составов огнезащитных средств демонстрируют материалы патента. РФ 2174527 [44], в котором представлена огнезащитная вспучивающаяся краска, включающая в качестве связующего смолу или смеси смол, карбонизирующее вещество, вспенивающий агент, пигмент и наполнитель, отличающаяся тем, что она дополнительно содержит в качестве стабилизатора пенококса крахмал и мочевину, в качестве катализатора пенообразования – сернокислые соли металлов церия, марганца, меди, магния, в качестве компонента, повышающего огнестойкость, – гидроксид алюминия, в качестве диспергатора – тальк, а в качестве карбонизирующего вещества она содержит многоатомный спирт, как вспенивающий агент – аммонийные соли фосфорной и полифосфорной кислот, меламин и борную кислоту, причем краска выполнена однокомпонентной или двухкомпонентной и содержит: связующего – 20-40 мас.% от общей массы и сухой смеси – 60-80 мас.%, при следующем соотношении ингредиентов сухой составляющей в мас.%: аммонийные соли фосфорной и полифосфорной кислот 37 - 54; многоатомный спирт 10 - 20; мочевина 3,0 - 6,0; меламин 10-20; борная кислота 0,5-4,0; крахмал 8,0-15; церий сернокислый 0,3-0,5; марганец сернокислый 0,3-0,5; магний сернокислый 0,3-0,5; медь сернокислая 0,3- 0,5; гидроксид алюминия 1,0-7,0; наполнитель 6,0-26; пигмент 0,2-0,5. В качестве связующего эти краски содержат смолу или смолы, выбранные из группы, включающей: пентафталевые, карбамидо-формальдегидные, меламиноформальдегидные, воднодисперсные акриловые сополимеры. При сгорании краски для образования из нее негорючего каркаса кокса используют пентаэритрит. Огнестойкие краски могут содержать также хлористый аммоний в качестве вспенивающего агента.
Газового азотирования
Одно из главных направлений обеспечения техносферной безопасности основано на экономически рентабельном рециклинге материальных и энергетических промышленных и бытовых отходов, поскольку проблемы безопасности не могут в полном объеме финансироваться бюджетными и предпринимательскими предприятиями. Рассмотрим один из примеров проекта малоотходного производства. Авторами данной работы установлено, что существующий вариант машиностроительного процесса газового азотирования проводят при температуре в шахтной печи 500оС и скорости подачи аммиака 600 л/час. При этом в присутствии катализатора 60% аммиака диссоциирует (образуется газовая смесь из водорода и азота в соотношении 3:1) и около 1-3% азота идет на образование целевого упрочняющего износостойкого нитридного слоя на поверхности изделий машиностроения. Оставшиеся 40% токсичного аммиака не участвуют в процессе азотирования и для его обезвреживания отходящий газовый поток (смесь 40% аммиака, ≈ 48% водорода и ≈12% азота) сжигают без использования тепла реакции и продуктов сгорания [17,40,62]. Следует указать на то, что данная смесь аммиака, водорода и азота не загрязняется продуктами азотирования поверхности изделий машиностроения в процессе образования по топохимическим реакциям нитридов металлов. Авторы работ [29,70] под руководством академика Национальной академии наук республики Казахстан Б.В.Суворова проводили систематические исследования по разработке эффективных каталитических процессов на основе аммиака таких как окислительный аммонолиз и аммонолиз. Поэтому в соответствии с Договором о научно-техническом содружестве между АО «ИХН им. А.Б. Бектурова» и ФГБОУ ВПО МГТУ «СТАНКИН» авторами данной книги разработаны проекты автомати-зированных комбинированных производств, использующих аммиак отходящего из шахтной печи газового азотирования потока газов для получения ацетонитрила путем аммонолиза этанола или водных растворов аммиака, нитрата, сульфата или фосфата аммония [9,62,63]. Последние известны как компоненты растворов гальванических производств, эффективные удобрения и компоненты моющих средств. При этом аммиак используется полностью, а газовая смесь водорода и азота проходит через слой катализатора аммонолиза или водные растворы синтеза производных аммония без изменения. Экспериментально обосновано, что исходное давление газообразного аммиака, равное 0,2-0,4 МПа, достаточно для обеспечения стабильного гидродинамического режима при комбинировании установки газового азотирования с установкой газофазного каталитического аммонолиза или установкой получения водного раствора аммиака и производных аммония. Температуру газовой смеси с 500°С до 400°С или 40°С снижают в соответствующих теплообменниках. Нами для повышения уровня безотходности комбинированных автоматизированных технических систем «Газовое азотирование - Каталитический газофазный аммонолиз» или «Газовое азотирование-Получение производных аммония» исследованы возможности использования водородо-газовой смеси, содержащей 78% Н2 и 22% N2, в соответствующих процессах, информация о которых приведена на рис. 6.2 и обобщена в табл.6.1. Согласно [17, 40], время рабочего цикла шахтной печи газового азотирования составляет 12 час, другие 12 часов связаны с загрузкой шахтной печи заготовками или выгрузкой упрочненных деталей. Соответственно за 12 часов после поглощения аммиака по реакциям аммонолиза или получения производных аммония отходящая смесь составит по объему 3240 л водорода в смеси с 950 л азота (78% H2). Если принять, что в данном режиме предприятие работает 300 суток, то общее количество водорода составит 972000л (43392 моля или 86,7 кг). Такое количество водорода недостаточно для существую щих крупнотоннажных производств маргарина путем гидрирования растительных масел. Но использование данного объема водорода может представить интерес для малых и средних предприятий для получения [13,50,55,58]: медицинских препаратов; гидридов металлов; получения электрической энергии в экологически чистых топливных элементах (рис.6.2) и табл.6.1.
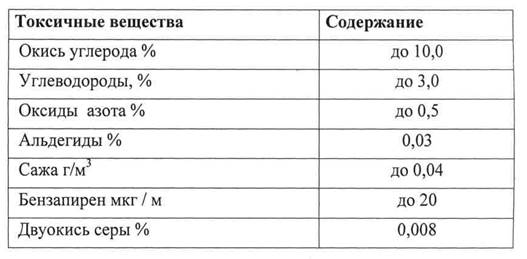
Рис.6.2. Малоотходное производство на основе процесса газового азотирования (ГА): 1 - упрочнение изделия машиностроения; 2 - сжигание для обеспечения безопасности, но без использования теплоты и продуктов сжигания; 3 - снижение температуры в теплообменнике; 4 - реактор аммонолиза; 5 - скруббер для получения удобрений, моющих средств; 6 - экологически чистый процесс получения электричества в топливном элементе; 7- высокотемпературные горелки для приборостроения и ювелирных работ; 8 - получение гидридов металлов - носителей водорода для двигателей автомобильного транспорта; 9 - получение основных компонентов для парацетамола. Мотивацией для разработки данных комбинированных производств может служить достаточно высокая прибыльность продукции в случае медицинских препаратов. Так, стоимость парацетамола составляет 2600 руб/кг и при выходе 60%масс., выручка может составить 0,6х86,7х2600 = 135 252 руб. Гидриды металлов перспективны для производства портативных водородных горелок, дающих острое пламя с температурой около 3000°С, которые используют в производстве ювелирных изделий. Количество электроэнергии водородного топливного элемента может оказаться достаточным для питания оборудования автоматической системы управления интегрированными техническими системами типа «Газовое азотирование - Получение азотсодержащих соединений из аммиака - Процессы использования водорода» [9]. С другой стороны, высокий уровень. Таблица 6.1. Возможности использования водорода газовых смесей, отходящих Автомобильного транспорта Во всем мире автомобильный транспорт по объему перевозок он в четыре раза превосходит все остальные виды транспорта, вместе взятые. В то же время автотранспорт лидирует во всех видах негативного воздействия на окружающую среду: загрязнение воздуха – 95%, шум – 49%, воздействие на климат – 68%. Проблема дальнейшего снижения вредных выбросов двигателей все более обостряется из-за непрерывного увеличения парка эксплуатируемых автотранспортных средств, уплотнения автотранспортных потоков, возрастания числа пробок. Работа автомобильных двигателей внутреннего сгорания (ДВС) и дизельных двигателей (ДЗД) основана на превращении химической энергии жидких и газообразных топлив нефтяного происхождения в тепловую, а затем – в механическую энергию. В табл. 6.2 и 6.3 приведено содержание основных токсичных веществ в отработавших газах бензиновых и дизельных двигателей. Состав выбросов зависит от вида и качества топлива, технологии его производства, способа сжигания в двигателе и его технического состояния. Один автомобиль ежегодно поглощает из атмосферы в среднем более 4 т кислорода, выбрасывая при этом с отработанными газами примерно 800 кг угарного газа, 40 кг оксидов азота и почти 200 кг различных углеродов. Создание экологически чистых машин определено законами по охране окружающей среды и соответственно ужесточением экологических норм. Таблица 6.2. Содержание основных токсичных веществ в отработавших Отработавших газах ДВС
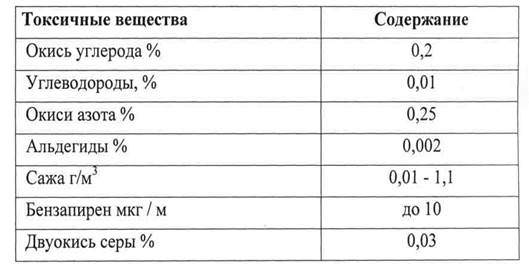
Таблица 6.3. Содержание токсичных компонентов в отработавших Газах ДЗД
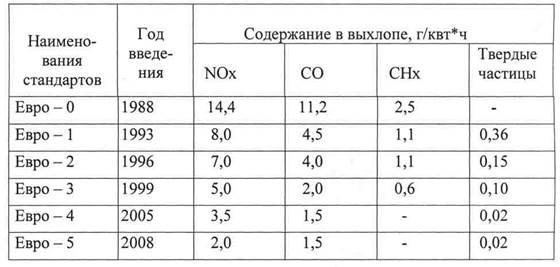
Нормы для развитых европейских стран приведены в табл. 6.4. С момента изобретения более ста лет назад двигателя внутреннего сгорания предпринимались многочисленные попытки повышения его экономичности и экологичности. Совершенствование рабочего процесса привело к высокой объемной (массовой) энергоемкости (кВт/кг, кВт/м3). Существенный рост к.п.д. бензиновых двигателей и улучшение экономич-ности достигнуто благодаря переходу на впрыск топлива во впускной трубопровод или непосредственно в цилиндр; использованию наддува. Теоретически и экспериментально показано, что оптимизация степени сжатия и рабочего объема ДВС экономит топливо и снижает выброс парниковых газов (СО2) в условиях городского движения с 20 до 40 %. Разработаны системы автоматического управления подачей топлива в камеру сгорания, воспламенением, что повысило экологичность ДВС. Выпускают двигатели с достаточно эффективными механизмами их регулиро- Таблица 6.4. Нормы токсичности выхлопа автомобилей для развитых Европейских стран
вания (Honda, Toyota, BMW и др.). Наибольшими функциональными возможностями воздействия на показатели двигателей оказали система с электромагнитным приводом клапанов и электронным управлением, а также, переход на четырехклапанное газораспределение. Испытано три основных варианта использования впрыска воды в ДВС: 1. Пар, образующийся при контакте воды с горячими выхлопными газами, вращает небольшую турбину, которая помогает основному двигателю. О подобной силовой установке в 2005 году заявила компания BMW. 2. На многих спортивных автомобилях, использующих турбонаддув, вода распыляется в сжатом компрессором воздухе вместе с которым она затем попадает цилиндры, где и становится паром. Даже мельчайшие нагреваю-щиеся капельки воды должны превращаться в пар только внутри цилиндра, иначе польза от этого пара становится ничтожной. Нарушение стехиометри-ческого (оптимального) соотношения количества топлива и воздуха, включающего в себя водяные пары, может привести к остановке двигателя. 3.Специально подогретую воду впрыскивают (распыляют) непосред-ственно в цилиндры инжекторного двигателя. От контакта с горящим топливом, раскаленным поршнем и цилиндром, вода вскипает, и расширяющийся пар помогает рабочим газам приводить поршни в движение. Здесь впрыск воды фактически заменяет собой турбонаддув. В этом случае уже не нарушается стехиометрическое соотношение количества топлива и чрезвычайно сжатого компрессором воздуха, чьё очень высокое давление затрудняет искрообразование. Расширяющийся в цилиндре пар для экологии значительно безопаснее, чем сжатый воздух, содержащий 78% азота, из которого, при высокой температуре (и давлении) образуются токсичные и агрессивные оксиды азота. Энергетической установкой
В качестве основного источника энергии в автомобилях с комбини-рованной (гибридной) установкой используют ДВС, а в качестве пикового ее источника − тяговую электрохимическую батарею (ТЭБ) или накопитель (батарея электрических конденсаторов, сверхкомпактный маховик и т. п.). Последовательная схема. В данном случае ДВС приводит в движение генератор, а вырабатываемая последним электроэнергия питает электро-двигатель, вращающий ведущие колеса. Последовательной установку называ-ют потому, что поток мощности поступает на ведущие колеса, проходя ряд преобразований. От механической энергии, вырабатываемой ДВС в электри-ческую, вырабатываемую генератором, и опять в механическую. Данная схема позволяет использовать ДВС малой мощности, с условием его постоянной работы в диапазоне максимального КПД. Это позволяет стабильно генерировать достаточное количество энергии для питания электродвигателя и заряда аккумуляторной батареи. Параллельная схема. Здесь ведущие колеса приводятся в движение и ДВС, и электродвигателем (обратимой машиной). Момент, поступающий от двух источников, распределяется в соответствии с условиями движения. Аккумулятор заряжается при переключении электродвигателя в режим генератора (например, при торможении), а запасенная батареей энергия питает машину, переключившуюся в режим электродвигателя, которая, в свою очередь, вращает ведущие колеса. Подобная конструкция достаточно проста, но имеет такие недостатки как обратимая машина гибридной силовой установ-ки не может одновременно приводить в движение колеса и заряжать батарею. Последовательно-параллельная схема объединяет в себе две предыдущие. В зависимости от условий движения, используют тягу электродвигателя или одновременно ДВС и электродвигателя. Помимо этого, в случае необходимости, система способна приводить колеса в движение и одновременно вырабатывать электроэнергию, используя генератор. Таким образом, достигается максимальная эффективность силовой установки (рис.6.3). Гибридные силовые установки имеют ряд недостатков: усложненная конструкция требует специального оборудования для их обслуживания и ремонта; необходима подготовка специалистов не только для обслуживания таких двигателей, но и для оказания помощи при аварии такого автомобиля. Возможности гибридных двигателей демонстрирует концепт-кар Porsche 918, построенный на базе гоночного RS Spyder, представленный на Женевском автомобильном салоне в 2010 году. На него компания Porsche получила более тысячи предварительных заявок от будущих покупателей.
Рис.6.3. Последовательно-параллельная схема электрической Рис.6.5.Схема тандемного катализатора
Прогнозируют, что «высокопроизводительные нанокатализаторы будут играть ключевую роль в развитии технологий преобразования и хранения энергии». Исследования последних лет показали, что для нанокристаллов размер, форма и структура поверхности может оказывать значительное влия-ние на их каталитические свойства. Это позволяет более эффективно (по отно-шению к объемным аналогам) оптимизировать нанокристаллические катали-заторы с целью обеспечения их избирательной активности [33,60, 61]. Количество электрической энергии, производимой топливным элементом, зависит от типа топливного элемента, геометрических размеров, температуры, давления газа. Отдельный топливный элемент обеспечивает ЭДС менее 1,16 В. Можно увеличить размеры ТЭ, однако на практике используют несколько элементов, соединенных в батареи. Топливный элемент модели«PC25ModelC» включает три блока: ●топливный процессор, ●собственно секция выработки энергии ●преобразователь напряжения. Схема работы топливного элемента приведена на рис. 6.6.
Рис. 6.6. Схема работы топливного элемента Таблица 6.5. Основные характеристики топливного элемента РС25С
дублируются вспомогательной ионно-литиевой аккумуляторной батареей. Автомобиль приводит в движение электромотор мощностью 100 кВт (134 л.с). Пробег автомобиля FCX Clarity на одной заправке составляет 435 км. Автомобиль производят на заводе Honda Automobile New Model Center в Японии. За 3 года планировали выпустить около 200 таких машин [73]. В то же время стоимость водородно-электрического силового агрегата для легковых автомобилей еще на порядок выше его бензинового и бензоэлектрического аналога. Для реализации проекта FCX Clarity в США Honda разработала программу лизинга на срок в три года с ежемесячными платежами в $600. Это довольно дорого, но данный проект запущен с целью испытания и совершенствования силовой установки при реальной эксплуатации, а также для обозначения пионерских позиций на рынке водородных «экомобилей». Уже сейчас FCX Clarity работает ради создания более совершенных и доступных автомобилей с силовыми установками на топливных элементах. Daimler-Chrysler намерен к 2015 году произвести 10 тыс. автомобилей и автобусов с водородной силовой установкой; Honda намерена выпустить на Таблица 6.6. Типы топливных элементов
дороги США 12 тыс. и 50 тыс. таких автомобилей к 2010 и 2020 гг. соответственно. Toyota собирается довести к 2015-му стоимость водородного автомобиля до $50 тыс., a GM - обеспечить массовое производство к 2025 году. За 15 лет разработки и исследований Honda создала экологически безвредный автомобиль, работающий на водородном топливе, с конкурентоспособными эксплуатационными характеристиками: затраты на покупку топлива в 3 раза ниже, чем у владельцев машин с бензиновыми и дизельными двигателями. На одном баке автомобиль может проехать около 450 км, то есть на 115 км ему требуется 1 кг водородного топлива. Таким образом, затраты при уже достигнутой стоимости топливного водорода находятся на уровне $4 на 100 км пробега. В авиации по прогнозу фирмы Boeing водородно-топливные элементы (ВТЭ) постепенно заменят вспомогательные энергетические установки. Они станут источниками электроэнергии для самолета, находящегося на земле, и источниками его бесперебойного питания в воздухе и будут в самое ближайшее время устанавливаться на новое поколение Боингов 747. Для железнодорожного транспорта требования к стоимости и компактности силовой установки намного ниже, чем для автомобильного. Железнодорожный исследовательский технологический институт (Япония) планировали начать эксплуатацию поезда на водородных топливных элементах уже к 2010 году. Поезд сможет развивать скорость 120 км/ч и проходить без заправки 300-400 км. В США с 2003-го разрабатывается локомотив массой 109 т с водородным топливным элементом мощностью 1 МВт. На вооружении военно-морских сил Германии стоят подводные лодки класса U-212 с топливными элементами производства Siemens AG, которые встанут на вооружение флотов Греции, Италии, Кореи, Израиля. В США разрабатывают ВТЭ для военных кораблей мощностью 625 кВт. Японская подводная лодка Urashima с ВТЭ производства Mitsubishi Heavy Industries была испытана еще в августе 2003 года. Ряд производителей выпускает автомобили с двигателями внутреннего сгорания, допускающими применение водорода в качестве топлива. Mazda еще в 2006-м начала продажи автомобиля RX-8 с роторным двигателем, который потребляет как бензин, так и водород. Автобусы с двигателями, работающими на водороде, производят Ford, MAN, Daimler-Chrysler. Тем не менее многомиллионный парк автомобилей во всем мире еще много лет будет работать на традиционных видах топлива - бензине, дизельном газе, природном газе и биогазе, этаноле, метаноле, полученных из растительного сырья по биотехнологиям.
Рис.6.7. Керамические соты - носители катализатора нейтрализации вредных компонентов выбросов двигателя внутреннего сгорания автомобиля нанесено всего 2-3 г дорогих благородных металлов (Pd, Pt).Керамика достаточно огнеупорна и выдерживает температуру до800-850°С. Но при неисправности системы питания и длительной работе на переобогащенной рабочей смеси (избыток топлива по отношению к воздуху) керамический монолит может оплавиться и тогда каталитический нейтрализатор выйдет из строя. Именно поэтому проблемно использование каталитических нейтрализаторов с керамическим носителем на карбюраторных двигателях. Все шире в качестве носителей каталитического слоя используют тончайшие металлические соты, что увеличивает площадь рабочей поверхности, снижает противодавление, ускоряет разогрев каталитического нейтрализатора до рабочей температуры и, главное, расширяет рабочий температурный диапазон до1000-1050°С. Соты нейтрализаторов типа Metalit сделаны из тонкостенного (толщина 0,04 мм, а не 0,15 мм, как у керамики) листа хромоалюминиевой стали, легированной редкоземельным металлом иттрием для лучшей адгезии каталитического слоя. Такой нейтрализатор выдерживает пиковые темпера-туры до 1300°С.Это отвечает требованиям к современным двигателям, работающих на переобедненных смесях, и соответственно к каталитическим нейтрализаторам, для которых керамика уже не подходит. Широкое использование нейтрализаторов стимулировало рост мирового рынка благородных металлов: 35% потребляемой платины, 45% палладия, 90% родия идет на автомобильные каталитические нейтрализаторы. Трехкомпонентный нейтрализатор наиболее эффективен при определенном составе отработавших газов. Для этого необходимо очень точно выдерживать состав горючей смеси, близкий к стехиометрическому отношения воздух/топливо в узких пределах 14,5 - 14,7. Если горючая смесь будет богаче, то упадет эффективность нейтрализации СО и СНх, если беднее — NOх.Данная проблема решена путем автоматизации управления процессом смесеобразования. На рис.6.8 схема современного трехкомпонентного каталитического нейтрализатора. Второй кислородный датчик в новейших системах бортовой диагностики ОВD-П отслеживает эффективность нейтрализации.
Рис. 6.8. Схема трехкомпонентного каталитического нейтрализатора: 1- воздух, 2- бензин, 3 - блок управления, 4 - система впрыска, 5 - двигатель, 6 - каталитический нейтрализатор, 7 - кислородные датчики, 8 - резонатор, 9 - глушитель.
Разработан каталитический нейтрализатор с двумя ячеистыми носителями, каждый из которых составлен из двух металлических лент, гофрированных под изменяющимся углом 0-20 градусов друг к другу от центра к краю носителя. Общий объем сотового нейтрализатора 1,7 л. Нейтрализатор установлен на автомобиль ВАЗ 21102 на базе испытательного оборудования согласно требованиям ЕВРО-2. На носитель нанесена пористая керамическая подложка на основе оксида алюминия и активный компонент, содержащий платину, палладий, родий [48]. Гетерогенные катализаторы относятся к самым давно известным наноматериалам со всеобщим промышленным значением. Они играют ключевую роль в индустрии, обеспечивая сбережение энергии и защиту природы. По сегодняшним оценкам, около 20–30% валового национального продукта в индустриальных странах так или иначе зависят от катализаторов. Несмотря на то что вопросы гетерогенного катализа интенсивно исследовались все прошлое столетие, многие технические разработки до сих пор основаны на экспериментировании методом проб и ошибок или просто на химической интуиции. Такое положение можно приписать факту, что технические катализаторы обычно являются сложными многокомпонентными структурированными материалами, а исторически было трудно установить четкую зависимость активности от структуры —хотя хорошо известно, что тонкая структура катализаторов имеет решающее значение для их эффективности [26]. Снижение загрязнений от автомобилей достигается усовершенствованием управления мотором во взаимодействии с каталитическим конвертером. Сердце каталитического конвертера — катализатор на основе металлов платиновой группы (МПГ) — наверное, один из самых сложных узлов современного автомобиля, хотя в нем даже нет подвижных частей. Активные центры этих катализаторов основаны на наночастицах МПГ, работающих в комплексном взаимодействии с остальными компонентами катализатора в условиях экстремальной температуры, вариаций состава и скорости поступления веществ. Каталитический конвертер должен быть работоспособен в течение срока службы автомобиля. Главная трудность при разработке катализаторов, таким образом, состоит в сохранении изначальной наноструктуры и предотвращении спекания [61]. Разработан способ очистки воздуха от диоксида углерода в водородно-воздушном матричном топливном элементе с щелочным электролитом[52].
Рис.6. 9.Комбинированный нейтрализатор выхлопных газов дизельных двигателей [15] В реакторе мочевина разлагается с образованием аммиака и азот восстанавливается: 4NO+4NH3+О2→ 4N2+6 Н2О; 6NО2+8NH3 → 7N2 +12 Н2О
Эффективность селективного восстановления азота в двигателях грузовых автомобилей достигает 90%. В то же время дизельные двигатели выбрасывают значительное количество СО2 как любое другое углеводородное топливо. Таблица 6.7. Допустимый уровень звукового давления, уровни звука и эквивалентные уровни звука на рабочих местах в производственных Рис.6.10. Конструкция звукоизолирующего кожуха для центробежного вентилятора: 1- металлический корпус, 2 - звукопоглощающий материал,3-резиновое уплотнение, 4 - гибкие вставки, 5 - виброизоляторы
который одновременно повышает звукоизоляцию и снижает шум, распространяющийся по воздуховодам. Акустическую обработку помещений гаража проводят установкой звукопоглощающих облицовок и штучных звукопоглотителей для уменьшения интенсивности отраженных звуковых волн с целью снижения шума в этих помещениях.Применение данного метода борьбы с шумом чаще всего связано с необходимостью его снижения в самих производственных помещениях. Нужно подчеркнуть, что выбор конструкции звукопоглощающей облицовки должен производиться не только для получения максимального звукопоглощения в какой-либо октавной полосе или полосах частот, но также и для обеспечения работоспособности облицовки в конкретных условиях производственного помещения (наличие вибраций, пыли, агрессивных сред и т. п.). Звукопоглощающие облицовки устанавливают на потолке и стенах (иногда только верхних частях стен). При этом величина снижения шума зависит от площади облицованных поверхностей, которая должна составлять не менее половины общей площади ограничивающих помещение поверхностей. На эффективность звукопоглощающих облицовок влияет не только величина добавочного звукопоглощения, но и размеры помещения, а также его конфигурация. Облицовка потолка наиболее эффективна при относительно небольшой высоте помещения (до 4-5 м), поскольку потолок в этом случае является одной из основных отражающих поверхностей, а применение облицовок, как уже отмечалось, основано на уменьшении интенсивности отражения звука. Наоборот, в высоких и вытянутых помещениях, где высота больше ширины, облицовка стен дает основной эффект. В помещениях кубической формы облицовываются как стены, так и потолки. Материал «Нанотекс» из полиамидных монофиламентных нитей диаметром 30 мкм, плотностью нитей 30 нит/см, расстояние между нитями 9d и с поверхностной плотностью 10 г/м2, металлизируют способом магнетронного напыления нержавеющей сталью по лицевой стороне материала при постоянном токе время напыления составило 80 сек, скорость напыления 240 А/ мин, толщина пленки металла 0,5 мкм. Данные табл.6.8показывают, что заявляемая структура материала «Нанотекс» позволяет получить экранирующую ткань, обладающую лучшими эксплуатационными свойствами, включающими существенно более высокую износостойкость, минимальную поверхностную плотность, меньшую жесткость при сохранении экранирующих свойств в широком диапазоне излучений [51].
Таблица 6.8.Характеристики экранирующих свойств материала «Нанотекс» от электромагнитных излучений
Изменение характеристик заявляемой материала «Нанотекс» в большую сторону не позволяет сформировать его на ткацком станке. Изменение характеристик в меньшую сторону приводит к получению нестабильной, легкосдвигаемой структуры материала и, следовательно, к потере электропроводящих и экранирующих свойств. Полученный материал отличается: ●высокими экранирующими характеристиками от воздействия излучений сверхвысокочастотного диапазона; ●возможностью получения заданной электропроводности и поверхностного электрического сопротивления; ●высокой электропроводностью, позволяющей использование материала для решения проблем статического электричества; ●гибкостью, легкостью, драпируемостью, воздухопроницаемостью - необходимыми свойствами при использовании в различных защитных конструкциях, шторах, спецодежды; ● хорошими пошивочными свойствами, возможностью пайки и склеивания.
Вопросы для самостоятельной работы Приведите примеры экологически безопасных технических устройств и прои   Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор...  Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? - задался я вопросом...  ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования...  Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|